第十八届中国国际模具技术和设备展览会模具制造装备评述
2018-11-13DMC2018模具制造装备评述组
DMC2018模具制造装备评述组
第十八届中国国际模具技术和设备展览会(DMC2018)于2018年6月5~9日在上海国家会展中心成功举办。本届展会由中国模具工业协会和上海市国际展览有限公司联合主办,展出面积超过10万平方米,展会主题为“汇集精细化制造集成技术,展示一体化成形协同制造促提质增效”,吸引了来自瑞士、日本、德国、韩国、意大利、法国等20个国家和地区的上千家展商参展,集中展示了当今精密加工的先进制造水平,为模具企业带来了最新的制造装备和加工解决方案。
1 加工中心
模具制造使用最广泛的金切机床是以铣削为主的加工中心。铣削加工中心的性能不仅影响模具的加工品质也影响其加工效率。模具行业要实现“提质增效”,首先要对加工装备进行升级换代。在本届展会上,全球著名的金切机床制造厂商纷纷展示了满足“提质增效”需求的制造装备及解决方案。
1.1 五轴机床在模具加工中的应用渐成趋势
加工模具的五轴机床主要有两种形态:一种是摇篮式的五轴机床,主要适合加工尺寸和重量均偏小的模具零件和配件,代表性的设备品牌有日本牧野、瑞士米克朗、北京精雕等;另外一种是摆头式的五轴机床,主要适合加工尺寸或重量均较大的模具零件和模具结构件,代表性的设备品牌来自德国、日本和中国台湾地区等。本届展会上,这些厂家分别展示了五轴机床在模具加工行业的应用情况。
日本牧野公司的五轴加工中心可覆盖多种规格模具的加工,可加工零件的最大尺寸为300~800 mm、最大质量为75~1200 kg。另外牧野展出的Makino D200Z和Makino D800Z两款五轴加工设备(图1),其摇篮轴全部采用直接驱动(DD)电机,加工的表面质量可媲美三轴加工的效果。
瑞士米克朗公司展出了Mikron Mill P800UD和Mikron MIll P500 UD两款五轴机床。该公司的五轴机床不仅注重设备的外观、操作的舒适度、连续工作的稳定性,而且注重针对行业的专业性。

