基板温度对选择性激光熔覆法制备M2高速钢组织与性能的影响
2018-11-08丁焕刘如铁熊翔徐杰陈洁廖宁
丁焕,刘如铁,熊翔,徐杰,陈洁,廖宁
基板温度对选择性激光熔覆法制备M2高速钢组织与性能的影响
丁焕,刘如铁,熊翔,徐杰,陈洁,廖宁
(中南大学 粉末冶金国家重点实验室,长沙 410083)
采用选择性激光熔覆法,在基板温度分别为100,150,和200 ℃条件下制备M2粉末高速钢合金,分析基板温度对合金组织结构与力学性能的影响。结果表明,基板温度升高有利于提高M2粉末高速钢的致密度和整体组织的均匀性。当基板温度为200 ℃时,高速钢组织均匀致密,各元素固溶程度高,且碳化物含量高,组织中柱状晶不再沿Z轴方向单一生长,同时合金的显微硬度(HV0.1)达到最高,HV0.1为1 150,相比基板温度为100 ℃时的合金提高近40%。随基板温度从100 ℃升高到200 ℃,沿轴打印的M2高速钢室温抗拉强度从865.23 MPa降低到443.85 MPa,主要原因是合金中单一方向的柱状晶数量减少。
选择性激光熔覆;高速钢;基板温度;致密度;显微硬度;抗拉强度
选择性激光熔覆(selective laser melting, SLM)技术是增材制造(additive manufacturing, AM)技术中的一种新型3D打印工艺。相较于激光近净成形技术(laser engineered net shaping, LENS)、选择性激光烧结技术(selective laser sintering, SLS)以及选择性电子束熔覆技术(electron beam selective melting, EBSM)等其它3D打印技术,SLM技术因能使金属材料完全熔化与凝固,且冷却速度极快,最终形成非常细小的晶粒组织,适用于大部分的金属材料[1]。目前,采用SLM技术制备与研究的合金材料主要有316L不锈钢、H13工具钢、钛合金、镁合金以及铝合金等[2]。华中科技大学的王黎[3]研究了SLM技术制造316L不锈钢的表面粗糙度、尺寸精度以及物理力学性能等。MERTENS等[4]研究了在不同基板温度下SLM制备的H13工具钢物相组成和拉伸性能。HOEGES等[5]研究了分别用气雾化316L不锈钢粉末和水雾化361L不锈钢粉末为原料,在相同参数下SLM制备的316L不锈钢的差异。FRANCESCO等[6]采用SLM工艺制备铝合金,研究了热处理工艺对合金组织形貌以及力学性能的影响。FORÊT等[7]研究了SLM机器工作时其成形腔中的氧含量与粉末氧含量对AlSiMg合金的影响。