须条内纤维头端分布对纺纱牵伸过程的影响
2018-10-29麻宝龙
麻宝龙,汪 军, b
(东华大学 a.纺织学院; b.纺织面料技术教育部重点实验室,上海 201620)
牵伸是纺纱过程中重要的加工工序,涉及并条、粗纱、细纱等多道纺纱工序,其是将须条单位长度的质量降低到规定要求的重要步骤,对最终的成纱品质有重要影响。Foster等[1-4]推导了须条内纤维的排布形式以及条干不匀的产生原因,提出了著名的牵伸波理论。Goto等[5]随后在Foster和Grishin[6]的基础上分析了纤维运动的稳态。Rao[7]建立了比较完整的理想须条结构的数学模型,后人的很多模型中也都采用相同的假设条件。Martindale[8-10]在假设纤维长度和细度是独立的条件下,提出了被后人广泛使用的理想纱条“极限不匀”公式,在其基础上才有了不匀率指数等表征须条不匀率的指标。林倩等[11-13]、严广松等[14-16]和Kuang等[17]则分别建立各自的数学模型,用于研究牵伸工艺参数对纱线不匀的影响。但这些研究未能指出牵伸区内纤维运动状态的变化情况,以及输出条干不匀产生的原因。
笔者课题组利用离散理论建立了一个牵伸基础模型,并分析了输出条干不匀的影响因素,也验证了模型的正确性,但也未能对牵伸区内部做更详细的研究[18]。本文在文献[18]研究基础上,细化了牵伸区内纤维的运动行为,建立一个牵伸改进模型,着重研究须条内纤维头端间隔对输出条干不匀的影响,指出牵伸过程中条干不匀产生的机理。
1 模型的建立
1.1 牵伸区内纤维的分类
牵伸区内部的纤维,根据其运动状态和受罗拉控制的情况,可被分为不同的类型。每种类型纤维分布的大致区域范围如图1所示,其中,v2为后罗拉表面速度,v1为前罗拉表面速度。