图1 日本牧野的D200Z和D800Z五轴立式加工中心
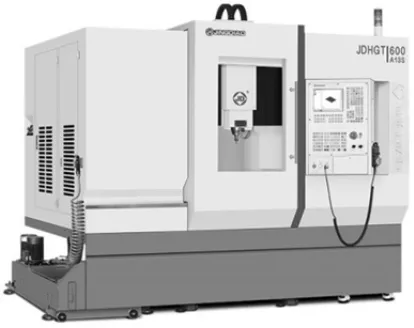
图2 北京精雕的JDHGT600高速加工中心
北京精雕此次展出了 JDGR200-A15S、JDGR400-A15S两款专业五轴机床,其主轴全部采用全闭环控制技术和最新的JD50高速高精数控系统,实现了五轴联动的高速加工,表面质量和加工效率都有质的变化。现场展示的镜面加工表面粗糙度达到了Ra0.005 μm的水平。这两款机床配置了HSK-A50接口的高速大扭矩电主轴,可实现粗精加工、铣钻镗磨复合加工,增大了产品覆盖范围。
台湾大前科技公司展出的Focus 5高速龙门五轴加工中心,其结构为摆头形式,具有加工尺寸大的优势,其展示的汽车模具加工样品的刀纹整齐和干净、表面无拉丝、接刀无明显段差,代表了龙门五轴加工中心的新高度。
1.2 高速加工中心获得模具加工行业的广泛认同
制造业整体的转型升级,倒逼模具行业提升模具制造的品质。就模具表面质量而言,表面粗糙度已普遍接近Ra0.2 μm,且小尺寸模具加工的表面粗糙度可小于Ra0.05 μm;就模具的几何精度而言,模具行业普遍采用微米作为单位,模具中部分关键尺寸和轮廓的精度以0.005 mm作为加工标准。而金切机床能获得如此高质量的加工品质,主要得益于高速加工中心在模具行业的应用与推广。
高速加工中心的生产厂家通过整合刀具、软件、夹具、工艺等辅助技术,同时结合客户的需求提供完整的解决方案。可以说,现在的机床企业不仅是生产设备的提供者,而且是整体加工方案的提供者。客户选择机床企业,不仅看中设备,也更看中机床厂商的综合服务能力。
北京精雕展示的JDHGT400和JDHGT600(图2)两款精密高速加工中心,均配置了全闭环控制系统、精雕自产的高速电主轴和高速高精数控系统。其中,JDHGT400设备加工小型模具的表面粗糙度达Ra0.02 μm,可使用的最小刀具直径为0.10 mm;JDHGT600机床配置了JD150S高刚性高扭矩主轴,最大刀具长度可达200 mm,刀具远端跳动小于0.005 mm,具备了加工深型腔、大尺寸模具的能力。
日本牧野公司展出了Makino iQ300和Makino V80S两款面向模具铣削加工领域的三轴机床,均具有微米级的加工能力。其中,Makino iQ300在光学和声学模具中的应用较好,所加工的模具表面纹路清晰、表面粗糙度可达到镜面效果;Makino V80S在通用模具中的应用范围较大,其加工表面的接刀痕小、整体表面粗糙度小,并且在中型模具的加工中实现以铣代抛的加工效果,省却了抛光工艺。
另外,瑞士米克朗公司能结合不同行业的特点提供完整的解决方案,比如轮胎模生产解决方案。台湾快捷机械公司重点围绕汽车模具行业的需求,推出了五轴机床、三轴精密机床等系列高速加工中心,其展示的加工样品达到了德国和日本高端机床的加工水平。
1.3 金切机床正向智能化的方向发展
近年来,金切机床的制造厂商都在提升设备加工中的知识集成、防呆设计,提升设备及其加工过程中的智能化水平。本届展会的参展设备在提升装备的专业化和智能化方面均有显著的变化。
日本牧野公司针对模具加工行业的特点提供了模具加工支持系统、模具加工日程管理系统以及五轴机床自动碰撞检查、信息化管理软件、自适应优化功能等专家系统。这些新的智能加工技术实现了加工过程的数字化和信息化,降低了机床使用的复杂度,提升了加工品质的稳定性。
北京精雕公司开发的具有自主知识产权的SurfMill8.0模具加工CAM编程软件,引入DT技术提升了CAM编程的可视化和智能化水平,降低了模具编程的难度。该公司还将“在机测量”技术应用在模具加工中,实现了模具加工“制检合一”的生产模式,并将该技术集成到CAM软件中,使“在机测量”程序混合于加工程序中,非常简单、好用。
瑞士米克朗公司针对模具行业的特点推出了MSP机床主轴保护功能,可降低由主轴损坏造成的经济损失和停机损失。米克朗机床具有基于RConnect实时远程协助的智能功能,可通过网络功能对设备健康状态、加工过程状态远程监控,也可对设备故障等进行远程诊断和排除。
此外,本届展会还有德国罗德斯、德国欧吉索、台湾新虎将、台湾匠泽、台湾丽驰、意大利菲迪亚、日本发那科、东莞埃弗米等设备制造企业展出的特色金切机床设备,限于篇幅,不再一一点评。
2 电火花加工机床
2.1 数控电火花成形机床
2.1.1 超精细加工依然是追求的主题