FRISK等[8]将热等静压技术和SLM技术结合制备Ti6Al4V合金。王小龙等[9]研究了工艺参数对SLM钛合金的影响。M2高速钢是世界上应用最早的高速钢材料之一,其使用量较大。M2高速钢的传统制备方法为熔铸法,优点是可制备大尺寸产品,且成分添加自由。缺点是组织中碳化物粗大,且分布不均匀,容易发生成分偏析,影响材料的力学性能[10−12]。SLM技术作为一种新型特殊的粉末冶金制备方法,不仅具备传统粉末冶金法的优点,如组织成分均匀、致密[13−15],而且成形过程中不需要使用模具,可以成形复杂精密零件。由于M2高速钢属于中合金钢,在SLM技术下的成形机理较复杂,目前采用SLM制备高速钢的研究较少,所以本研究采用SLM技术制备M2高速钢合金,研究基板温度和扫描速度对材料致密度、显微组织和力学性能的影响,实验结果可对后续利用SLM法制备高性能高速钢材料打下一定的实验基础。
1 实验
1.1 设备与原材料
实验用SLM设备为湖南华曙高科技有限责任公司自主研发的FS271M金属打印机。原材料为气雾化高速工具钢粉末,由中航迈特粉冶科技(北京)有限公司(AMC)提供,其化学成分列于表1,粉末形貌与粒度分布如图1所示。由图1可见M2高速钢粉末为球形颗粒,粉末粒径分布为V10=16.5 μm,V50= 32 μm,V100=54.3 μm。粉末的松装密度为4.16 g/cm3。

表1 M2高速钢粉末的化学成分
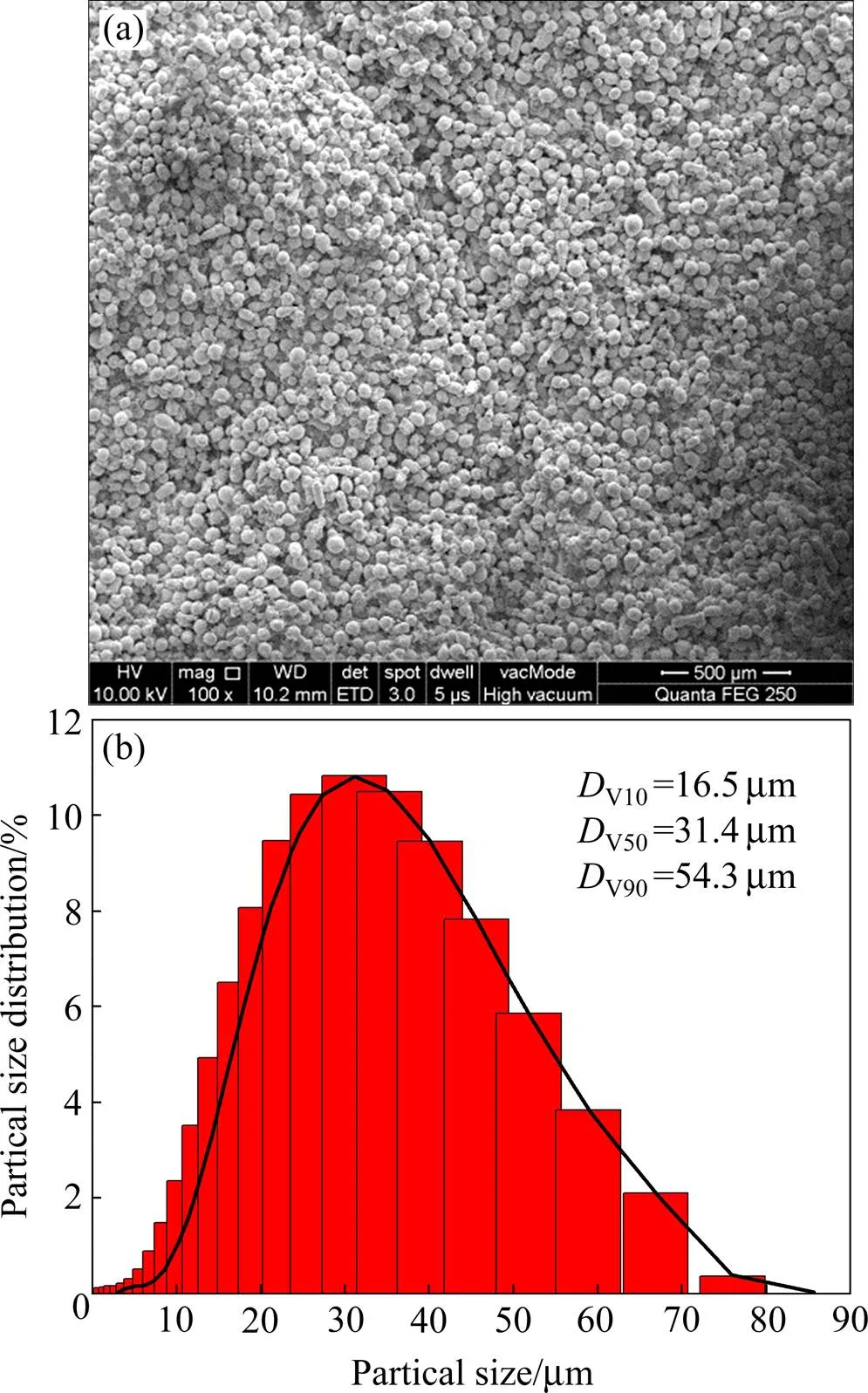
图1 高速钢粉末的形貌与粒度分布
1.2 实验方法
首先用250目的筛网对粉末进行筛分,以去除大颗粒粉末,确保粉末粒径小于58 μm。粉末经过筛分、干燥处理后,装入SLM机的供粉缸中。然后将打印基板进行喷砂处理,使基板表面平整以及增大摩檫力,以防止打印时底层粉末滑动。喷砂后的基板用酒精擦拭,然后安装到SLM机器的成型腔上,将基板温度升高到设定温度后,进行调平处理。最后进行SLM实验。实验完成后,用线切割方法将不锈钢与基板分离,得到SLM 高速钢样品。基板温度分别设定为100,150和200 ℃,SLM打印参数列于表2。在不同基板温度下,每一种激光参数各打印3个样品,测得的相关性能取3个样品的平均值。
1.3 性能测试
