液压缸活塞杆连续驱动摩擦焊温度场仿真分析及实验验证
2018-11-11杨明鄂张婷婷龙浩南
杨明鄂, 张婷婷, 龙浩南
(1.湖南汽车工程职业学院,湖南株洲412001;2.中车株洲电力机车有限公司,湖南株洲412001)
0 引言
液压缸活塞杆是一种关键连接件,主要采用熔化焊中的埋弧焊进行焊接,质量欠佳。连续驱动摩擦焊具有效率高、焊接质量稳定、焊接变形小、环境友好等优点,目前已广泛应用于工程机械领域[1]。其焊接热过程直接影响着焊接接头的微观组织和性能,同时对焊接缺陷的形成也有着重要的影响,因此连续驱动摩擦焊温度场的研究对于提高接头质量、预防焊接接头缺陷的出现意义重大[2]。目前常用的温度场的预测方法是试错法和数值模拟法两种:试错法要进行多次反复的焊接试验,分析数据后确定大致的工艺范围;而数值模拟仅需结合少量试验即可确定工艺规范,在研制经费、研发周期、风险系数等方面具有很大的优势,因此备受企业、高校和科研机构青睐[3]。
本文利用ANSYS有限元软件对液压缸活塞杆焊接材料45钢大截面环形件连续驱动摩擦焊温度场进行仿真分析,以便捋清接头附近区域的温度分布情况,以期在设计焊接工艺参数时提供理论依据,指导焊接实践。
1 ANSYS分析计算基本流程
本文采用Fortran语言编写的ANSYS进行连续驱动摩擦焊过程中温度场数值模拟,它的热分析功能优秀,且前处理和后处理程序功能强大,使用统一的集中式数据库来储存所有的模型数据和求解结果[4](见图1)。
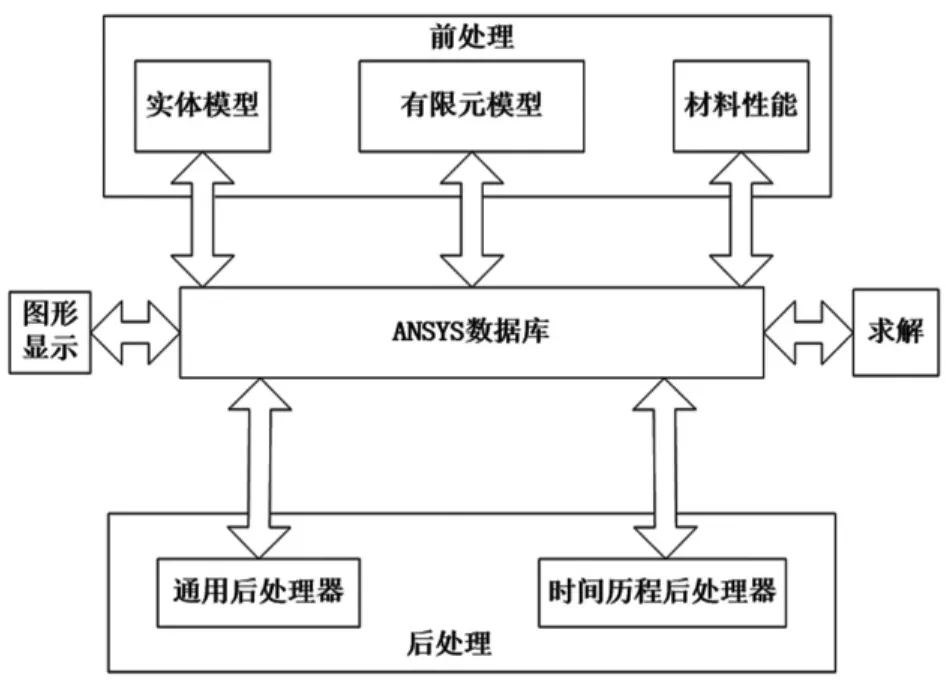
图1 ANSYS集中式数据库
2 创建有限元模型
2.1 热传导方程
连续驱动摩擦焊是一个典型的三维非稳态传热过程,其传热基本方程如下[5]:

式中:λ为材料热传导系数;ρ为材料密度;c为材料比热容;qi为热源密度。
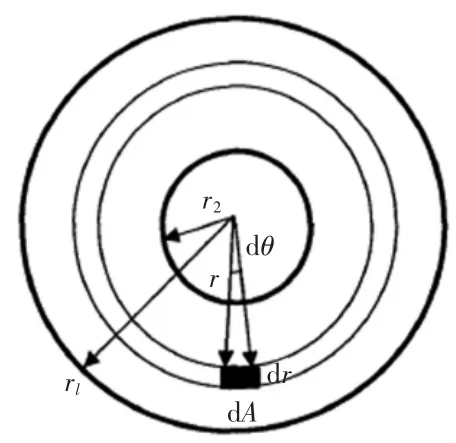
图2 微元示意图
2.2 热源模型
本热源模型就是在库伦摩擦条件假设下推导出来的,具体推导过程如下:
图2是连续驱动摩擦焊界面微元示意图,dA所受摩擦力为