在科学技术快速发展的当下,精密机械、光电通讯、影像传输、生化医疗、信息存储等领域出现了大量微型精密模具。另外,随着手机产业的蓬勃发展,手机中的微机电系统、光学系统、接插件、外壳等零件也需要大量的精细模具。这些模具结构微细、精密度高、表面质量要求高,使电火花精细成形加工成为了不二的选择。精密微细加工成为电火花加工技术的重要发展方向。
要实现精密微细加工,高精度的机床主机是首要条件。瑞士GF加工方案的FORM P350机床针对加工过程中由于工作液温度变化和电器元件发热可能对床身产生热效变形的情况,对床身结构进行了特殊处理,通过对机床内部和工作液温度的实时测量,采用空气循环和精度补偿的方法控制机床的精度。日本沙迪克公司的AG40LP机床运用CAE分析技术,优化设计加强筋的配置和铸件厚度,在获得足够机床刚性的同时缩小了安装空间,并机床内部安装有通风装置,使主机内外部的温度均等,有效减小了机床的热变形量。日本三菱电机公司的EA系列数控电火花成形机床,利用机械狭窄的构造减少了外部气温变化带来的影响,并且配置了热稳定控制系统,在床身内部的关键部位配置了温度传感器,能实时测量机床内部的温度变化,并进行实时补偿。
高品质脉冲电源是实现精密微细加工的保证。日本沙迪克公司的最优脉冲控制TMM3电源,具有Arc-less无电弧回路和SVC回路,能在各种加工情况下实现精准高性能加工。日本三菱电机公司的FP-V电源配有高光面加工回路(GM2回路)、犁地哑光面加工回路(PS回路)、低损耗回路(SC回路)以及高速加工回路(TP回路),可满足各种的加工性能要求。瑞士GF加工方案的脉冲电源,在表面质量、材料去除率、电极损耗和精确性上都有了新的提升,可实现石墨或铜电极的无损耗加工。
2.1.2 细分产品满足用户需求
苏州电加工机床研究所有限公司展出的SELC006五轴数控电火花轮胎模加工机床(图3)是一款专用于轮胎模具加工的细分产品,具有自动分度、自动多维平动修光功能,可实现中、大型汽车子午线轮胎模具花纹的加工,是轮胎模具制造行业的的重要装备。
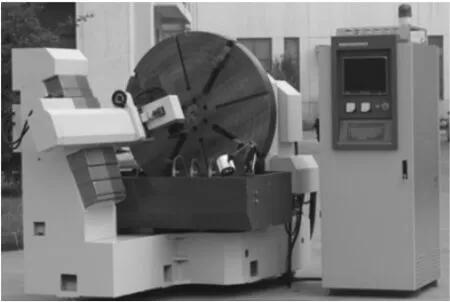
图3 SE-LC006五轴数控电火花轮胎模加工机床
2.2 数控单向走丝电火花线切割机床
2.2.1 智能化控制、人性化操作更趋完善
本届展会,各参展厂商展出的单向走丝电火花线切割机床在智能化控制、人性化操作方面各具特色。日本牧野公司生产的U系列机床配置了最新的Hyper i控制器,具有创新的人机操作界面、内置电子手册、智能辅助和电子培训系统,能对界面进行缩放、点击和滑动,操作简单、高效。瑞士GF加工方案的CUT P350机床配置了AcCut HMI人机交互系统,其智能触摸显示屏具有文件管理、加工程序准备、手动模式、执行与监测、工艺管理及图形显示等功能,支持加工过程预览,通过三维图形可监控程序的全部执行过程。日本三菱电机公司的MV1200R机床,其人机对话操作界面更加人性化、智能化,从加工前的准备、工件校正、加工程序的输入及编辑、加工参数设置、加工状态监控到机床使用、点检和维护历史、消耗品和成本管理等均可按照界面对话框方便的完成。
2.2.2 加工性能不断提升
本届展会展出的单向走丝电火花线切割机床采用了各自独有的控制技术和策略,其加工效率、表面粗糙度及加工精度等加工指标得到明显提高,尤其是表面质量以及针对较厚工件的一次切割直线度等都达到了新水平,减少了二次切割的修整余量,多次切割的综合效率、加工精度也随之提高。
日本牧野公司的U系列机床(图4)具有T.G.控制(平面精灵)技术,实现了变高度工件线切割加工过程中工艺参数的智能控制,可避免在加工凹凸面或阶梯形工件时引起线挠曲和尺寸误差,减少加工中断丝、减轻变截面加工条纹的情况产生,提高了切割表面质量,免去人工抛光。日本沙迪克公司的AL系列机床(图5)配置了Smart Pulse放电控制装置,其无凹凸控制Ⅱ技术结合直接张力伺服技术,可有效控制加工过程中产生的放电斥力和静电引力,加工直线度大幅提升;TMP控制Ⅱ技术可明显提高粗加工和半精加工的表面粗糙度和拐角形状精度;TM回路可在1 ns的时间内产生1000 A以上的稳定高峰值电流,实现高效切割。日本三菱电机公司的MV系列机床配置了H-FS电源,采用直径0.3 mm电极丝时的粗加工效率为410 mm2/min;在达到相同表面粗糙度的情况下,其加工时间比以往机型缩短9%以上。瑞士GF加工方案展出的P系列机床配置了全新智能脉冲电源(IPG),加工速度比前代机床提高20%,零件加工轮廓精度可达±2 μm、最佳表面粗糙度可达Ra0.08 μm。

