双电机消隙系统在铜阳极板浇铸圆盘上的应用分析
2018-11-02朱鹏达
朱鹏达
(云南铜业股份有限公司西南铜业分公司,昆明 650102)
0 引言
双电机消隙系统已广泛应用于火炮随动、天文观测望远镜、数控机床等精密控制领域,但在铜冶炼领域应用较少,传统的铜阳极板浇铸圆盘采用的大多为单电机变频驱动系统,阳极板成品版型较差。随着新型电解工序的改进,对阳极板的外形质量提出了更高的要求。在整个铜阳极板浇铸过程中,如何使浇铸的铜阳极板质量合格,外形尺寸均匀,外观平整无飞边、毛刺,成为了衡量圆盘驱动系统的关键性指标。分厂引进的奥托昆普成套浇铸设备的转动圆盘采用双电机伺服驱动系统,通过电气消除能实现圆盘的平稳启停、快速定位,满足现场生产要求。
本文主要就双电机电气消隙原理在铜阳极板浇铸圆盘上的应用及原理进行分析。
1 双电机电气消隙原理
齿轮消隙有机械消隙和电气消隙两种类型,机械消隙属于单电机输入两个齿轮输出的形式,两个齿轮与齿圈的反向预紧力由机械装配和调整关系来实现,双电机电气消隙属于双电机输入两个齿轮输出的形式,两个齿轮与齿圈间的反向预紧力分别由驱动这两个齿轮的两台伺服电机间的力矩协调关系来保证。双电机电气消隙在性能上更具优势:更高的重复定位精度,更大的控制灵活性,两个电机以目标策略反方向驱动可以消除反向间隙,当需要加大驱动力矩时,两个电机也可以同向驱动;对于可驱动大型和重型机床的大规格伺服电机而言,由于可以同时使用两台伺服电机,就有可能允许选用更小规格的伺服电机,系统综合成本反而未必高于单一大规格伺服电机驱动的机械消隙。双电机电气消隙性能优越、精度高、成本低。
双电机电气消隙运行过程中,可分为以下几种工作情形:
1)当系统需要的输出合力矩为零(静止或匀速)时,两台伺服电机对应的输出力矩大小相等、方向相反。
2)当系统需要的输出合力矩增大时,两台伺服电机的驱动电流按照特定的电流曲线变化,其中一台伺服电机的输出力矩将继续增大,另一台伺服电机的输出力矩逐渐减小至零,再反向增大,由阻力变为驱动力。
3)当两台伺服电机输出同向力矩使系统以足够大的输出合力矩朝某个方向运行过程中需要减速停止时,两台伺服电机的驱动电流将按照特定的电流曲线反转,其中输出力矩较大的一台伺服电机的驱动电流将逐渐减小到消隙偏置电流,另一台伺服电机的驱动电流则会在前一台伺服电机的驱动电流减小到消隙电流之前减小到零,再反向增大至消隙电流,输出力矩也相应地由驱动力恢复为阻力。
4)当两台伺服电机输出同向力矩使系统以足够大的输出合力矩朝某个方向运行过程中需要减速并反向运行时,将执行由3)到1)再到2)的变化规律。
2 浇铸圆盘系统构成
奥托昆普浇铸圆盘由中心驱动系统和润滑系统组成,中心驱动的两个电机、减速机和齿圈的安装方式如图1所示。

图1 双电机驱动安装示意图
圆盘设计性能主要技术参数如表1所示。
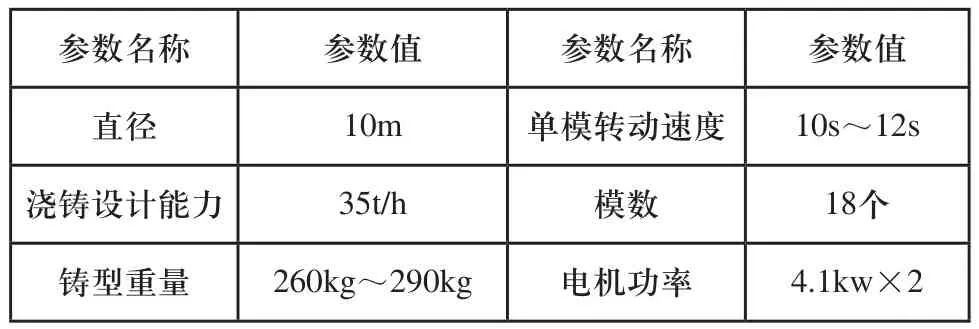
表1 浇铸圆盘主要技术参数表
机械结构简化示意图如图2所示。在稳态时,左电机向右施加一个偏置力,而右电机则向左边施加偏置力。在系统状态稳定时这种压缩可以消除齿轮间隙。当有一个大的加速力时,两个电机共同驱动负载,在这种情况下,两个电机机中的一个必须改变作用力方向来提供加速力(扭矩)。在移动的最后阶段,改变作用力方向的电机必须返回到齿轮的另一侧,以消除反弹。这就需要一个专门的系统进行控制。

图2 机械结构简化示意图
3 双电机伺服控制的方法分析
在浇铸圆盘的驱动运行过程中,伺服控制系统采用三环制控制系统,即电流环、速度环和位置环。主从控制消除齿轮间隙,从而实现对圆盘的启动、停止、调速与定位等功能。其框图如图3所示。
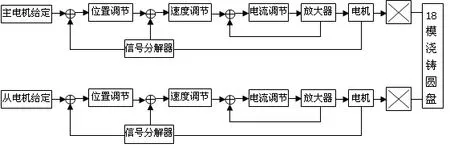
图3 圆盘双电机控制框图
位置环变结构调节器的输出即为速度闭环的速度给定。位置环变结构调节器的设计可以将速度闭环系统等价为,基于此设计位置环变结构调节器。