式中:p为轴向压力,Pa;r为半径,mm;μ为摩擦因数。dA面积上的功率为

式中:dM为转矩;n为旋转速度,r/min;ω为旋转角速度,rad。积分得出环形焊件总产热功率为

所以,圆环的面热流密度为

2.3 材料的热物理性能
本热源模型是基于滑动摩擦机制,不是黏着摩擦机制,所以没有考虑密度和屈服强度的热物理性能,模型中考虑了导热系数和比热容,如图3所示。
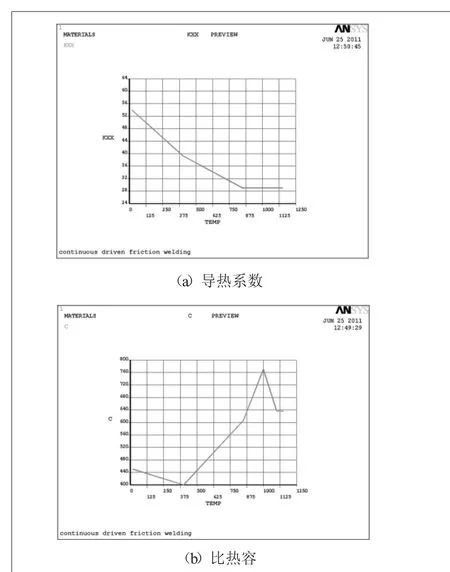
图3 热物理性能参数
2.4 几何模型和网格划分
焊件是内外直径分别为64 mm和32 mm的45钢环形件,为了兼顾计算结果的准确性和计算过程的计算量,采用非均匀网格划分技术,重点细分了摩擦接触面区域,选择的单元是solid70(8节点6面体),如图4所示。
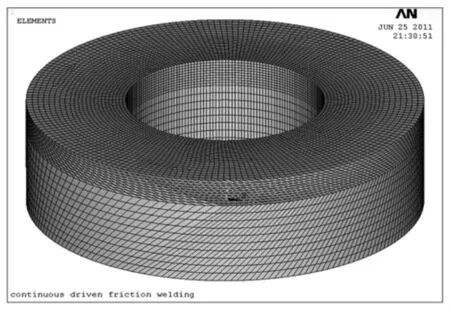
图4 网格划分
3 加载并求解
数值模拟初始温度定为20℃、主轴转速580 r/min、焊摩擦压力8.5 MPa、摩擦时间20 s,进行数值模拟时进行了理想化假设:1)对流以及辐射对温度场没有的影响;2)塑性变形产生的热量为零;3)功率转化率恒定。加载方式选择线性增加,采用Full Newton-Raphson方法,整个过程是通过APDL命令流来实现的,求解命令流如下所示:
4 温度场模拟结果与分析