采用阿基米德排水法测定SLM不锈钢的致密度。将SLM不锈钢样品加工成尺寸为5 mm×5 mm×5 mm的正方体,采用 BUEHLER-5104显微硬度计和HBRVU—187.5型布洛维光学硬度计分别对正方体试样的上表面、下表面以及竖截面进行硬度测定,每个表面隔0.5 mm取点进行显微硬度测量,计算平均值。载荷为0.098 N,保载时间为15 s。利用INSTRON 3369万能电子力学性能试验机对SLM不锈钢进行室温拉伸性能测试,试样的原始标距长度为8 mm,拉伸加载速率为1 mm/min,同一批次同一参数取3个样品进行测试,计算平均值。用JSM- 5600LV 扫描电镜观察SLM高速钢的显微组织,并用SIMENS D500全自动 X 射线衍射仪(X-ray diffraction, XRD)对部分样品进行物相分析。
表2 SLM参数
2 结果与讨论
2.1 组织结构
2.1.1 表面形貌
选取致密度最高的1号SLM高速钢试样的工艺参数研究基板温度的影响,图2所示为不同基板温度下的SLM高速钢表面SEM形貌。由图可见随基板温度升高,SLM高速钢的晶粒尺寸逐渐变大。当基板温度为100 ℃时,由于基板温度较低,SLM试样与基板之间的温度梯度过大,试样冷却速率非常快,冷却过程中形核率高[12],所以试样在单位体积内晶粒数量多(如图2(a)所示)。当基板温度为200 ℃时,成形过程中产生的温度梯度较小,冷却速率低小,单位体积内的晶粒数量减小,晶粒尺寸增大(见图2(c))。
2.1.2 柱状晶
根据SLM工艺特点,SLM样品内部非常容易形成柱状晶,主要出现在样品内部沿着打印方向(即轴方向)的区域[16]。每一层打印结束后有一个铺粉的过程,所以激光熔覆层与层之间的温度梯度较层内扫描线间的温度梯度大很多,导致晶粒沿温度梯度的方向生长形成柱状晶。图3所示为SLM 高速钢柱状晶形貌。从图3可见,当基板温度为100 ℃时,柱状晶基本沿着打印方向(温度梯度方向)单一生长。基板温度升高到200 ℃时,由于温度梯度减小,沿着打印方向形成柱状晶的趋势减小,以打印方向为轴向周围发散生长的趋势增加,最后形成的柱状晶不是沿打印方向单一生长,而是开始沿其它方向生长。

图2 不同基板温度下的SLM高速钢表面SEM形貌
(a) 100 ℃; (b) 150 ℃; (c) 200 ℃
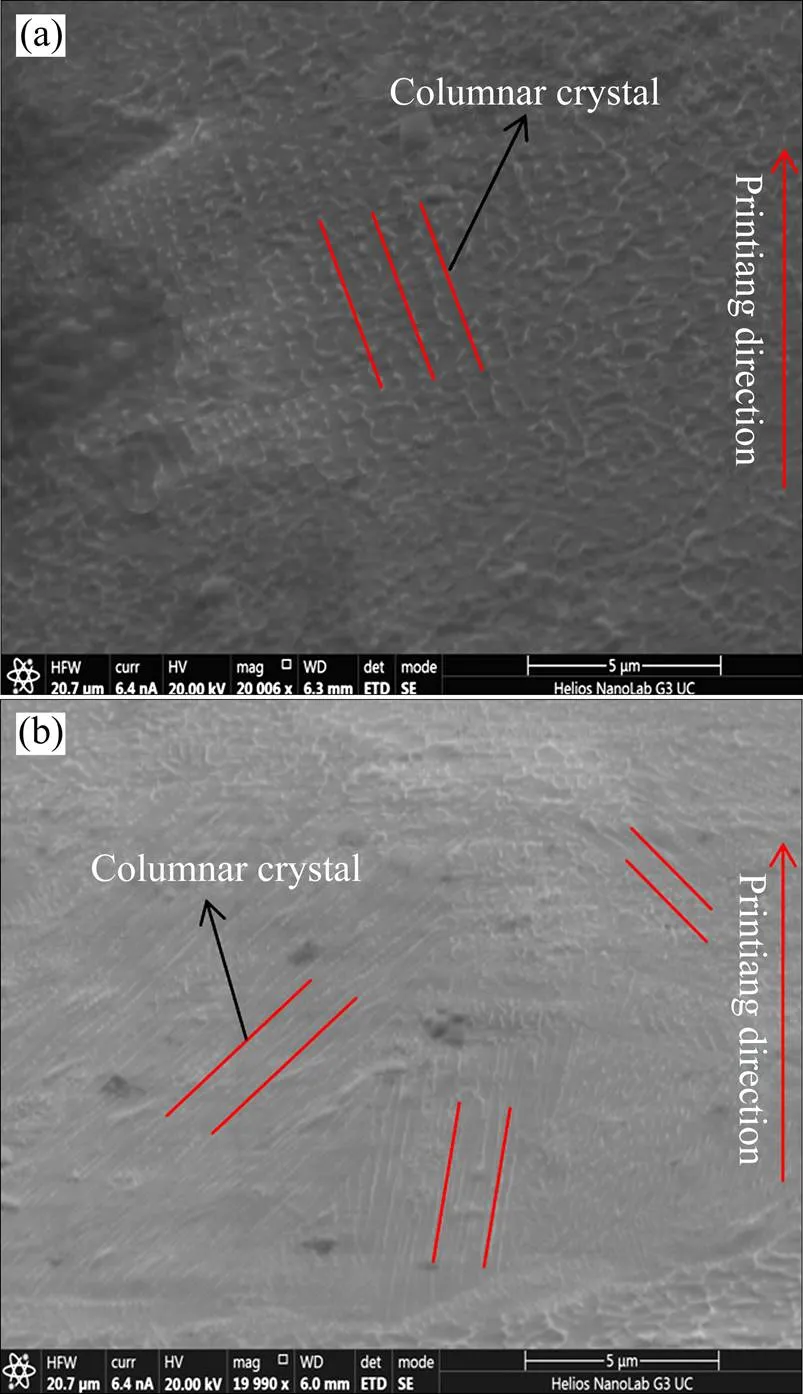
图3 SLM高速钢制品内部柱状晶SEM形貌
(a) 100 ℃; (b) 200 ℃
2.2 元素含量