图4 牧野U3单向走丝电火花线切割机床

图5 沙迪克AL400P单向 走丝电火花线切割机床
2.2.3 各具特色的个性化技术
日本三菱电机公司展出的MP1200机床,采用工作台移动和床身移动相结合的X、Y轴独立驱动方式,机床重心低、刚性高;采用套筒型直线电机、纳秒级响应光电驱动系统以及绝对值光栅尺,大幅度提高了机床的响应速度和控制精度。
日本沙迪克公司的VL400Qs机床,其脉冲电源采用主动控制技术,同步实现放电控制和运动控制的高速处理,还配备Heart-NC自动编成系统,使加工程序的编制更为简单便捷;AL400P机床降低了冲模的节距累积误差,间距精度达到±0.001 mm,特别适合高密度冲裁模的加工。
瑞士GF加工方案展出的AgieCharmilles CUT P350机床,采用轮廓加工策略的动态拐角控制技术(DCC),用AcCut AH型直径0.1 mm电极丝切割加工厚度为20 mm(凹模)、50 mm(凸模)的粉末冶金材料齿轮凸凹模,轮廓精度<±2 μm,表面粗糙度可达 Ra0.2 μm。
日本FANUC公司注重单向走丝电火花线切割机的细分用途,ROBOCUT α-C400iB、α-C600iB、α-C800iB机床配上不同的机械手,可分别形成齿轮模具、模具板以及高厚模具板的自动加工系统。
苏州三光科技股份有限公司的LA500A机床在外观、刚性、加工精度等方面均有很大提升吗,尤其是通过运用电源再生技术,实现了能量循环再利用,其耗电量最多可减少60%。
台湾徕通科技股份有限公司的GE-43S机床可配置浸水式旋转轴,搭载徕通控制器,可进行X、Y、U、V、W五轴联动加工,达到曲面加工效果。
2.3 往复走丝型电火花线切割机床
本届展会展出的往复走丝电火花线切割机床,除了加工精度、加工性能指标有明显提升外,更加重视机床的外观造型、涂装色调、操作的便利性等。
2.3.1 重视机床的外观设计
引进工业设计技术、对机床的外观与色调进行了专业化设计、工作液槽采用封闭式结构,这既增强了环保性能又改善了机床的整体外观形象。如苏州三光科技股份有限公司、苏州汉奇数控设备有限公司、泰州同方数控机床有限公司的机床外观造型美观、色彩协调,整体视觉效果得到有效提升。
2.3.2 方便用户的操作
从用户的操作便利性出发,运用人机工学,在工件装夹校正、电极丝更换、穿丝及张力控制、防止工作液飞溅、清洁操作、安全性、操作按键的设置及便捷易学等方面下功夫,机床的操作更具人性化,更便于维护和维修。在工艺数据库和专家系统技术方面也有了较大进步,如昆山瑞均机械科技有限公司的FR1100机床(图6)具有的智能数据库,无需每次加工都调节高频参数,只需输入工件厚度、电极丝直径和切割次数三个数据,其数控系统便可自动生成脉宽、脉间、电流等加工参数,切割出达到要求的零件,从而解决因经验不同而造成的不同操作人员之间存在的切割差异,大幅度降低了对操作人员的要求。

图6 瑞均FR1100中走丝电火花线切割机床
2.3.3 注重机床内在质量
床身结构具有足够刚性、传动部分采用台湾品牌丝杆和导轨、交流伺服电机进行控制,机床的几何精度和数控精度得到有效保证,从而进一步提高加工精度,如苏州三光科技股份有限公司的U系列机床、昆山瑞均机械科技有限公司的FR、FH系列机床,苏州汉奇数控设备有限公司的HQ系列机床、江苏泰州同方数控机床有限公司的TF系列机床以及苏州中谷实业有限公司的ZG系列机床等。
2.3.4 加工性能指标进一步提高
参展机床的最高切割速度基本上可达到200 mm2/min(部分可达300 mm2/min)、最佳表面粗糙度普遍≤Ra0.8 μm。苏州三光科技股份有限公司的HA400 U机床(图7),其最大切割速度≥300 mm2/min、最佳表面粗糙度≤Ra0.6 μm。此外,中走丝电火花线切割机床在大厚度切割方面具有明显特点,最大切割厚度≥300 mm,且加工200 mm厚度零件的上、中、下尺寸精度的一致性能控制在0.02 mm以内,这体现出该类机床的独特优势,也奠定了该类机床在当前及将来一段时间内的市场地位。