图1 牵伸区内各类纤维分布示意图Fig.1 Schematic diagram of fiber distributions in a drafting zone
按纤维运动的速度分类[19],可将其分为快速纤维(以速度v1运动)和慢速纤维(以速度v2运动),其数量分别为N1和N2。按纤维受罗拉控制的情况分类[20],可将牵伸区内的纤维分为前纤维、后纤维和浮游纤维,其数量分别用M1、M2和Mf表示。对浮游纤维而言,根据其运动速度可以进一步细分为慢速浮游纤维和快速浮游纤维,数量分别为Msf和Mff。假设某时刻牵伸区内的纤维总根数为N,有N=N1+N2。根据每种类型纤维间的关系,又有N1=M1+Mff,N2=M2+Msf,Mf=Msf+Mff。
1.2 牵伸改进模型的建立
根据文献[18]中所提出的建模方法,模型仿真执行中活动实体的数量就是牵伸区内的纤维总根数,利用活动实体的不同状态变化来模拟牵伸区内纤维状态的改变,统计某种状态下活动实体的数据就可以获得某类型纤维的分布情况。本文的建模参数与牵伸基础模型相同,主要有6个输入参数:L为纤维长度,mm;P为牵伸区内纤维变速点位置与前钳口的距离,mm;S为输入须条线密度,g/m;R为罗拉中心距,mm;后罗拉速度v2和前罗拉速度v1,m/min。
单根纤维运动状态变化如图2所示。由图2可知,每根纤维从输入牵伸区内(Ⅰ)开始,其运动状态会经历4次变化(Ⅱ~Ⅴ): 进入牵伸区内先受到后罗拉控制(Ⅱ),当脱离后罗拉控制时变成慢速浮游纤维(Ⅲ),被加速后转变为快速浮游纤维(Ⅳ),最终受前罗拉控制成为前纤维从牵伸区输出(Ⅴ)。以模型中一个活动实体为例,其状态只会在某些离散的时间点上瞬时改变,这些时间点就是事件的发生点,其中事件被定义为可能改变系统状态的瞬时发生的行为[21]。
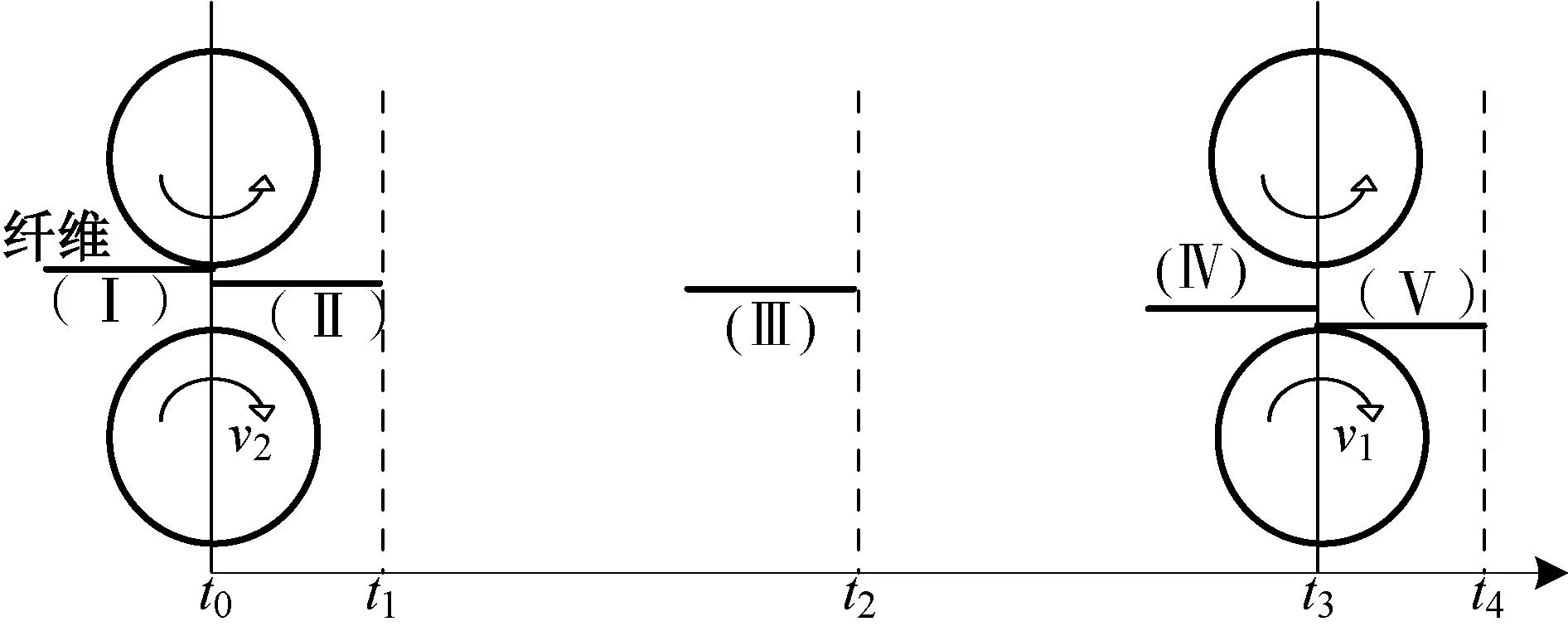
图2 单根纤维运动状态变化Fig.2 Behavior of a separate fiber
图2中以一个活动实体为例,即某一根纤维,在横坐标上注明了该活动实体将要被离散事件改变状态的时刻点,其中的t0到t4时刻即为纤维运动状态发生变化的时刻。该模型的仿真流程图如图3所示。
(1)当纤维的头端被后罗拉握持,即纤维进入牵伸区的过程(Ⅰ),由模块“GENERATE 1”实现。该模块用于不断地产生活动实体,相邻两个活动实体间隔的平均时间为T,其计算方法与文献[18]相同。如果系统在t0时刻产生一个活动实体,则该活动实体要经历的离散随机事件及其仿真过程如(2)~(5)所述。
(2)模块“ADVANCE 1”用于仿真活动实体从t0到t1时刻的状态,此阶段(Ⅱ)的纤维运动一直在后罗拉强控制之下,属于后纤维。其时间跨度的计算公式为

图3 牵伸改进模型的仿真流程图Fig.3 Flow chart of simulation of improved drafting model
(1)
式中:LBN为纤维被握持的长度,即后罗拉强控制区域的长度,根据罗拉加压以及摩擦力界的形式,调整其数值大小变化。在t1时刻,活动实体的状态发生第一次变化,模拟纤维从后纤维转变为慢速浮游纤维,此时纤维的尾端脱离后罗拉控制,变成“浮游”的状态,但仍保持慢速运动。
(3)模块“ADVANCE 2”用于仿真活动实体从t1到t2时刻的状态,此阶段(Ⅲ)的纤维运动不受罗拉控制,但也没有被加速。这段时间大小为
(2)

