航空发动机叶片挤压冲头开裂分析及热处理工艺改进
2018-10-26潘明
■ 潘明

扫码了解更多
我公司的航空发动机叶片挤压冲头采用4Cr5W2VSi材料制造。有一段时间,锻造中心反映叶片挤压冲头存在质量问题。这些叶片挤压冲头在使用过程中会发生早期开裂,也就是说干不了几件叶片,叶片挤压冲头就会开裂。
1. 叶片挤压冲头及其材料4Cr5W2VSi钢
叶片挤压冲头(见图1)与叶片挤压凹模是制造叶片毛坯的模具。叶片挤压冲头与叶片挤压凹模的制造材料都是4Cr5W2VSi(化学成分见表1),但设计要求硬度不一样。叶片挤压凹模硬度要求为48~52HRC,叶片挤压冲头硬度要求为57~60HRC。由于直接与高温的叶片金属坯料接触,而且是较快的冷热交替,所以需要叶片挤压冲头与叶片挤压凹模具有较好的冷热疲劳性能,同时也需要较好的耐磨性和韧性。
4Cr5W2VSi钢是一种空冷硬化的热作模具钢,在中温下具有较高的耐磨性和韧性,在工作温度下有较好的耐冷热疲劳性能。该钢常用于制造热挤压用的模具和芯棒,铝、锌等轻金属的压铸模,以及热顶锻结构钢和耐热钢用的工具。
2. 叶片挤压冲头热处理工艺
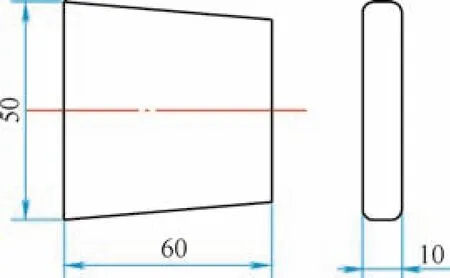
图1 叶片挤压冲头示意
受设备限制,我们工模具分公司热处理厂采用普通箱式电阻炉或箱式台车炉对叶片挤压冲头和叶片挤压阴模进行淬火加热。为了防止叶片挤压冲头和叶片挤压凹模表面脱碳,采取木炭装箱的方法对叶片挤压冲头和叶片挤压凹模进行保护,就是将叶片挤压冲头或叶片挤压凹模放到不锈钢保护箱中,并以不同的方式放入木炭,然后用石棉板封口,盖上箱盖。
叶片挤压冲头淬火加热分三段加热。600~650℃,保温1~2h;800~850℃,保温1~2h;1040℃±10℃,保温4~5h。出炉后,将叶片挤压冲头倒出保护箱,在空地上散开空冷或风冷。叶片挤压冲头基本冷却到室温后进炉回火。回火也是采用普通箱式电阻炉或是箱式台车炉,回火温度为530~540℃,空冷到室温。人工在砂轮机上打磨,检查硬度,根据冲头的检测硬度值确定第二次回火温度,进行第二次回火。
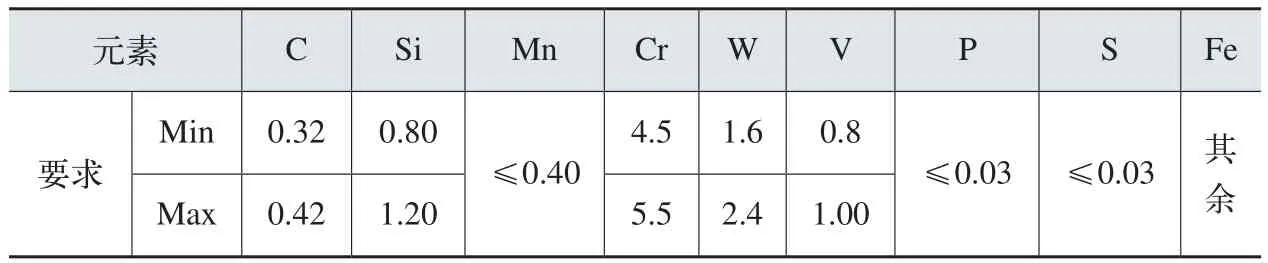
表1 4Cr5W2VSi钢的化学成分(质量分数) (%)
图2是相关热处理资料上4Cr5W2VSi钢1080℃空淬回火硬度与回火温度的关系。
