WJ-7型无砟轨道扣件弹条强度分析
2018-11-07黄旭升王时越李波最刘国寿吴洁好
黄旭升,王时越,2,伍 曾,李波最,3,刘国寿,吴洁好
(1.昆明理工大学 建筑工程学院,云南 昆明 650500;2.云南省土木工程防灾重点实验室,云南 昆明 650500;3.昆明市建设工程质量检测中心,云南 昆明 650200)
随着我国高速铁路持续快速发展,对配套的扣件系统也提出了更高的要求。扣件弹条在工作状态下承受拉压、弯曲、扭转和剪切的作用,受力状态较为复杂。目前国内外许多学者对弹条做了相关研究,大多集中在以下几个方面:①通过有限元模拟在不同扣压量、压紧位移和扣压力下对弹条进行静力分析[1-2];②动载作用下弹条的动力特性分析和疲劳性能研究[3];③弹条的断裂分析与优化设计[4]。但是,对WJ-7型无砟轨道扣件弹条研究的文献较少。伍曾等[5]对WJ-7型扣件扣压力损失的室温蠕变进行了试验研究。罗曜波等[6]对WJ-7型扣件弹条在轨道荷载下的动力响应做了有限元模拟。目前,对该弹条的力学性能分析多以标准GB/T 1222—2016《弹簧钢》中原材料的参数为准[7],还没有关于该弹条成型后的材料机械性能和在不同扣压力下应力分布的相关文献。本文以WJ-7型扣件弹条为研究对象,通过拉伸试验得到成型后弹条材料的抗拉强度,并采用应变电测和有限元模拟相结合的方法,得到扣件在不同扣压力下的应力分布。
1 材料性能试验
WJ-7型扣件弹条的原材料为60Si2MnA弹簧钢,生产工艺流程为:剪切下料→感应加热→三道成型→余温淬火→回火→预压→抛丸→静电喷粉防腐→包装[8]。经过多道工序加工,弹条的各种性能相比原材料得到大幅度提升。为了得到弹条实际的力学性能,首先进行材料试验,从图1所示的弹条内臂截取平直段,加工为图2所示试样,在MTS810试验机上进行静载拉伸试验,得到弹条的抗拉强度为 1 900 MPa。
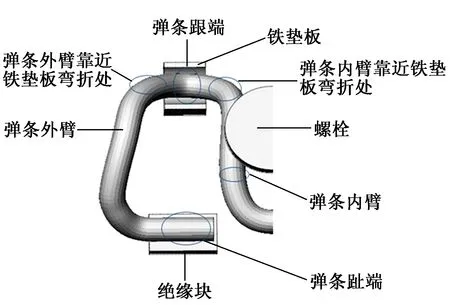
图1 弹条示意
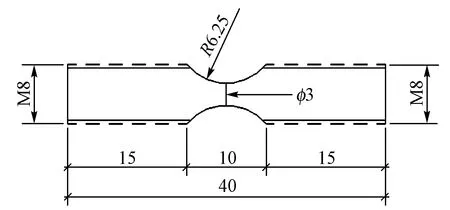
图2 弹条材料试样(单位:mm)
2 数值模拟
在实际工作中,弹条与螺栓、铁垫板和绝缘块之间有着较为复杂的作用。为了模拟扣件实际的工作状态,采用MIDAS软件建立包括螺栓、垫板和绝缘块的扣件计算模型。扣件模型材料属性见表1。
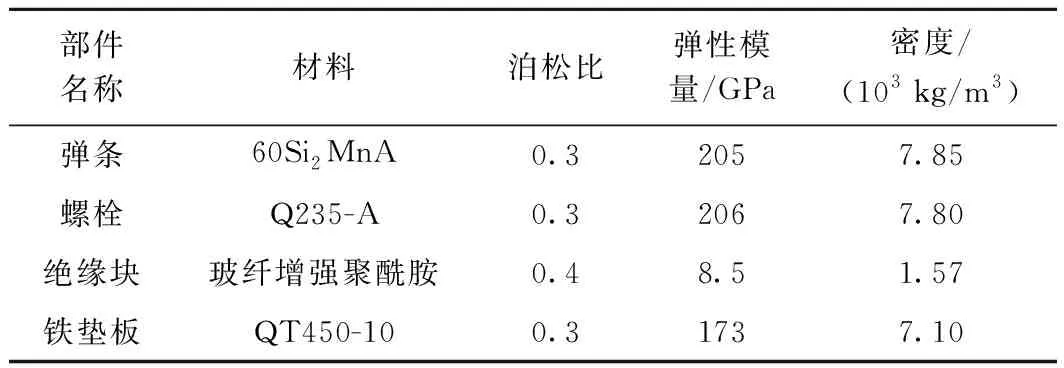
表1 扣件模型材料属性
为了准确得到弹条的受力状态,约束绝缘块和铁垫板(x,y,z)3个方向的位移,约束螺栓(x,y)2个方向的位移,约束弹条趾端下部的(x,y)2个方向的位移,约束弹条跟端z方向的位移。通过在螺栓上部施加均布载荷,分别模拟扣压力为8,10,12 kN时弹条受力情况,等效应力分布结果见图3。可知,不同扣压力下等效应力的分布规律相同,最大等效应力出现在弹条跟端,在12 kN的扣压力作用下,弹条跟端等效应力约为 2 100 MPa。

图3 不同扣压力时等效应力分布(单位:MPa)
