Lingo法在装配线平衡设计中的应用
2018-11-02贾舒媛田亚凤彭玲玲顾永虎
贾舒媛,田亚凤,彭玲玲,杜 倩,顾永虎
(攀枝花学院,攀枝花 617000)
1 现有装配线问题分析
企业要想提高产量,降低成本,其装配线的平衡设计是必不可少的。本课题选用电风扇的装配线为研究对象。实地调查,对该企业风扇装配线的具体的流程进行了考察和记录。对各个工序进行作业时间的测定,本文采用秒表时间研究法测定计算每道工序的作业时间,运用三倍标准差法进行异常值的剔除,最后计算每道工序的算数平均数作为每道工序的实际操作时间。评比系数为1,宽放系数为0.1,则经过计算后,得出装配线上各工序标准作业时间,如表1所示。考虑到企业工艺要求,表1中各工序名称不在此陈述,不影响本文研究。
公司日工作时间为8小时,该装配线日产量在670台,生产节拍为37秒,装配线有24个工位,每个工位有一名操作者。该生产线平衡率=各工序时间之和/(瓶颈工序×工序数)×100%=523/(37×24)×100% =56.66%。可以看出,目前该装配线不平衡,非瓶颈工序等待时间较长,瓶颈工序半成品堆积较多,且现有装配线工位有24个,占地面积大,故该装配作业线急需平衡改善。
2 Lingo模型的建立与求解
本文将用Lingo法在不改变产品工艺流程的情况下,对装配线进行装配线平衡设计,通过该方案的平衡优化设计,愿求得一个平衡率更高的装配线。
2.1 数学模型的建立
Lingo主要是求解数学函数,因此在进行lingo程序的编制之前,应将平衡问题转换成数学模型,我们先给出以下定义:
C为装配线节拍;K为工位的数量;k代表第k个工位;
Tasks={1,2,…,}作业工序的集合;其中m为作业工序个数;I,j为作业工序的序号;
ti为第i个工序的作业时间;
Pred为作业工序的顺序合集,既前置工序与后置工序的关系合集。

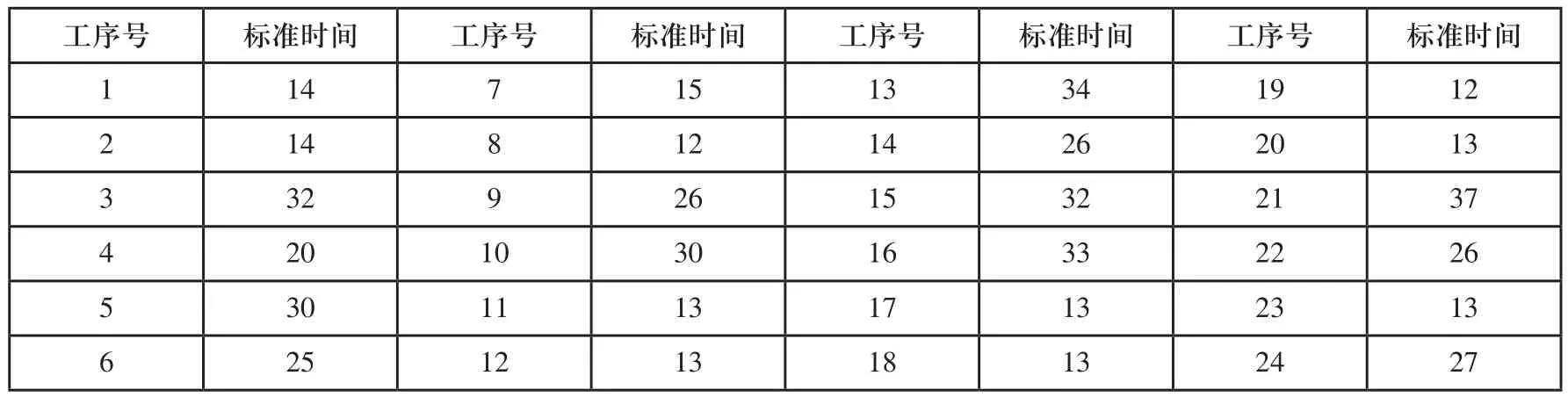
表1 工序对应表(时间单位:秒)
进行上述定义之后,我们将平衡问题转换为数学的函数模型。对于第II类平衡问题,需要优化的是装配线节拍,尽量在要求工位数量下使得节拍最小,因此其目标函数为:
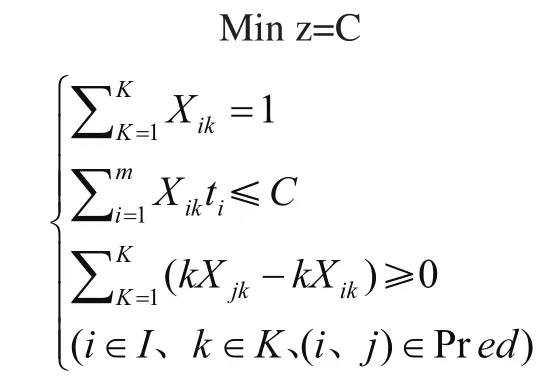
其中Min z=C为目标函数,追求整条流水线节拍最小。
2.2 程序的编制与求解
前文我们已将数学模型建立完成,根据数学模型编制的Lingo程序如下所示:


将程序输入Lingo程序,本次求解程序运行52秒得出本次Lingo的平衡求解的最优解,最优节拍为46秒,将其处理总结绘制成如表2所示的表格。

图1 Lingo模型求解时间柱形图

表2 Lingo模型求解结果
将程序输入Lingo程序,得出本次Lingo的平衡求解的最优解,最优节拍为46秒,根据各个工位的作业时间,绘制出各个工作站的平均符合图画出工位的作业时间图如图1所示。根据图1可以看出,工位1、工位7、工位9的作业时间最长为46s,工时最短的工位为13工位,作业时间为27s,工作站的作业时间最长和最短之间相差19s。该方案平衡率=523/(46×13)=87.4582%,平衡率超过了85%,说明平衡效果水平“良好”。
2.3 方案对比
本节将计算和评比上述方案的关键指标。
1)平衡率:

2)平滑指数SI:

3 结束语
本课题对某小家电有限公司的家用电风扇装配线深入研究,找出了其存在的主要问题,通过Lingo软件建模得到装配线平衡方案,通过关键指标评价该方案。该方案使产线平衡率得到很大提高,平衡性能达到良好级别,也使整个装配线负荷更均匀。通过装配线优化设计完成装配模式的改变,为实现均衡生产提供条件。