(3)
(4)模块“ADVANCE 3”用于仿真活动实体从t2到t3时刻的状态,此阶段(Ⅳ)的纤维运动依然不受罗拉控制,但已被加速到v1。这个状态持续时间的计算公式为
(4)
在t3时刻,活动实体的状态发生第三次变化,模拟纤维转变为前纤维。此时纤维的头端到达前钳口处,受到前罗拉的握持作用。
(5)模块“ADVANCE 4”用于仿真活动实体从t3到t4时刻的状态,此阶段(Ⅴ)的纤维运动一直在前罗拉的强控制之下。很显然,这段时间的长度同样取决于罗拉强控制范围的大小,其计算公式为
(5)
式中:LFN为前罗拉强控制区域的长度。在t4时刻,纤维的尾端脱离前罗拉控制,移出牵伸区,意味着该根纤维的牵伸过程结束。模块“TERMINATE 1”用于仿真这个时刻,将该活动实体消亡,结束该活动实体的仿真过程。
在图3中,采用统计模块来输出模型的仿真结果。其中,模块“GENERATE 2”用于控制数据统计的时间间隔,从模块“TAB 1”到“TAB 6”用于读取整个牵伸区内或某个截面上不同类型纤维根数变化的信息。模块“TAB 1”和“TAB 2”用于统计快慢速纤维的根数(N1和N2);“TAB 3”和模块“TAB 4”用于统计前后纤维的根数(M1和M2);模块“TAB 5”用于统计浮游纤维的根数(Mf),而模块“TAB 6”统计其中快速浮游纤维根数(Mff)的变化情况。Mf和Mff两者的差值就是慢速浮游纤维的根数(Msf)。该建模方式的可行性已经在文献[18]中进行了验证,此处不再赘述。
2 条干不匀产生机理分析
2.1 仿真条件
文献[18]中的仿真条件如表1和2所示。

表1 试验用材料规格
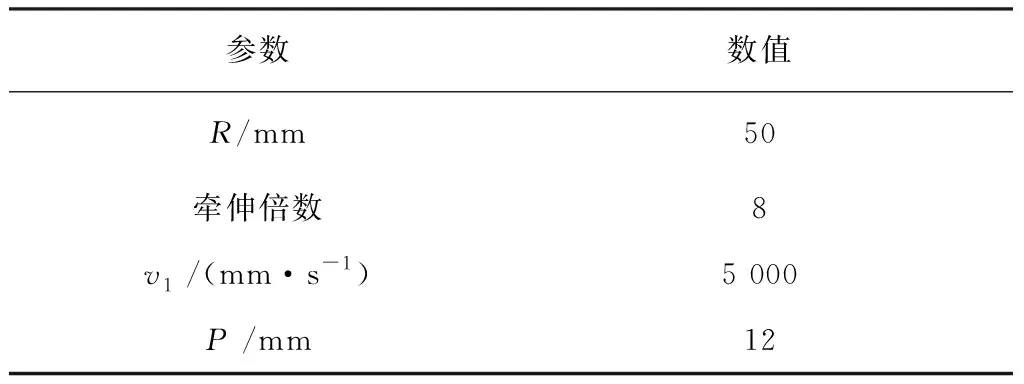
表2 牵伸工艺参数
采用3种理论分布来模拟研究纤维头端分布形式对输出条干不匀的影响效果: (1)均匀分布 (UNIFORM);(2)指数分布 (EXPONENTIAL);(3)伽马分布 (GAMMA)。3种分布函数的均值相同,均表示模型中相邻两个活动实体产生的间隔时间T(1.2节中“GENERATE 1”的参数值大小)。其中,均匀分布的方差为T2/12,指数分布的方差为T2,伽马分布的方差为T2/4。另外,为了同时研究纤维头端间隔时间大小对输出条干不匀的影响,将产生活动实体的时间间隔从T变成10T。文献[18]中仿真纤维头端间隔及其分布形式对输出条干不匀的影响,如图4所示,其中,Martindale的曲线为采用极限不匀的理论计算值。

图4 纤维头端间隔及其分布对输出条干不匀的影响Fig.4 Effect of the interval and distribution of fiber end on the output unevenness
2.2 仿真结果分析
纤维的头端距离是指须条内相邻的前后两根纤维间相距的长度,其主要反映了纤维在须条中的排列情况。理论上,因为移距偏差现象的存在,在经过牵伸过程后,两根纤维间的头端距离会变大。由于本文在离散系统中建立的仿真模型是以时间为主导的,所以模型中相邻两根纤维间距离的大小是通过它们到达同一截面处相差的时间长短来判断的。因此模型中,纤维头端间隔的定义为两根纤维到达同一截面的时间间隔大小,其均值为相邻两个活动实体产生的平均时间间隔T。
在同等仿真条件下,当须条内纤维头端间隔为T且分别符合指数分布、均匀分布和伽马分布时,牵伸区内快慢速纤维的分布情况如图5所示。从图5可以看出,须条内纤维头端间隔的分布形式对牵伸区内快慢速纤维的分布情况无显著性影响。