取基板温度为200 ℃的SLM样品的上下表面以及基板温度为100 ℃的SLM样品上表面随机区域进行能谱分析,在相同区域面积内取样分析,结果列于表3。从EDS能谱分析结果可知,SLM成形件上表面的碳含量高于下表面的碳含量,这意味着上表面的碳化物含量更高。同时,上表面中各合金元素的含量均小于下表面各合金元素的含量,意味着上表面中合金元素在基体中扩散更加均匀,固溶到基体中的程度 更高。

表3 SLM高速钢样品的上下表面能谱分析结果
对比基板温度为200 ℃和100 ℃的SLM试样上表面元素含量,发现类似规律,基板温度越低,由于冷却速率更快,合金元素固溶程度越低,因而表面碳化物含量越少。
2.3 物相组成
图4所示为不同基板温度下的SLM高速钢XRD谱。一般来说,冷却速率增大有利于降低奥氏体转变为马氏体的起始温度,从而形成马氏体相[11]。由图4可知,随基板温度升高,虽然SLM成形件中残余奥氏体(CFe15.1)数量增加,但其衍射峰强度变化不大,表明SLM成形件中由奥氏体转变的马氏体含量差别不大。从表3可知,当冷却速率快时,表面析出的碳化物组织中C元素含量低,SLM成形件中形成的碳化物数量较少,对基板起到的沉淀强化作用小。同时,基板表面各合金元素的含量高,合金元素固溶程度较低。
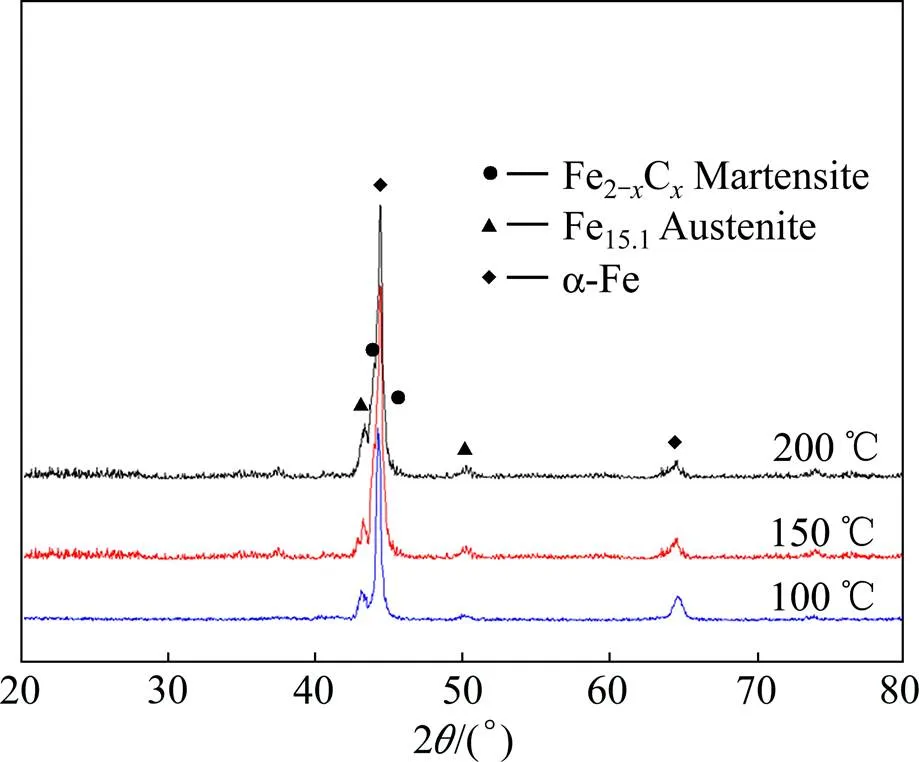
图4 不同基板温度下的SLM高速钢物相分析
2.4 致密度
图5所示为不同基板温度下的SLM不高速钢密度与孔隙率随扫描速率的变化。由图可见,随扫描速率增加,SLM高速钢的密度下降,开孔率上升;升高基板温度,SLM试样的密度整体呈上升趋势,开孔率降低,当基板温度达到200 ℃时,致密度最高。图2中组织形貌随基板温度的变化规律基本与致密度的变化规律一致,随基板温度升高,温度梯度减小,激光照射粉末产生的熔池持续时间增长,此时粉末能充分吸收激光能量,形成大量的液相填充金属颗粒间的孔隙,使样品整体组织更加均匀和致密化。而随扫描速率增加,激光在粉末表面停留的时间减少,粉末的熔化量减小,甚至出现局部熔化不充分或球化的现象,激光烧结效果相对较差,导致试样的致密度降低。
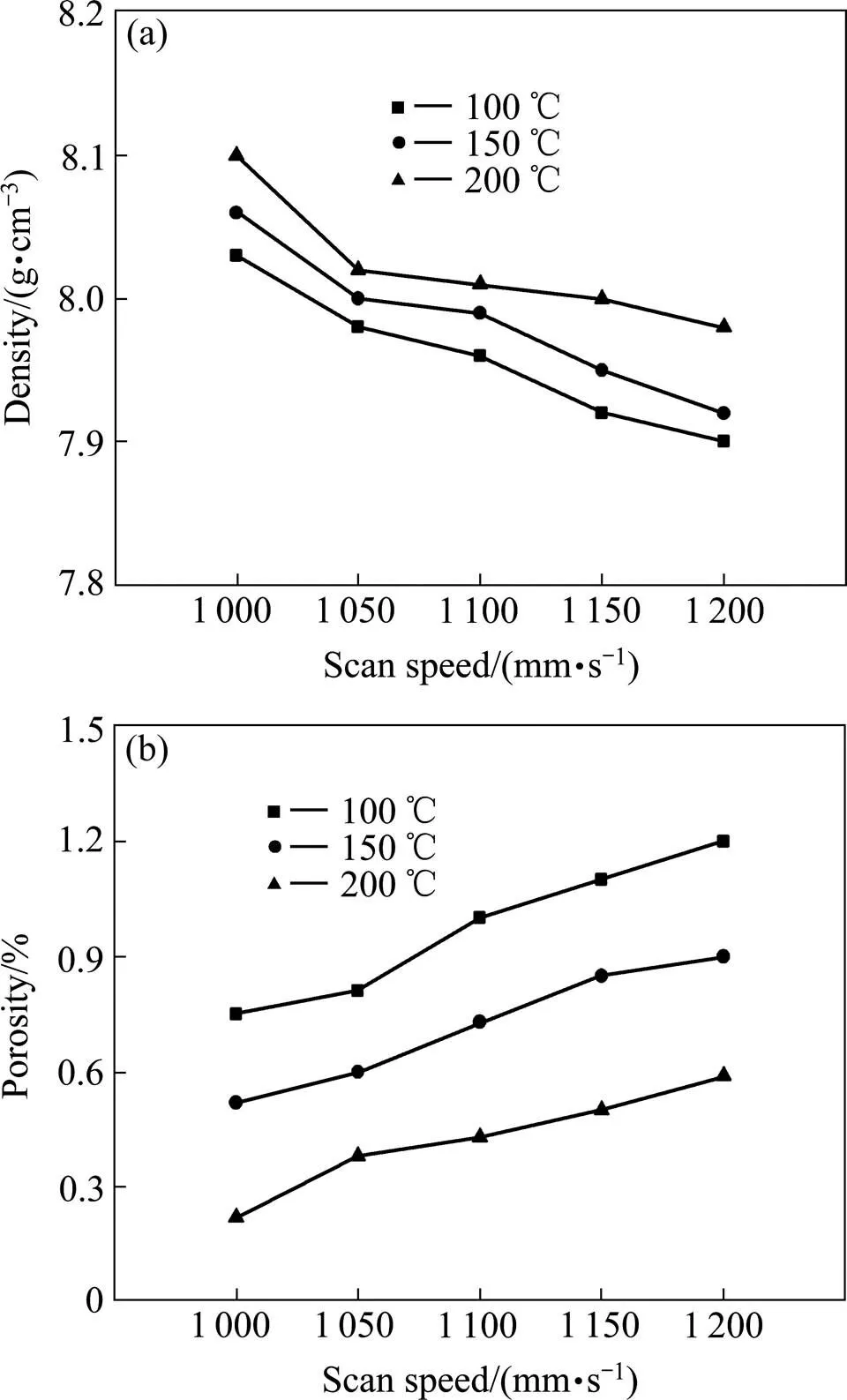
图5 基板温度与扫描速率对SLM高速钢密度与孔隙率的影响
2.5 力学性能
2.5.1 抗拉强度
表4所列为基板温度对SLM高速钢常温抗拉强度的影响。由表可见,随基板温度升高,SLM高速钢的抗拉强度降低,伸长率升高,韧性得到一定的改善。基板温度升高到200 ℃时,抗拉强度为443.85 MPa,伸长率为4.12%。随基板温度上升,SLM高速钢抗拉强度下降有3个方面的原因,第一是当基板温度为100 ℃时,样品内部的柱状晶生长方向垂直于拉应力方向,此时,晶界强烈阻碍位错的滑移,造成晶界处位错塞积,因而抗拉强度较高。