激光选区熔化成形Ti-6Al-4V钛合金尺寸位置效应研究
2018-11-13梁晓康孙宏波米彦龙田彩兰
梁晓康,孙宏波,米彦龙,董 鹏,田彩兰
(首都航天机械有限公司,北京100076)
激光选区熔化成形(selective laser melting,简称SLM)技术,是利用高能激光熔化处于松散状态的粉末薄层,通过逐层铺粉、逐层熔凝堆积的方式,成形出高致密度的三维零件(图1)。该技术成形精度高、构件质量优异,几乎无需后续处理即可满足产品设计需求,特别适合钛合金、高温合金等难加工材料的中小型复杂金属零件的净成形,在航空航天等工业领域具有广阔的应用前景[1-5]。
钛及其合金是20世纪50年代兴起并开始用于航空航天领域的重要金属材料,具有较高的比强度和热强度,且重量轻、抗蚀性好,能够充分发挥设 计/制造一体化的技术优势。TC4为α+β型两相钛合金,具有良好的综合性能,是使用最广泛的一种钛合金。但是,钛合金本身具有高熔点、高熔融态活性以及大变形抗力,使钛合金的传统机械加工具有一定的难度。随着新型航空航天飞行器对其零部件服役性能的要求日益提高,钛合金材料复杂结构件的制备技术成为制造技术研究的热点之一。

图1 SLM成形原理示意图
本文采用SLM技术制备了TC4钛合金特征结构,考察了斜壁结构的成形情况及SLM成形不同孔径、壁厚、槽宽时的尺寸精度,为TC4钛合金材料的SLM高精度成形奠定了基础。
1 试验材料与试验方法
1.1 试验材料
试验采用TC4钛合金球形粉末,粉末的形貌见图2、合金成分见表1。试验前,在真空烘干箱对粉末材料进行处理,以除去吸附在粉末表面的水分。

表1 Ti-6Al-4V粉末的化学成分

图2 Ti-6Al-4V粉末微观形貌
成形基材选用同牌号TC4钛合金板材,基材规格为250 mm×250 mm×30 mm。试验前,对基材表面进行吹砂处理,使用干净绸布蘸取酒精或丙酮擦拭基板上表面,去除吹砂带来的多余粉体。
试验设备主要由YLR-200型光纤激光器(峰值功率400 W)、扫描振镜及聚焦系统、刮板铺粉系统、气氛保护系统、控制系统等组成。设备最小铺粉厚度为20 μm,配备的气氛保护系统具有抽真空和填充惰性保护气体功能,以满足TC4钛合金成形时对H、O、N等气体含量的要求。
1.2 试验方法
采用单因素试验,设计斜壁结构成形(倾斜角度分别为 45°、40°、35°)及特征结构试验,研究斜壁结构的成形情况及SLM成形不同孔径、壁厚、槽宽时的尺寸精度。试验工艺参数见表2。采用表面粗糙度仪对斜壁结构的表面粗糙度进行检测,分析阶梯效应对成形斜壁结构表面粗糙度的影响;通过光学显微镜观察、测量圆孔、薄壁、槽等特征结构(图3)的尺寸误差,分析光斑效应对成形精度的影响。

表2 TC4钛合金SLM成形工艺参数表

图3 特征结构示意图
2 试验结果与分析
2.1 倾斜角度对成形件表面粗糙度的影响
对成形试样下表面进行采样检测时发现,随着倾斜角度的减小,成形件下表面的表面状态越来越恶化,表面粗糙度由 Ra13.944 μm逐步增至Ra18.863 μm(表 3、图 4)。 这一方面是由于 SLM 成形斜壁结构过程中存在“阶梯效应”(图5),即实际成形过程中存在悬臂伸出长度ΔL、分层厚度ΔH两个增量,且悬臂伸出长度 ΔL=ΔH/tan(θ),可知倾角θ越小,悬臂伸出长度ΔL越大,阶梯效应越显著。当所成形的斜壁结构倾斜角度θ减小时,悬臂伸出长度ΔL显著增加,悬臂部分的熔池下表面与实体接触面积减小、与粉末床接触面积增加,导致熔池处于不稳定状态,熔池与粉床接触部位塌陷(图6),影响该处的表面粗糙度。另一方面是由于粉床较实体的导热率更低,悬臂部位的热量难以传递,易导致该处产生更多的半熔粉以及粘粉现象,使悬臂下表面的表面粗糙度恶化。