为了提高叶片挤压冲头的韧性,我们将淬火加热温度定为1040℃±10℃。由图2可知,4Cr5W2VSi钢500℃回火将出现一个硬度峰值,硬度达到57HRC。而采用1040℃±10℃的淬火加热温度,回火硬度曲线会比1080℃更低。也就是说采用中高温回火,4Cr5W2VSi钢硬度难以达到57~60HRC。但在实际热处理生产中,我们采用木炭装箱的方法。因此在高温加热时,木炭分解出的活性碳原子会渗入叶片挤压冲头的表层,提高了叶片挤压冲头表层的含碳量,淬火后叶片挤压冲头表层硬度得到了提高。中高温回火后,叶片挤压冲头表面硬度能够达到57HRC以上。
叶片挤压冲头装炉时,先将木炭打碎,然后在不锈钢保护箱底铺一层碎木炭,在碎木炭上整齐摆放一层叶片挤压冲头,再在叶片挤压冲头上铺一层碎木炭。这样一层接一层地摆放。最后用石棉板封口,盖上箱盖,装箱完成,如图3所示。
3. 叶片挤压冲头早期开裂分析
(1)叶片挤压冲头出现早期开裂后采取的措施 对开裂的叶片挤压冲头进行硬度检测,结果发现这些叶片挤压冲头的硬度偏高,硬度达到61~62HRC。由此我们初步判断硬度偏高是造成叶片挤压冲头早期开裂的主要原因。
对同批次的叶片挤压冲头适当提高回火温度,采用550℃进行回火。回火后,这些叶片挤压冲头硬度降低到57~59HRC,硬度达到设计要求。经过锻造中心使用,这些叶片挤压冲头没有再出现早期开裂的情况。
(2)叶片挤压冲头早期开裂分析 叶片挤压冲头早期开裂的主要原因是叶片挤压冲头硬度偏高。图4是相关热处理资料上不同温度回火后4Cr5W2VSi钢的室温力学性能曲线。从图中可以看出,4Cr5W2VSi钢随着回火温度的提高,冲击韧度αK、伸长率δ也随之提高。
我们对提高温度回火前后的叶片挤压冲头进行硬度检测,包括表面硬度,还有就是切开叶片挤压冲头,检查冲头的心部硬度。冲头硬度检测结果如表2所示,检测设备为洛氏硬度计。
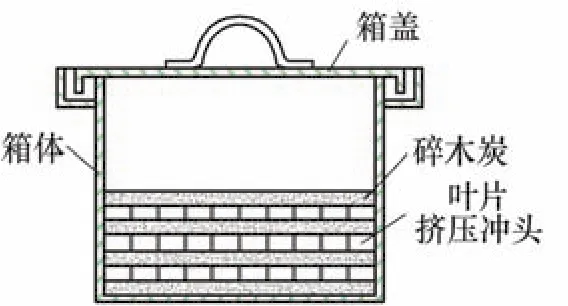
图3 叶片挤压冲头装箱示意
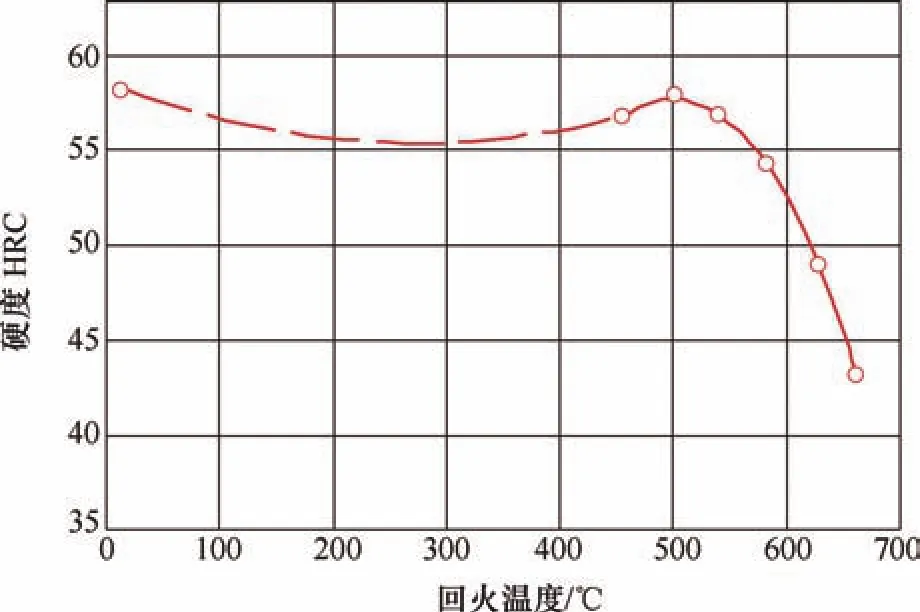
图2 回火硬度与回火温度的关系(1080℃空淬)

图4 4Cr5W2VSi钢不同温度回火后的室温力学性能(1040℃油淬,回火2h)
当采用较低的温度回火,叶片挤压冲头的硬度更高,冲击韧度αK值更低、塑性更差。由于叶片挤压冲头表层渗碳,叶片挤压冲头淬火、回火后,冲头表层的硬度比心部更高,冲头表层的冲击韧度αK值更低、塑性更差。同时因为这些叶片挤压冲头的厚度只有10mm,能够承受的载荷相对较小。在使用过程中,由于设备和操作等原因,叶片挤压冲头各部分的受力不均匀,局部所受的载荷大,由于冲头表层的冲击韧度αK值低、塑性差,局部所承受大的载荷无法通过形变的方式将一部分载荷分散出去。当局部所承受的载荷超过冲头的抗拉强度或抗压强度时,冲头局部就会出现裂纹,在随后的使用中裂纹就会不断扩展,最后完全裂开。