取位置环切换函数(滑膜面,滑膜线,空间曲线或曲面)为:

变结构调节器输出为:

式中:


由二阶系统变结构调节器参数公式:
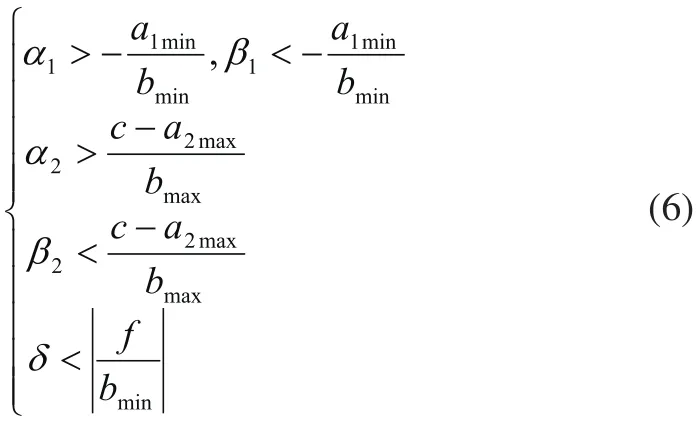
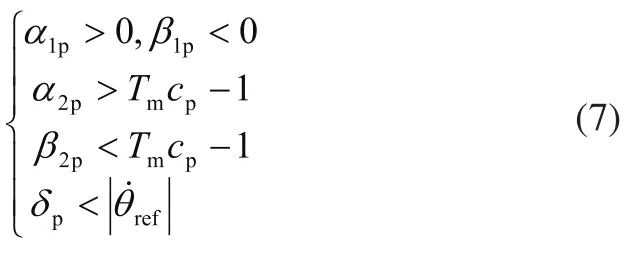
代入状态方程中的相关系数,可以得到位置环变结构调节器参数为:
位置环变结构调节器结构图,如图4所示。

图4 位置环变结构调节器结构图
4 双电机消隙伺服系统的实现
对于齿条传动系统来说,更好的选择是在两个完全集成的速度循环之间使用一个均衡的过程。但是当两个速度环充分整合时,偏置电流仍然是存在的,最终,需添加均衡。
均衡有两个部分。首先,扭矩输出是两个循环的产出的总和。这可保证两个速度环的输出是一样的(不包括偏置电流)。第二,一个PI均衡控制器 (KP+ KI/s所示) 可确保两个输出相等(除不同的IBIAS引发外)。均衡控制器驱动器两个PI速度回路输出的差异到零,确保回路之间不会相互冲突。
双电机驱动系统应确保在重负荷期间,两个驱动器移动方向相同,共同驱动齿条移动。无论什么情况下,只要两个速率循环的总和大于IBIAS就会发生,如图5中所示。如果两个PI速度控制器的输出总和大于IBIAS,IC1从负向正变化。此时,驱动器1将反转方向并开始协助驱动器2。同样,当两个速率循环的总和小于-IBIAS,IC2更改正负号并且驱动器2协助驱动器1。在这两种情况下,当负载减少时,PI速度总和输出低于IBIAS,并且系统处于拉伸或压缩状态。IBIAS是一个用户可配置的变量,它可以设置在驱动器从零电流到连续电流任何级别。更大的IBIAS在消除齿轮间隙时有着提升负载级别的优势,但是,更大的IBIAS会增加电源的使用并减少齿条上可用的峰值扭矩。
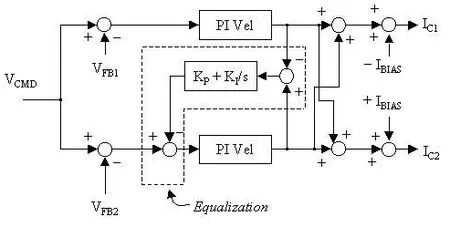
图5 齿条传动系统的均衡和偏置
5 应用效果
调试完成运行的双电机消隙驱动系统,两个轴表现的像一个单轴一样运行。运动控制器产生一个单一的速度指令。消隙系统配置可以消除齿轮间隙,消除冲突,并且在重负荷的情况下,通过一个驱动器来帮助另一个驱动。定位器只需要一个位置反馈信号,并产生一个速度指令,就像对应一个电机和驱动器一样。这种反馈通常来自于一个驱动器或另一个驱动器,在某些情况下,定位器依靠一个独立的反馈装置连接到齿条上。
双18模圆盘投入运行以来,连续运行时10~12秒完成一个模位的转动,验证其实用性和先进性,并得到了如图7所示的圆盘实际运行曲线。由该运行曲线可知:

图6 转矩-速度运行曲线
1)圆盘在起始段时运行平稳,没有因齿隙的存在造成圆盘抖动。
2)圆盘到位后,其速度、加速度、加速度变化率均为0,从而满足了圆盘定位精度的要求。
3)圆盘在匀速段和减速段运行时、由匀速段过渡到减速段时、由减速段停止时,均运行平稳,无抖动,圆盘曲线良好。
4)圆盘没有因其在转动中的惯性,系统延时及电机速度调节的滞后性,造成定位位置的偏差。