从图5可以看出:温度场关于焊件中心轴对称分布;距离焊件中心越远的地方温度越高,最外沿位置温度最高,最内沿位置温度最低,这是因为在相同主轴转速下,距离焊件中心越远的区域,线速度越大,所以升温越快;当模拟时间达到20 s时,焊接过程结束,接头温度峰值达到1085℃,而45钢的熔点约为1350℃,说明连续驱动摩擦属于固相焊接过程。
5 试验验证
用红外测温仪测定了焊件最外沿接头在不同时刻的温度场,并将数据储存下来,与模拟结果进行对比,如图6所示。在预热阶段(t=4 s),温度场模拟结果略高于实测结果,主要原因是此时焊件还没有进入热塑性状态,热源主要是摩擦生热,忽略了热对流和热辐射;而到11 s时,基本吻合,主要原因是此时焊件已经进入热塑性状态,焊接模拟过程中只考虑了摩擦生热这部分热源,而没有把塑性变形产生的热量引入;到焊接结束时(t=20 s),温度场模拟结果与实测结果差值进一步扩大,这是因为随着焊接温度的持续升高,材料的屈服剪切应力降低,导致热源和温度之间出现反馈调节,也正是这种内在的反馈作用,使得各种材料的连续驱动摩擦都能始终处于固相状态[6]。
6 结 论
1)连续驱动摩擦的焊接接触面附近呈现刚开始温度急剧升高,接着升速放缓,最后趋于稳定的变化规律。
2)依据滑动摩擦机制所建立的连续驱动摩擦焊产热模型,能够反映生热功率和焊接温度之间的反馈平衡作用,从而使焊接过程始终保持固相。
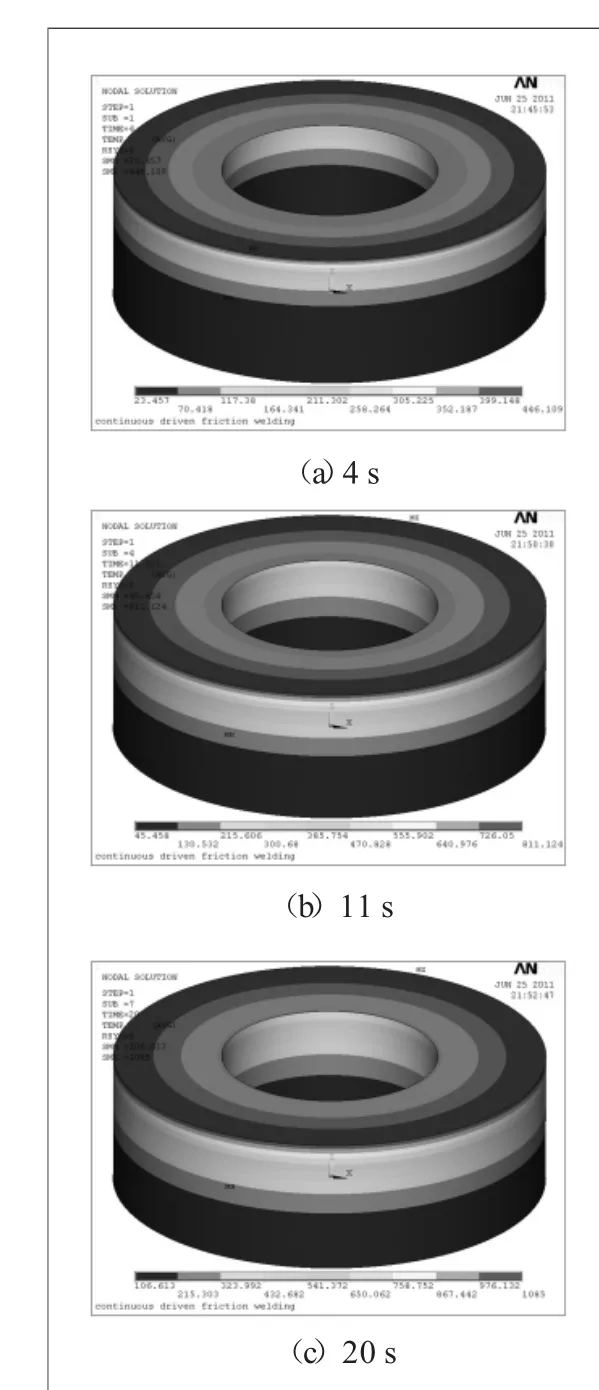
图5 不同时刻的温度场
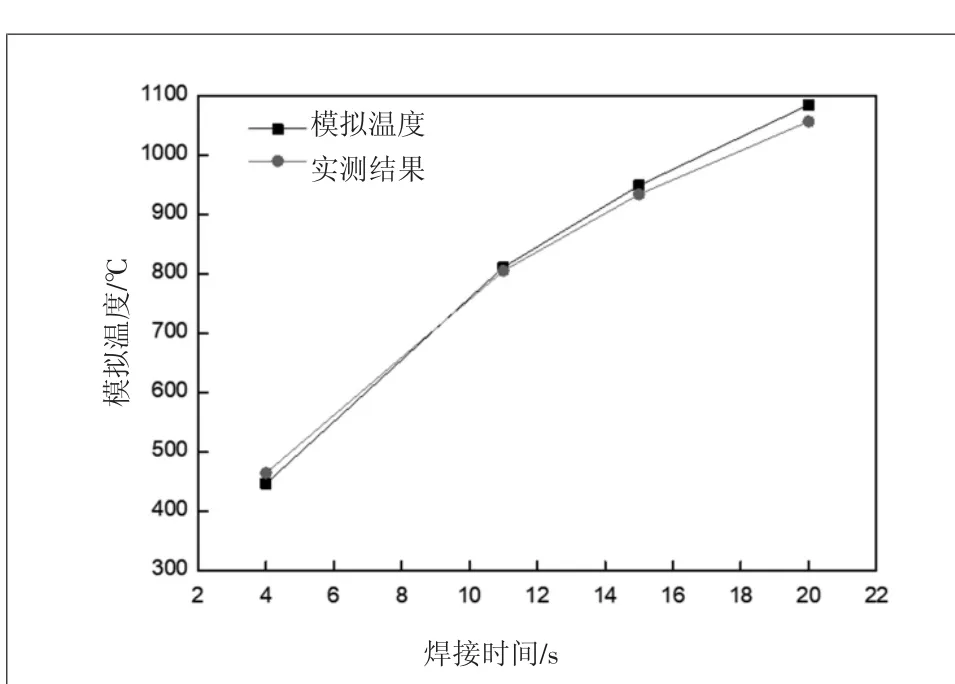
图6 检测值和模拟值
3)通过现场温度测试,数值模拟得到的温度场与实际检测结果吻合较好,能够较好地指导连续驱动摩擦工艺参数的设计优化。