图7 苏州三光HA400U中走丝电火花线切割机床
3 模具制造自动化
目前国家大力提倡智能制造,自动化、无人化、智能化生产符合模具制造“提质增效”的发展方向,自动化加工系统将逐渐成为模具制造的新趋势,这在本届展会上也有所体现。
瑞士GF加工方案已由单一提供高性能、高自动化机床转变为提供成套自动化加工系统,即针对某一个(类)工件(模具)加工工艺的实际需求,统一提供成套加工设备(机床)、工艺以及机床通用的精密夹具等,实现真正意义上的交钥匙工程,此次展出了由一台FORM 350P数控电火花成形机配置立式旋转电极库的单台型自动化加工系统 (图8),其设置灵活、操作舒适,可实现无人化生产。日本三菱公司展出的EA8A Turbo数控电火花成形机(图9),可与电极/工件库、三坐标测量机及机器人组合,成为自动化加工系统。
日本FANUC公司展出了一条标准型模具加工自动化线(图10),是由一台轨道式移动机器人、二台α-D14MiB加工中心、一台GF公司的FORM 200数控电火花成形机、一台欧吉索公司的GANTRY 450C数控电火花成形机、一台海克斯康公司的三坐标测量机以及电极料架、模仁料架和上料工作台组合而成,整个系统由一套生产管理系统软件实行智能化集中控制,可实现MES(制造执行系统)自动调度、长时间无人值守以及自动监控产品质量。
近年来也有部分国内企业涉足自动化加工系统,如上海汉霸机电有限公司展出了由一台轨道移动式机器人、二台HGS45数控电火花成形机、一台三坐标测量机以及电极库组成的自动化加工系统。