但同时在晶界处出现大量缺陷使得晶界较脆,导致韧性不足,断裂伸长率低。当基板温度上升至200 ℃时,力的方向和柱状晶生长方向不再垂直,此时晶界阻碍位错运动的作用大大降低,因而材料的强度降低塑性升高。第二,当基板温度升高时,样品的晶粒尺寸变大,导致细晶强化作用减小,对材料抗拉强度产生不利影响。柱状晶的拉伸受力示意图如图6所示。第三,在基板温度为100 ℃时,冷却速率大,奥氏体转变为马氏体相时产生大量的热应力,当热应力累积到超过材料的断裂强度时,材料发生开裂现象[17],此时大部分热应力随着裂纹的产生而释放,SLM样品中的残余热应力降低;随基板温度升高,样品中累积的热应力不足以使样品产生开裂,同时热应力也没有对应的端口释放,所以热应力释放不足,使得样品中累积大量的热应力,最终导致样品抗拉强度降低。后续的研究可以通过对200 ℃时的SLM原始件进行低温退火去除应力,来提高材料的抗拉强度。

表4 在不同基板温度下的SLM高速钢拉伸性能

图6 不同基板温度下的SLM高速钢内部柱状晶拉伸过程示意图
(a) 100 ℃; (b) 200 ℃
2.5.2 显微硬度
图7所示为不同基板温度下的SLM高速钢显微硬度HV0.1。由图可见,相同基板温度下,上表面的显微硬度高于下表面硬度,差值在200~300之间。随基板温度升高,SLM高速钢的显微硬度提高,当基板温度为200 ℃时HV0.1达到峰值1 150。
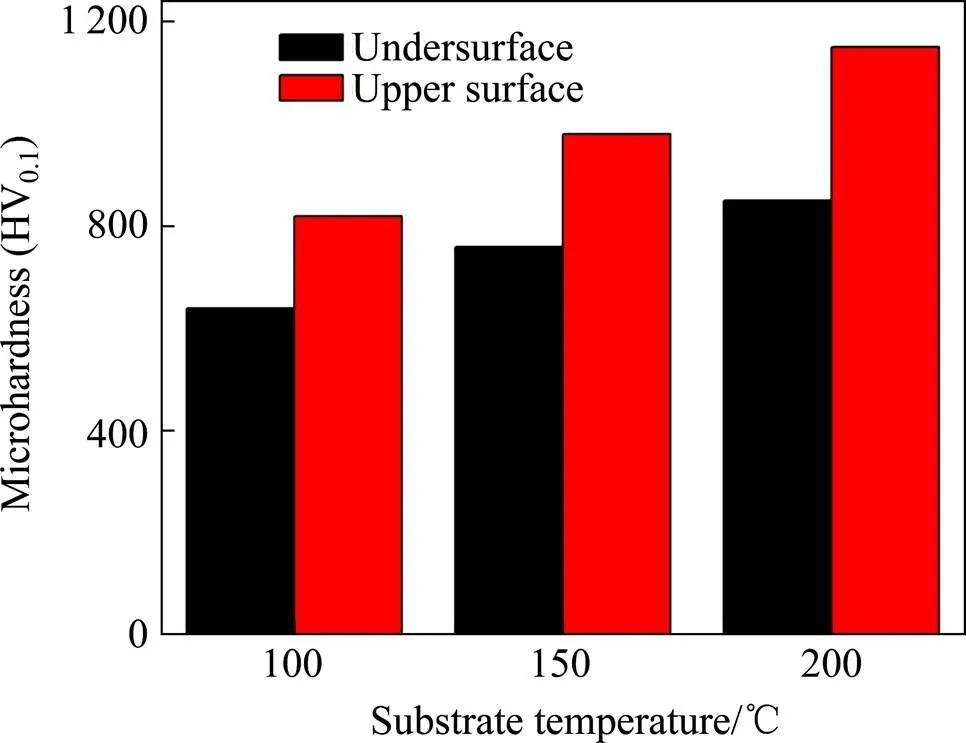
图7 在不同基板温度下的SLM高速钢显微硬度
随基板温度升高,材料密度进一步提高,合金元素较充分地固溶扩散到基板中,根据Hall-Petch公式:s=0+K−1/2(式中:s为材料的屈服极限;0为移动单个位错时产生的晶格摩擦力;K为常数;为晶粒尺寸)可知,晶粒越细小,合金的强度越高。但从实验结果来看,基板温度高时,SLM试样晶粒尺寸略有增大,但硬度更高,说明细晶强化不是SLM高速钢中起主导作用的强化机制。
SLM高速钢表面元素的能谱分析结果表明,试样的上表面中形成的碳化物含量高于下表面的碳化物含量,且上表面的碳化物组织分布更加均匀,在碳化物沉淀强化的机制下,使得上表面的显微硬度高于下表面。同时,上表面各合金元素的含量均低于下表面各合金元素的含量,意味着上表面中合金元素固溶到基体中的程度较高,在合金元素固溶强化的机制下,使得上表面的显微硬度更高。