表3 表面粗糙度检测结果
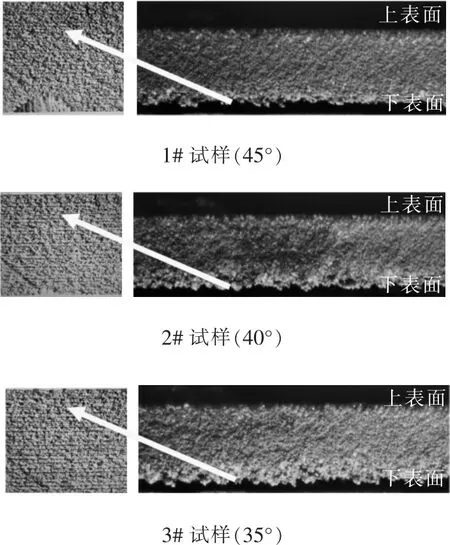
图4 SLM成形TC4试样表面形貌

图5 “阶梯效应”示意图
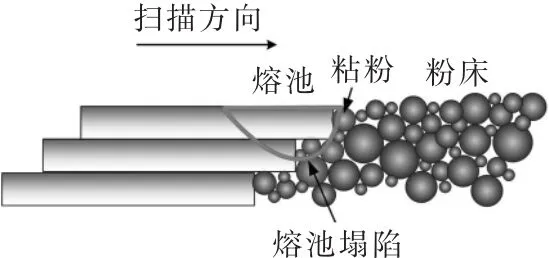
图6 悬臂部位熔池形态
2.2 特征尺寸对成形精度的影响
对圆孔、方槽、薄壁三类典型特征结构的SLM成形尺寸进行检测发现,三类结构均存在一定误差,但其绝对误差随着尺寸的变化并不大,分别为-0.395、-0.34、0.287 mm(图 7~图 9)。 这主要是由于激光束存在一定光斑直径(200 μm),当光斑扫描到理论截面的边缘时会产生1个熔宽(约300 μm)的“边缘误差”(图10),导致SLM成形的构件呈现孔小、槽窄、壁厚的现象,即“光斑效应”(图 11)。

图7 孔径与尺寸误差的关系

图9 壁厚与尺寸误差的关系
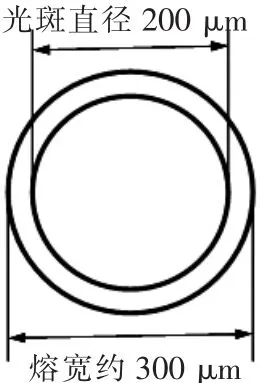
图10 光斑直径示意图

图11 SLM成形过程中的光斑效应
通过检测还发现,圆孔、方槽的尺寸误差相较于光斑效应导致的误差均偏大(偏差分别为0.094、0.04 mm),薄壁的尺寸误差相较于光斑效应导致的误差则偏小(偏差为0.013 mm),这可能是由于热胀冷缩效应,即SLM成形件尺寸误差=光斑效应误差+热胀冷缩误差。圆孔、方槽在光斑效应导致的负偏差基础上,叠加了冷缩量(负偏差),因此实际尺寸更小;薄壁在光斑效应导致的正偏差基础上,叠加冷缩量(负偏差),偏差得到了部分抵消,实际尺寸相对的更接近理论值。此外,根据热胀冷缩理论可知,SLM成形的钛合金材料冷缩量与温度变化量、材料线性尺寸成正比。在本文设计的特征结构中,圆孔部分实体量较大,导致的冷缩量更大,因此相较其他两种特征尺寸的最终误差则更大。
3 结论
(1)在Ti-6Al-4V钛合金的激光选区熔化成形过程中,Z方向存在阶梯效应、X、Y方向上存在光斑效应,上述因素对成形精度有着重要影响。
(2)由于阶梯效应,成形件表面粗糙度受其成形部位与水平面倾斜角度的影响,倾角越小,表面状态越恶劣,当倾角由45°减为35°时,相应的表面粗糙度由 Ra13.944 μm 增至 Ra18.863 μm。
(3)圆孔、方槽、薄壁三类典型特征结构由于光斑效应的影响,其SLM成形尺寸均存在一定误差,但绝对误差随着尺寸的变化并不大,分别为-0.395、-0.34、0.287 mm。