图5 纤维头端分布对快慢速纤维分布的影响Fig.5 Effect of fiber end distribution on the fast and slow fiber distributions
采用3种理论的头端分布时,前后钳口处的纤维根数随纤维头端间隔时长变化的情况如图6所示。从图6中可知,随着纤维头端间隔的增大,前后钳口处的纤维根数均明显减少,则仿真输出条干不匀逐渐增大。另外,在相同的纤维头端间隔下,输入须条内的纤维头端分布形式不同,并不会对输入和输出牵伸区的纤维根数造成明显差异。但根据文献[18]可知,不同的纤维头端分布形式确实会对输出条干不匀产生影响,这就说明模型的输出条干不匀并不是因为须条截面内纤维根数的波动造成的,而是由于须条内纤维的排布不均而产生的。
(a)输入后纤维根数

(b)输出前纤维根数图6 纤维头端间隔对前后钳口处纤维根数的影响Fig.6 Effect of fiber end interval on the fiber number at the front and back nip line
当纤维头端间隔为T时,不同纤维头端分布形式下,牵伸区内慢速浮游纤维的分布情况如图7所示。从图7中可知,慢速浮游纤维的分布在前后钳口附近处基本相同,其数量多少主要取决于牵伸区中部峰值处慢速浮游纤维的根数。因此,统计慢速浮游纤维分布的峰值随须条内纤维头端间隔的变化情况如图8所示。

图7 纤维头端分布对慢速浮游纤维分布的影响Fig.7 Effect of fiber end distribution on the slow-floating fiber distribution

图8 纤维头端间隔对慢速浮游纤维根数的影响Fig.8 Effect of fiber end interval on the slow-floating fiber number
从图8中可以看出,在3种纤维头端分布形式下,慢速浮游纤维的根数均随着头端间隔时间的增大而减小,其中,当纤维头端分布符合指数分布形式时,慢速浮游纤维根数的波动最大。相应地,牵伸区内快速浮游纤维根数的变化情况如图9所示,快速浮游纤维占浮游纤维总根数的比值变化如图10所示。
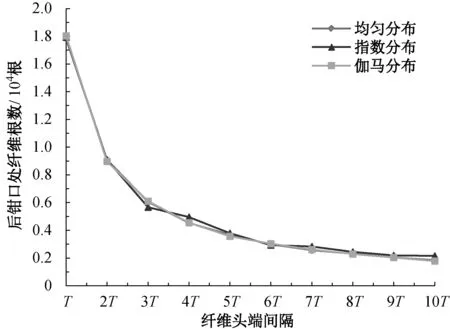
图9表明,纤维头端分布形式为指数分布时,牵伸区内的快速浮游纤维根数的波动最大。从快速浮游纤维的占比变化情况中,也可以说明这个问题(图10(a))。为了更加详细地说明每种纤维头端分布形式对快速浮游纤维的影响,将快速浮游纤维随纤维头端间隔变化的波动比绘制于图10(b)中。

图9 纤维头端间隔对快速浮游纤维根数的影响Fig.9 Effect of fiber end interval on the fast-floating fiber number

(a)快速浮游纤维占比
(b)快速浮游纤维波动比图10 纤维头端间隔对快速浮游纤维占比和波动比的影响Fig.10 Effect of fiber end interval on the proportion and fluctuation ratio of fast-floating fiber number
如果须条内纤维头端间隔为T,牵伸区内快速浮游纤维的根数用N1T表示,则可以用NiT表示在纤维头端间隔为iT时的快速浮游纤维根数,其中i为从1到10的整数。因此,可得出快速浮游纤维随纤维头端间隔的波动比为
(6)
由图10(b)可知,纤维头端分布形式符合指数分布时,牵伸区内快速浮游纤维对纤维头端间隔的变化最为敏感,波动幅度最大,故牵伸后输出条干不匀最大。相反,纤维头端为均匀分布下快速浮游纤维的波动最小,则输出条干不匀也小。
3 结 语
本文利用离散理论建立了一个纺纱牵伸改进模型,用于分析牵伸区内纤维的分布情况,阐述输出条干不匀的产生机理。根据文献[18]中给出的指数分布、均匀分布和伽马分布的纤维头端分布,模拟牵伸后输出条干不匀的变化情况。本文在牵伸改进模型中,着重分析了纤维头端间隔及其分布形式对牵伸区内各类纤维分布情况的影响,并阐述了条干不匀的产生机理,可得出如下结论:
(1) 纤维头端间隔及其分布形式对须条的牵伸过程有显著性影响;
(2) 牵伸区内各类纤维分布的波动才是产生输出条干不匀的根源;
(3) 保持牵伸区内浮游纤维尤其是快速浮游纤维的根数及占比稳定,能够有效地降低输出须条的条干不匀。
这些研究结果为讨论牵伸过程中的自调匀整问题提供了理论依据。