在碳化物沉淀强化和合金元素固溶强化双重强化机制下,上表面的显微硬度明显高于下表面的显微硬度。同理,基板温度越低,冷却速率越快,合金元素固溶程度越低,表面碳化物含量少,因而SLM试样的显微硬度越低。
3 结论
1) 采用选择性激光熔覆法制备M2高速钢,随基板温度从100 ℃升高到200 ℃,高速钢的抗拉强度从865 MPa降到443 MPa。材料致密度和显微硬度(HV0.1)随基板温度升高而升高,峰值分别为99.8%和1 150。
2) 随基板温度升高,高速钢的显微组织更加均匀,柱状晶由单一方向生长转变为多向生长,碳化物含量增加,合金元素的固溶程度提高。
[1] 张颖. SLM技术对模具制造业的影响及其技术发展[J]. 大科技, 2016(9): 218−218. ZHANG Ying.SLM technology impact on mold manufacturing and its technology development[J]. Big Technology, 2016(9): 218−218.
[2] KRUTH J P, FROYEN L, VAERENBERGH J V, et al. Selective laser melting of iron-based powder[J]. Journal of Materials Processing Tech, 2004, 149(1): 616−622.
[3] 王黎. 选择性激光熔化成形金属零件性能研究[D]. 武汉: 华中科技大学, 2012. WANG Li. Study on the performance of selective laser melting metal parts[D]. Wuhan: Huazhong University of Science and Technology, 2012.
[4] MERTENS R, VRANCKEN B, HOLMSTOCK N, et al. Influence of powder bed preheating on microstructure and mechanical properties of H13 tool steel SLM parts[J]. Physics Procedia, 2016(83): 882−890.
[5] HOEGES S, ZWIREN A, SCHADE C. Additive manufacturing using water atomized steel powders[J]. Metal Powder Report, 2017, 72(2): 111−117.
[6] FRANCESCO T. Effects of heat treatments on A357 alloy produced by selective laser melting[C]// WEISSGAERBER T, Thomas Weissgaerber, Rapid. Tech–International Trade Show & Conference for Additive Manufacturing.Germany, European Powder Metallurgy Association, 2016: 1−6.
[7] FORÊT P, BAUER D. Effect of process gas and powder on AlSiMg powder bed fusion processed parts for the 6 aerospace industry[C]// ITURRIZA I. Iñigo Iturriza, Rapid. Tech– International Trade Show &-Conference for Additive Manufacturing. Germany, European Powder Metallurgy Association, 2016: 1−6.
[8] FRISK K. Characterisation of EBM-Built Shelled Samples of Ti6Al4V Compacted by HIP[C]// KIEBACK B. Bernd Kieback, Rapid. Tech–International Trade Show &-Conference for Additive Manufacturing. Germany, European Powder Metallurgy Association, 2016: 1−6.
[9] 王小龙. 钛合金激光选区熔化工艺优化与性能研究[D]. 广州: 华南理工大学, 2016. WANG Xiaolong. Optimization and performance study on melting process of titanium alloy laser[D]. Guangzhou: South China University of Technology, 2016.