图8 GF的FORM350P数控电火花成形机

图9 三菱公司EA8A Turbo数控电火花成形机

图10 FANUC的标准型模具加工自动化线
应该指出的是,自动化加工系统不是光靠几台数控机床、工业机器人、测量机等简单拼凑起来就可形成的,而必须是在了解整个生产工艺过程和工序、各种设备的性能特性、零件加工的所有要求等前提下,开发出一套科学、高效、可靠、灵活的生产管理软件,将所有设备有机地整合在一个加工体系内,从而形成具有自主核心技术、独特工艺水平的自动化加工系统。
4 激光加工设备
日本三菱电机公司展出了一台VZ20系列的二氧化碳三维激光加工机,该加工机有X、Y、Z、A、C五根轴,配置偏置型加工头,其回转轴(C轴)偏置于加工点,使加工头部为细长结构,更适合切割深压成形的工件和焊接加工;可选配厚板切割加工头或焊接加工头,用于零件的切割或焊接加工,以满足不断变化的市场需求。
大族激光展出的激光清洗系统可用于工业模具的清洗以及锈迹、油漆的去除;展出的三维激光淬火系统由一台机器人和激光机组成,采用西门子PLC控制系统,工作半径为2900 mm,可对各种导轨、大型齿轮、轴颈、汽缸内壁、模具、减振器、摩擦轮、轧辊、滚轮等零件进行表面淬火强化;展出的三维激光熔覆系统(图11),采用旁轴送粉或同轴送粉将金属粉末通过送粉嘴输入到光斑中心区域,光斑中心受高能激光束的辐照迅速熔融,形成金属粉末和基体的冶金结合涂层,从而改善基层表面的耐磨、耐蚀、耐热、抗氧化及电气特性,可用于金属零件的无模快速制造以及金属模具的快速修复。
图11 大族激光的激光熔覆增材制造装备
深圳大鹏公司展出的FB-20、FB-50两款光纤激光打标机,可用于集成电路芯片、电脑配件、轴承、中标、电子及通讯产品、航天航空器件、模具、电线电缆、首饰等的图形和文字标记,是市场上较为普及、性价比较高的激光打标机。
5 3D打印装备
3D打印作为一种先进的制造技术也成为了本届展会的重要展示内容,包括3D打印装备、3D打印用材料以及3D打印系统与服务几个方面。其中,3D打印装备主要展示了面向金属模具直接制造的激光选区熔化(SLM)技术。
本届展会展出的SLM设备如北京易加三维的EP-M250打印机 (图13)、深圳大族激光的HANSM160打印机(图14)和广东汉邦科技的HBD-280打印机(图 15),最大打印尺寸有160、250 mm,适合于直接3D打印尺寸较小的模具镶块(图16),制造精度可达0.05~0.1 mm,结合后续精加工可获得更高的尺寸精度和表面质量。另外,还有企业仅参展介绍了SLM技术但未展出设备。比如,苏州西帝摩公司的大台面SLM技术可实现大尺寸模具镶块的整体制造,但也面临加工效率低、零件变形严重等问题;日本沙迪克公司和日本三菱电机公司的增减材一体化SLM装备,是利用激光熔化一层或若干层粉末成形一定高度的截面,接着在线利用刀具切屑截面边界和表面,提高加工件的尺寸精度和表面质量,最终可获得如内嵌随形水道等复杂结构,同时保证较高的加工精度和表面质量,对于直接制造高品质金属模具尤其有效,但是增减材工艺复杂、材料易污染、装备价格贵,目前应用并不广泛。
本届展会展出的SLM装备外观精致,现场打印效果良好,代表了该领域的国内先进水平,并主要展示了SLM设备在模具快速制造方面的应用。相较传统加工工艺,3D打印的内嵌随形冷却水道可显著提高模具的冷却和产品的生产效率,并有效减小产品的变形程度,对一些特别复杂和易变形产品的模具尤其有效。据设备提供商介绍,目前相关的装备和技术已在模具制造方面获得了较大范围的应用。

图13 易加三维EP-M250

图14 大族激光HANS-M160
图15 广东汉邦HBD-280

图16 SLM打印的内嵌随形冷却水道模具镶块
除了金属3D打印外,还有几家企业展示了塑料零件的熔融挤出制造(FDM)技术。其中引人注意的是,德国BigRep-FDM打印机可打印大尺寸(1005 mm)塑料零件。除了上述装备外,还有国内外众多模具材料提供商展出的产品,但没有专门用于金属3D打印的金属粉末和丝材展出。另外,展会上还有一批提供3D打印特别是金属模具打印的制造服务提供商,如在模具领域较知名的深圳银宝山新等公司,这些公司利用国外或国产的3D打印装备为模具等领域的用户提供专业化的定制打印服务。
由于本届展会面向模具应用,参展的3D打印企业数量和产品种类相较于机加工、电加工等领域的要少。但从总体上来看,本届展会为3D打印在模具高品质、高效率制造上的专业应用提供了全链条展示平台。
6 测量检测设备
本届参展的测量检测设备供应商有10多家,其产品类型可分为两大类:一是传统坐标测量机(包含可更换测头的三坐标测量机和两维光学影像仪);二是以手持激光扫描仪和白光拍照为代表的光学非接触测量仪器。其中,青岛海克斯康的产品覆盖了上述两大种类,其他供应商的展品基本只有一种类型。
参展的坐标测量机供应商还有德国的温泽、青岛的麦克三维和雷顿、西安的爱德华等公司;参展的光学非接触测量设备供应商,既有法如、形创、API这些传统的国外品牌,更有大量新兴国内自主品牌企业如杭州思看、北京天远、武汉中观等。另外,德国GOM拍照系统在多个代理商的展位上都有展示。
本届展会上,青岛海克斯康一改往届密集林立、大而全的设备布置方案,在现场仅配置了几台便携测量设备,而增加了多个分立的显示终端,介绍以软件为中心的系统解决方案,体现了公司面向工业4.0及工业互联网发展战略的转移方向。
展会的另一大亮点是在光学非接触领域涌现出了更多的国内供应商,改变了过去一直被国外品牌占据的局面。从展出的手持式激光扫描仪和白光拍照系统来看,无论是外观设计,还是体现的数据结果都有进步,但与国外品牌的差距仍在,主要体现在软件和处理方面。
日本基恩士是一家值得关注的创新型企业,该企业一直是以光电传感器为主业的元器件供应商,但近年来开发出一系列非接触检测仪器,其新推出的手持式探针三坐标测量仪很有创新特点(图17)。

