多品种变批量柔性活塞生产线的设计与分析
2018-11-14滨州学院张宝国
滨州学院 张宝国
导语:文章针对活塞多品种变批量生产模式特点和现有生产线现状,对柔性活塞生产线进行了设计和分析,对柔性活塞生产线的的关键技术和关键参数进行了分析和验证。
随着汽车工业的发展,对内燃机活塞品种的需求越来越多,对活塞质量要求也越来越高,传统活塞加工生产线因身特点的限制,越来越难以适应市场对活塞的需求:多品种、高精度。面对这一新的要求,迫切需要我们改变传统活塞流水线的布线形式、加工方式来快速适应市场的需求。设计一种柔性的能快速适应市场品种、批量变化的生产线及其设备成为活塞制造企业迫切需要解决的问题之一。
1.活塞生产线的布局及其存在的问题
活塞生产线属于流水作业形式的加工方式,工件根据工艺要求,依次经过不同的设备,完成某个工序,因此一般采用线性布置。线性布局的形式多种多样,活塞生产线布局一般采用双行U型布局。
(1)人员多、效率低。
生产线上一般是每个工人操作一台或两台设备,每条生产线至少需要7-8个工人。生产过程手工装夹、人工检测,效率低、质量控制得不到保障。
(2)精度低。每种活塞加工过程有12-15道工序,工序分散,工件加工过程中装夹次数多,定位误差累积较大,影响了活塞加工精度。
(3)不能实现在线测量和自动尺寸补偿,无法在线控制产品质量。
2.柔性化活塞生产线的设计
活塞生产根据市场的需求变化较大,活塞品种、批量要根据用户需求来确定,因此活塞生产线上产品更换频繁,如果不能快速完成产品的更换,势必影响产品生产的进度,造成生产延误、不能及时交货,既耽误用户的使用又影响企业的信誉和市场。精益生产一直是制造业遵循的生产理念,精益生产是通过制造系统有效变革和优化使生产系统能很快适应用户需求不断变化,并能使生产过程中一切无用、多余的东西被精简,最终达到包括市场供销在内的生产的各方面最好结果的一种生产管理方式。与传统的生产方式不同,其特色是“多品种”,“小批量”。根据精益生产的要求,活塞加工的柔性制造是必经之路,国外全自动柔性活塞生产线价格昂贵,一般企业难以承受。要想提高我国活塞制造水平,走自主创新之路、取得具有自主知识产权的柔性生产线关键设备、关键技术是唯一可行之路。
桁架式柔性化活塞生产线设计指标如下:
A、加工范围:活塞直径:∅100-130mm,活塞高度90-130mm的镶环铝活塞。
B、在线设备:10台,桁架机械手:8台,自动输送料道:9条。在线人数:1人。
C、生产节拍:60秒/只,单班产量:400只,年产量约:38万只。
D、精加工工序设备重复定位精度<0.005mm。
E、整线占地面积:26米(长)╳7米(宽)╳5.5米(高)。
F、可实现活塞粗镗销孔、卡簧槽、内外口倒角、燃烧室、铁环槽、铝环槽、精车顶面、铣气门坑、异型销孔、精车外圆工序的全自动化精密加工。
G、与普通生产线相比可提高劳动生产率4倍以上。
H、主要技术指标拟达到国内领先,国际先进水平。
生产线全线由10台设备,8台桁架式机械手,9条料道组成。整线采用U型布局方式(见图1),操作者可在生产线的一侧完成上下料,生产节拍60秒左右,单班产量:400只,年产量约:38万只,整线占地面积:26米(长)╳7米(宽)╳5.5米(高),全线只需1人监控,效率是普通生产线的4倍以上。
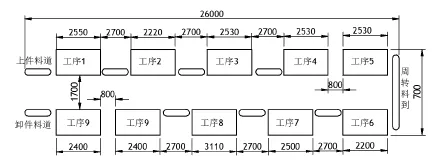
图1 设备布局图
3.多品种变批量柔性活塞生产线特点
(1)高度专业化的工艺集成技术。首次采用U型布局方式,将各种工序活塞加工专用设备联线,形成一个自动化生产的有机整体,既具有一定范围的适用性,又具有较好的可变性,并且有效缩短了生产线长度,操作者可在生产线一端完成上下料,人机工程更佳。
(2)高效、高精度的多工序集成技术。研制开发了粗孔、卡簧槽、外口倒角组合镗床,对粗孔、卡荒槽、外口倒角工序进行了工序组合加工,不仅减少了2台在线设备,而且还提高了加工效率,突破了传统的车削工艺加工方式,采用镗削工艺加工方式,解决了销孔、卡簧槽、外口倒角三道工序在一次装夹中完成的技术难点,有效的保证了三道工序之间的形位公差与加工精度。
(3)高效率的柔性自动化生产技术。把工艺设计柔性的揉和到计算机、网络、控制、信息、CAM等技术中,可适应不同品种的活塞高精度自动化柔性生产,这是其他通用机床厂家无法做到的。
(4)高度集成的自动化控制技术。集“物流系统、控制系统和执行系统”于一体,并使用了国内领先的双通道控制技术,从而保证了机床在加工工件的同时,还可以指挥物流系统、机械手等装置同时运转,最大限度的发挥了机床的加工效率。
(5)机床标准化设计。减少机床种类,系统结构统一、因此有效降低了机床的制造成本和维护费用,缩短了机床的研制周期和产品的开发周期。
(6)工装标准化设计。实现快速更换工艺装备,由2天缩短为4小时。同时能够很好的兼容普通生产线工装,降低了开发风险,使得自动生产线工装兼容性高、可靠性高,设计周期短,见效快,经济效益高。
4.结语
从大批量生产转为小批量多品种生产是活塞生产模式的一大改变,这种变批量生产模式也是未来活塞企业具有竞争力和发展潜力的一种制造方式。变批量活塞柔性生产线是实现活塞生产企业快速响应市场的重要手段,活塞生产线的柔性化对于活塞的多品种变批量加工和生产有着非常大的影响,不仅提高了生产加工的效率,也提高了生产车间的自动化水平,降低了人工作业的劳动强度。