[10] 童时伟. M2粉末冶金高速钢的制备及性能与组织研究[D]. 湘潭: 湘潭大学, 2016. TONG Shiwei. Preparation and performance of M2 powder metallurgy high speed steel[D]. Xiangtan: Xiangtan University, 2016.
[11] 周雪峰, 方峰, 蒋建清. 冷却速度对高速钢M2C共晶碳化物的影响[J]. 铸造, 2008, 57(7): 658−660. ZHOU Xuefeng, FANG Feng, JIANG Jianqing. Effect of cooling rate on M2C eutectic carbide of high speed steel[J]. Foundry, 2008, 57(7): 658−660.
[12] 迟宏宵, 马党参, 吴立志, 等. M2高速钢中M2C共晶碳化物的相变行为[J]. 金属热处理, 2010, 35(5): 19−22. CHI Hongxiao, MA Dangcan, WU Lizhi. Phase transformation behavior of M2C eutectic carbide in M2 high speed steel[J]. Metal Heat Treatment, 2010, 35(5): 19−22.
[13] 陈顺民, 张庆, 祝新发. 粉末冶金高速钢的特性、热处理工艺及应用[J]. 热处理, 2008, 23(2): 14−16. CHEN Shunmin, ZHANG Qing, ZHU Xinfa. Characteristics, heat treatment technology and application of powder metallurgy high speed steel[J]. Heat Treatment, 2008, 23(2): 14−16.
[14] 周瑞, 孙桂芳. 烧结温度对M3:2高速钢SPS烧结组织和性能的影响[J]. 热加工工艺, 2013, 42(12): 54−57. ZHOU Rui, SUN Guifang. The influence of sintering temperature on the structure and properties of M3:2 high speed steel SPS[J]. Hot Working Process, 2013, 42(12): 54−57.
[15] 文小浩, 陈胜, 丁小芹, 等. SPS烧结M42粉末冶金高速钢的显微组织与性能[J]. 粉末冶金技术, 2010, 28(1): 39−42. WEN Xiaohao, CHEN Sheng, DING Xiaoqin, et al. Microstructure and properties of SPS sintered M42 powder metallurgy high speed steel[J]. Powder Metallurgy Technology, 2010, 28(1): 39−42.
[16] LIU Z H, ZHANG D Q, SING S L, et al. Interfacial characterization of SLM parts in multi-material processing: Metallurgical diffusion between 316L stainless steel and C18400 copper alloy[J]. Materials Characterization, 2014, 94(8): 116−125.
[17] 刘延辉, 瞿伟成, 朱小刚, 等. 激光3D打印TC4钛合金工件根部裂纹成因分析[J]. 理化检验−物理分册, 2016, 52(10): 682−685. LIU Yanhui, QU Weicheng, ZHU Xiaogang, et al. Analysis of causes of root cracking in laser 3D printed TC4 titanium alloy workpieces[J]. Physical and Chemical Inspections-Physics, 2016, 52(10): 682−685.
(编辑 汤金芝)
Effects of substrate temperature on microstructure and property of M2 high-speed steel prepared by selective laser melting
DING Huan, LIU Rutie, XIONG Xiang, XU Jie, CHEN Jie, LIAO Ning
(State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
M2 high-speed steels were prepared by selective laser melting (SLM) with the substrate temperature of 100, 150 and 200 ℃ respectively. The effects of substrate temperature on the microstructure and mechanical properties of the samples were studied. The results show that increasing of substrate temperature is beneficial to increase the density and uniformity of M2 high-speed steel. When the substrate temperature is 200 ℃, the microstructure of the SLM sample is more uniform and dense, the solid solution of each element and the content of carbide is high. The direction of the columnar crystals no longer grows only along the Z-axis direction. At the same time, the sample with 200 ℃substrate temperature has the maximum microhardness of 1 150 HV0.1, which is increased by 40% compared with the samples with 100 ℃substrate temperature. With increasing substrate temperature from 100℃to200℃, the tensile strength of M2 high-speed steel at room temperature printed along the Z-axis decreases from 865.23 MPa to 443.85 MPa, due to the decrease of the number of columnar grains in a single direction.
selective laser melting (SLM); high-speed steel; substrate temperature; density; microhardness; tensile strength
TF125
A
1673-0224(2018)05-511-07
国家重点研发计划资助项目(2016YFB0700302)
2018−03−09;
2018−05−25
刘如铁,副教授,博士。电话:0731-88876566;E-mail: llrrtt@csu.edu.cn; 熊翔,教授,博士。电话:0731-88836079;E-mail: xiongx@csu.edu.cn