图17 基恩士的手持式探针三坐标测量仪
整体来看,目前模具制造中使用的都是通用测量设备,且设备分散、测量方法传统,距离先进制造和智能制造的标准还很远。分析认为,模具行业的测量技术在以下三个方面还需要大力发展:
(1)提高设备自动化程度。传统制造过程的特点是人工参与多、自动化程度低。测量设备使用中的一个普遍现象是:工件上、下料和装夹、调整都由人工完成,占用了大量时间,而此过程中的设备处于停机等待状态,生产效率很低。在国外企业,测量设备会同时配置自动上、下料和装夹系统,不仅有生产效率指标要求,而且其可靠性要求更高;而国内企业往往会先考虑成本,认为人工比设备便宜,因而出现了“买马不配鞍”的现象。随着国家在先进制造业方向的推进,这一问题或许会得到重新认识并有所改进。
(2)测量与加工设备闭环,形成无误差集成系统。在传统制造过程中,加工和测量一直是分离的。脱离加工设备之后的零件只有两种:合格与不合格。能在零件脱离加工设备前就对其进行测量,并向加工设备反馈误差信息、及时修正,从而保证零件合格,这就是闭环加工系统的特点。该系统带来的利益是生产效率和产品合格率的大幅提高,该技术的应用也会越来越广泛。
(3)建立企业级的数字化计量管理平台,并纳入到智能制造系统的管理中。智能制造是工业4.0或工业互联网时代的产物,企业的生产和运作完全在网络环境下进行。测量设备和加工设备一样,除了使用工业机器人取代人工操作之外,设备要适合网络管理、集成使用。通过MES进行任务分配,测量执行管理,也可与PLM交互,验证测量能力并实现质量在线控制。模具行业不同于其他制造行业的一大特点是单件生产、工艺特殊性强,因此开发出来的解决方案,定制成分多、复制推广性不高。
因此,测量设备供应商要在以上几方面有所发展,离不开两个条件:一要有足够的技术实力,二要有雄厚的资本支持。海克斯康目前在上述三个技术层面都有开展的项目和应用成果,如电极自动测量系统、机床“在机测头”和测量、加工软件和SMART Quality智慧质量综合管理系统等。
从本届展会看,小型测量设备制造商针对模具制造而开发的测量解决方案很少,可能存在的问题主要有两个方面:一是缺乏针对模具行业的持续技术和市场投入,对此有较明显的佐证事实是:参展商数量少、参展设备比较传统,部分展商的设备配置和布局连续数届未有变化;二是用户数量有限,缺乏深度交流和合作,缺乏技术开发的方向和成果。但相信,随着中国先进制造业的发展,模具制造和设备制造必然会同步提升,行业间的深度合作和融合成为必然。通过强强联合实现技术创新,是测量设备制造商未来的发展方向。
7 刀具与涂层
本届展会吸引了国内外众多刀具公司参展,其中不乏著名的模具专用刀具公司,如国外的日本黛杰、日本三菱、美国KENNA、韩国YG、德国萨阿、韩国匠精、瑞士FRAISA以及国内的厦门金鹭、成都锋宜和锐德耐等。众多涂层生产企业也积极参展会,如香港科汇、瑞士爱恩邦德、苏州艾瑞森和吉恒、江苏苏德。厦门金鹭刀具和香港科汇涂层还派出了强大的技术与销售团队参展,并展出了近年来各自在模具行业的优势技术与产品。刀具展商除了展示针对模具加工而开发的新产品,还全面展示了硬质合金材料、涂层技术在模具行业的发展与应用以及在刀具新结构等方面所取得的新进展。
7.1 新型结构刀具
刀具结构的创新是模具加工效率和质量提升的重要环节。在参展的众多刀具展品中,铣削刀具的高效、稳定与高质量加工是本届展会模具加工的主要表现,同时多家企业围绕提质增效展出了新型的刀具结构和技术。
厦门金鹭特种合金有限公司展出的SP300系列摆线铣立铣刀(图18)可满足多领域、大切深高效加工的需求,适合48 HRC以内钢件的高效铣削和摆线铣削。该款铣刀采用不等齿距结构设计,专门设计了断屑切削刃型,并采用了特殊的芯部设计,使刀具兼具良好的排屑性能和刚性,实现最高的材料去除率、降低成本。瑞士FRAISA推出了ArCut X系列锥形铣刀附带一个球形面(图19),其曲面部分由一个最大可达1000 mm的曲率半径构成,使在不影响理论残余高度的情况下增大切削步距成为可能,可得到优异表面特性的高精度面,并节省大量的模具抛光时间,也适于加工工件底面圆角和侧面圆角。韩国匠精工具展出了3D加工球头铣刀和SUS加工用铣刀(图20)。其中,3D加工球头铣刀采用230°和270°的球形刃线,可广泛应用于3D加工领域;SUS加工用铣刀优化抗振设计、深槽设计和优化排屑功能,提高被加工材料的光洁度,由于采用42°螺旋角设计,适合高速、大进给加工,并采用抗弯强度高的微粒子超硬合金,可在大进给加工时最大程度减少铣刀破损。