(3)叶片挤压冲头的热处理质量控制 叶片挤压冲头在淬火、回火后热处理检验员都会按一定的比例抽检硬度,抽检硬度合格,叶片挤压冲头才准许转下道工序加工。在抽检硬度前,需要对叶片挤压冲头进行打磨。以前是工人采用砂轮机对叶片挤压冲头进行打磨,只打磨冲头一面的一小块区域,打磨质量无法保证。冲头另一面表面比较粗糙,淬火后也会存在一定的平面变形,作为底面也会影响硬度检测的准确性。另外,硬度检测设备的准确性也会影响硬度检测的结果。上述因素都是造成叶片挤压冲头硬度误检合格,而转往下道工序,直至送到锻造中心,在使用中出现早期开裂。
4. 叶片挤压冲头的热处理工艺及质量控制改进
首先我们加强了叶片挤压冲头装箱质量的控制。碎木炭要求碎而均匀;每层碎木炭要适量,而且铺得均匀;叶片挤压冲头也需要摆整齐。同时我们适当提高了叶片挤压冲头的回火温度,由530~540℃提高到550℃。先采用550℃对叶片挤压冲头回一次火。
叶片挤压冲头空冷至室温后,按一定比例随机抽取一些叶片挤压冲头送机械加工车间,用磨床对叶片挤压冲头进行两面平磨,确保了叶片挤压冲头的打磨质量。叶片挤压冲头检查硬度前,需要对洛氏硬度计进行硬度校对,确保洛氏硬度计的准确性。通过这两项措施,确保硬度检测的准确性。硬度检测完成后,我们根据硬度检测值,确定第二次回火的温度。如果硬度超高或是硬度偏上限,我们仍旧采用550℃对叶片挤压冲头再回一次火。如果是检测硬度值偏下限,我们会降低10~30℃对叶片挤压冲头再回一次火。
通过上述措施,叶片挤压冲头的热处理质量得到较大的提高,冲头的硬度达到要求的57~60HRC,叶片挤压冲头再也没有出现早期开裂的质量问题。
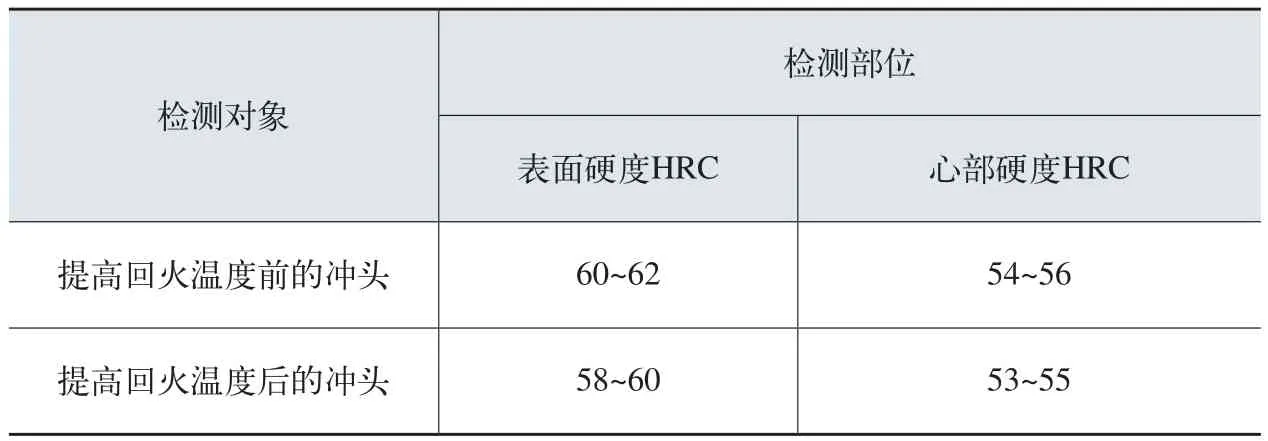
表2 提高温度回火前后叶片挤压冲头硬度检测值
5. 结语
叶片挤压冲头早期开裂的主要原因是叶片挤压冲头硬度偏高,导致叶片挤压冲头的冲击韧度、塑性差。在使用过程中,叶片挤压冲头局部所承受大的载荷无法通过形变的方式将一部分载荷分散出去。当局部所承受的载荷超过冲头的抗拉强度或抗压强度时,冲头局部会出现裂纹,在随后的使用中裂纹就会不断扩展,最后完全裂开。
我们加强了叶片挤压冲头装箱质量的控制;适当提高了叶片挤压冲头的回火温度,第一次回火采用550℃;根据第一次回火后叶片挤压冲头的硬度检测值确定第二次的回火温度。采用磨床对叶片挤压冲头进行两面平磨,确保叶片挤压冲头的打磨质量;检测硬度前先对洛氏硬度计进行硬度校对。通过以上措施,叶片挤压冲头的热处理质量得到较大的提高,叶片挤压冲头早期开裂的质量问题得到了解决。