3 等效应力测试
3.1 应变电测方案及测试原理
弹条在工作状态下应力较大的点集中在弧度变化比较明显的位置和接触点,有限元数值模拟结果显示弹条跟端及其附近等效应力最大,故选取弹条跟端及其他弧度变化明显位置作为测点。本试验采用粘贴三轴式应变计,应变片型号为BE120-1CA。测点位置如图4所示。

图4 测点位置
在不同扣压力下,可以测得应变片在45°,0°和-45° 这3个方向的应变,通过下式可求出该点的主应力[9]。
(1)
式中:σ1,2为主应力;E为弹性模量;μ为泊松比;εi-45,εi-0,εi-(-45)分别为应变片3个方向的应变。
弹条的材料为弹簧钢。文献[10]对弹条等效应力的选择做了研究,认为弹条工作时可近似看作两向应力状态,畸变能理论最适合作为弹条检算的强度理论。由下式可以得到各测点的等效应力[11]σ为
(2)
3.2 测试结果
分别在8,10,12 kN扣压力下测出各测点的等效应力,结果见表2。可知,不同扣压力下最大等效应力均出现在4#测点弹条跟端。当扣压力为12 kN时,最大等效应力为 1 942 MPa,超过弹条材料的抗拉强度。
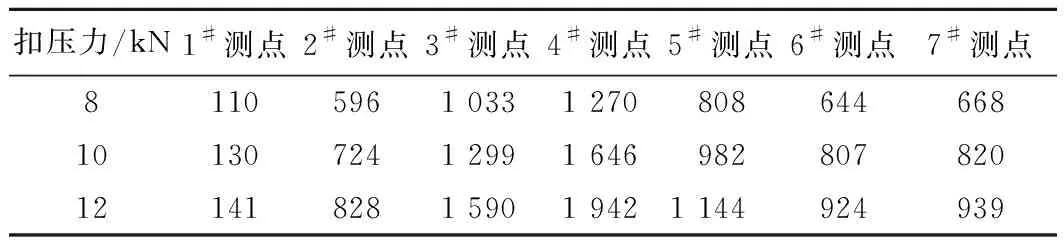
表2 不同扣压力下弹条各测点等效应力 MPa
4 结果分析
根据材料拉伸试验结果,测得成型后弹条实际抗拉强度为 1 900 MPa,远高于标准GB/T 1222—2016中对特定尺寸棒材热处理工艺下60Si2MnA弹簧钢的抗拉强度 1 570 MPa。这是由于处理工艺的不同会对材料最终的强度产生直接影响。从表2测试结果可以看出,不同扣压力下等效应力的分布规律一致,最大等效应力都出现在4#测点(弹条跟端),在12 kN扣压力下的最大等效应力为 1 942 MPa,超过材料的抗拉强度,但未破坏。由于弹条工作时最大等效应力在弹条的表面,弹条跟端附近表面应力超过屈服极限,产生塑性变形,局部表层出现微小塑性区。但材料屈服不会造成弹条断裂,并且由于弹条的应变硬化现象,进入塑性阶段的材料屈服极限增大,强度提高[10]。有限元数值模拟的等效应力分布规律和测试结果相同,最大等效应力位置均出现在弹条跟端,但是整体应力水平比测试结果偏高,主要原因是弹条在经过热处理工艺之后,还会进行预压和抛丸。预压[12]工序的增加会带来变形强化,产生反向应力,提高其屈服点和变形抗力。而抛丸是以高速弹丸流喷射弹条表面,使表面发生塑性变形,形成一定厚度的表面强化层,产生较高的压应力,弹条受荷载后可以抵消部分的拉应力,能够很大程度上改善弹条的受力性能[8]。因此,实测结果等效应力水平较数值模拟低,可以更好地反映弹条实际的受力状态。
5 结论
1)经过热加工多道工序后的弹条,其材料力学性能有了大幅提高,抗拉强度为 1 900 MPa。
2)有限元模拟和应变电测结果显示,在不同扣压力作用下,弹条最大等效应力位置出现在弹条跟端,且在扣压力为12 kN时,弹条跟端等效应力超过弹条的抗拉强度。
3)经过预压和抛丸工序,弹条表面产生塑性变形,提高了弹条的强度和抗变形能力。