图18 SP300系列摆线铣立铣刀

图19 ArCut X铣刀
图20 SUS加工用铣刀
7.2 高硬度模具材料加工刀具
国内外的刀具企业都针对高硬度材料的加工做了大量工作。国外很多刀具企业展出的整体硬质合金铣刀,其加工硬度可达70~72 HRC,既具有良好的寿命又具有很好的加工表面质量;国内刀具企业展出的整体硬质合金铣刀也可加工68 HRC的模具材料,最具代表性的如厦门金鹭。
在模具加工中,立方氮化硼、金刚石刀具技术越来越成熟,主要表现在:①硬加工,以车代磨,大幅度提高加工效率;②高速切削、高稳定性加工;③干式切削、清洁化生产,避免了切削液和传统加工中砂轮尘埃对环境的影响,实现清洁切削。
7.3 涂层
7.3.1 涂层技术在模具产品上的应用。
涂层的应用可以提高模具表面硬度、表面光洁度、抗磨性、耐蚀性和降低摩擦系数。香港科汇涂层公司展示了其涂层技术在模具行业的应用,其NF1涂层主要针对模具粘胶和出模困难的问题,可将原来每2小时的清理时间延长到数天(5天),减少了停机及洗模时间,提高了成品的质量及稳定性,延长了模具使用寿命;其TiCrN涂层(图21)能显著提高抗玻纤模具的耐磨性。

图21 经过TiCrN涂层的抗玻纤模具
7.3.2 涂层技术在刀具上的应用
对刀具基体进行涂层处理,使其表面形成具有高硬度、高耐磨性、耐高温材料的薄层,可提高刀具的切削力、寿命及通用性,使其具有全面、良好的综合性能。由于表面涂层材料具有高的硬度和耐磨性且耐高温,涂层刀具允许采用较高的切削速度,从而提高了切削的加工效率和零件表面质量。
瑞士FRAISA公司展出的切削刃形产品HXNVS铣刀主要针对高硬钢加工,适合超过55 HRC的材料的粗加工。该款铣刀采用了专门研发的新型切削刃形,经过抛光的切削刃-精确匹配的负载-坚固的齿形,使切削刃稳固,可防止切削过程中崩刃,配合极硬的Duro-Si新涂层,能比常规铣刀提高20%的材料去除率;由于其凹形轮廓增大,该铣刀可用最大5°螺旋角插补铣削,可高效铣削内型腔。同时,特殊切削刃和在精细颗粒度硬质合金上的Duro-Si涂层结合可大幅度提高了铣刀寿命。
8 结束语
综上所述,本届展览会展出的模具加工设备反映了当今国内外的最新技术水平,体现了加工设备智能化、精密化、成套化的发展方向,为参观者提供了丰富的信息和资源,为模具行业带来了精益制造与自动化智能制造技术、成套加工系统及解决方案,为模具产业高质量发展提供了技术交流的平台,将有力地促进模具加工技术的进步,推动模具行业的提质增效和优化升级。
