PCB孔插针机控制系统的设计与研究
2018-10-23黄志敏罗维平蔺绍江
黄志敏,罗维平,蔺绍江
PCB孔插针机控制系统的设计与研究
黄志敏1,2,罗维平1*,蔺绍江2
(1.武汉纺织大学 机械工程与自动化学院,湖北 武汉 430200;2.湖北理工学院 机电工程学院,湖北 黄石 435003)
为了解决传统PCB板手工插针的难度及效率问题,研究一套基于三菱PLC与威纶触摸屏的控制系统。控制系统采用步进电机驱动滚珠丝杠并带动工作台(X-Y平台)运动,通过光电开关检测滚珠丝杠沿X轴方向、Y轴方向的极限位置,并将信号实时反馈给PLC进行处理。插针机构控制部分通过接近开关检测气缸伸出与缩回位置并驱动电磁阀动作,当插针顺利落入插针孔内,通过顶针连续将插针打入对应PCB孔内。该系统配有视觉识别系统,通过相机光源实时拍照采集数据图像,并传送给工业控制机进行处理并对照显示,通过与合格标准样件进行对比,工人能很快发现PCB孔插针的正确与否。实践应用证明,该系统符合工业现场生产要求,可靠性高,稳定性好。
PCB;三菱PLC;威纶触摸屏;步进电机;滚珠丝杠;光电开关;接近开关
插针机是连接器制造业中的常用机型设备,插针机速度的提升可以起到提高效率、减少人力、降低成本等作用。传统的两块PCB(印制电路板)之间的电气连接是通过手工定位和插针的方式实现,随着PCB板上集成元器件数量的不断增多和焊盘的密集程度以及孔径大小不一等情况,传统的生产方式已不再适应于现在工业柔性化生产的需求,同时在大批量生产时还会增加工人的劳动强度,以及操作难度。针对上述现状所产生的问题,本文设计了一套基于三菱PLC与WEINVIEW HMI组成的插针机控制系统,用于将连接插针打入两块PCB对应的过孔中,实现两块PCB之间的电气连接,从而来代替传统的手工插接方式,提高生产效率。
1 PCB孔插针机控制系统原理框图
PCB孔插针机控制系统主要由三菱FX3U系列PLC、WEINVIEW HMI、开关电源、接近开关、光电开关、步进电机、步进电机驱动器、电磁阀、相机光源、工业控制机等组成。PCB孔插针机控制系统原理框图如图1所示。

图1 PCB孔插针机控制系统原理框图

图2 PCB孔插针控制原理图
1.1 PCB孔插针控制原理
PCB孔插针机插针部分主要由振动盘、气泵、电磁阀、气缸、塑料软导管、接近开关等组成,PCB孔插针控制原理如下图2所示。工作原理:首先把PCB板放置在X-Y平台固定夹具的四个定位销上,振动盘(Vibrator Bowl)作为插针的送料装置,和塑料软导管配合起来用于实现物料的输送功能。将零散的插针放入振动盘料斗内,由于振动盘脉冲电磁铁的作用,使料斗作垂直方向振动,由倾斜的弹簧片带动料斗绕其垂直轴做扭摆振动。插针由于受到这种振动而沿螺旋轨道上升,插针在上升的过程中经过一系列轨道的筛选(插针大小识别)或者姿态变化(重新落入底层螺旋轨道),使插针物料能够按照预期的要求呈统一状态(沿螺旋轨道,依次首尾排列)自动进入气缸1挡块的插针孔内,气缸1伸出使插针落入PCB定位孔内,然后通过气缸2动作压下顶针将插针顺利打入对应PCB板孔内,当插针打入PCB板对应孔内后,气缸2缩回,气缸2是否缩回通过接近开关检测信号;通过PLC延时几秒之后气缸1缩回,通过接近开关1检测气缸1是否缩回到位,以此往复循环完成PCB孔的插针;气缸的伸出与缩回则通过电磁阀控制气路的通与断来实现的,气泵(Air pump)通过电力不断压缩空气,产生气压。它的作用是产生0.1MPa到0.3MPa左右大小的气压,使气缸1产生推力、气缸2产生压力,保证气缸1和气缸2能正常的伸出和缩回以及将插针顺利打入PCB对应孔内。通过反复不断的实验测试,插针能按照预期的要求打入对应的PCB孔内,能够保证系统可靠和稳定的工作。
1.2 PLC控制步进电机原理
步进电机是一种将电脉冲信号转变为角位移或线位移的开环控制元件,三菱FX3UPLC通过PLSY指令产生脉冲与方向控制信号,步进电机驱动器在接收到PLC输入的脉冲信号后,进行脉冲分配和功率放大,最后步进电机旋转带动滚珠丝杠及工作台(X-Y平台)运动,三菱FX3U系列PLC控制步进电机原理框图如下图3所示。X轴步进电机正转带动X轴滚珠丝杠正向旋转,并拖动X-Y平台沿X轴正方向运动;步进电机反转X轴滚珠丝杠反向旋转,并拖动X-Y平台沿X轴反方向运动,当X轴滚珠丝杠带动X-Y平台运动到X轴正方向或反方向的极限位置时,由光电开关将检测到的信号反馈给PLC并进行处理,控制步进电机停止旋转,使工作台静止,从而实现工作台的极限定位功能。Y轴步进电机驱动滚珠丝杠旋转以及拖动X-Y工作台原理与X轴步进电机方式一样。
2 三菱PLC与威纶触摸屏的程序控制算法策略
2.1 三菱PLC程序控制算法策略
PCB孔插针机控制系统的输入元件有:接近开关、光电开关等;输出元件有:电磁阀、步进电机驱动器等,对其进行I/0地址分配如表1所示。其中A+和A-为步进电机的一相,B+和B-为步进电机的另一相,当需步进电机停止时,只需给定一个脱机信号,即可使A、B两相中的其中一相步进电机转子锁住。三菱PLC软件编程采用GX Works软件,威纶触摸屏组态监视和控制画面采用官方软件EB8000编写程序。

表1 PLC软元件I/O地址分配表
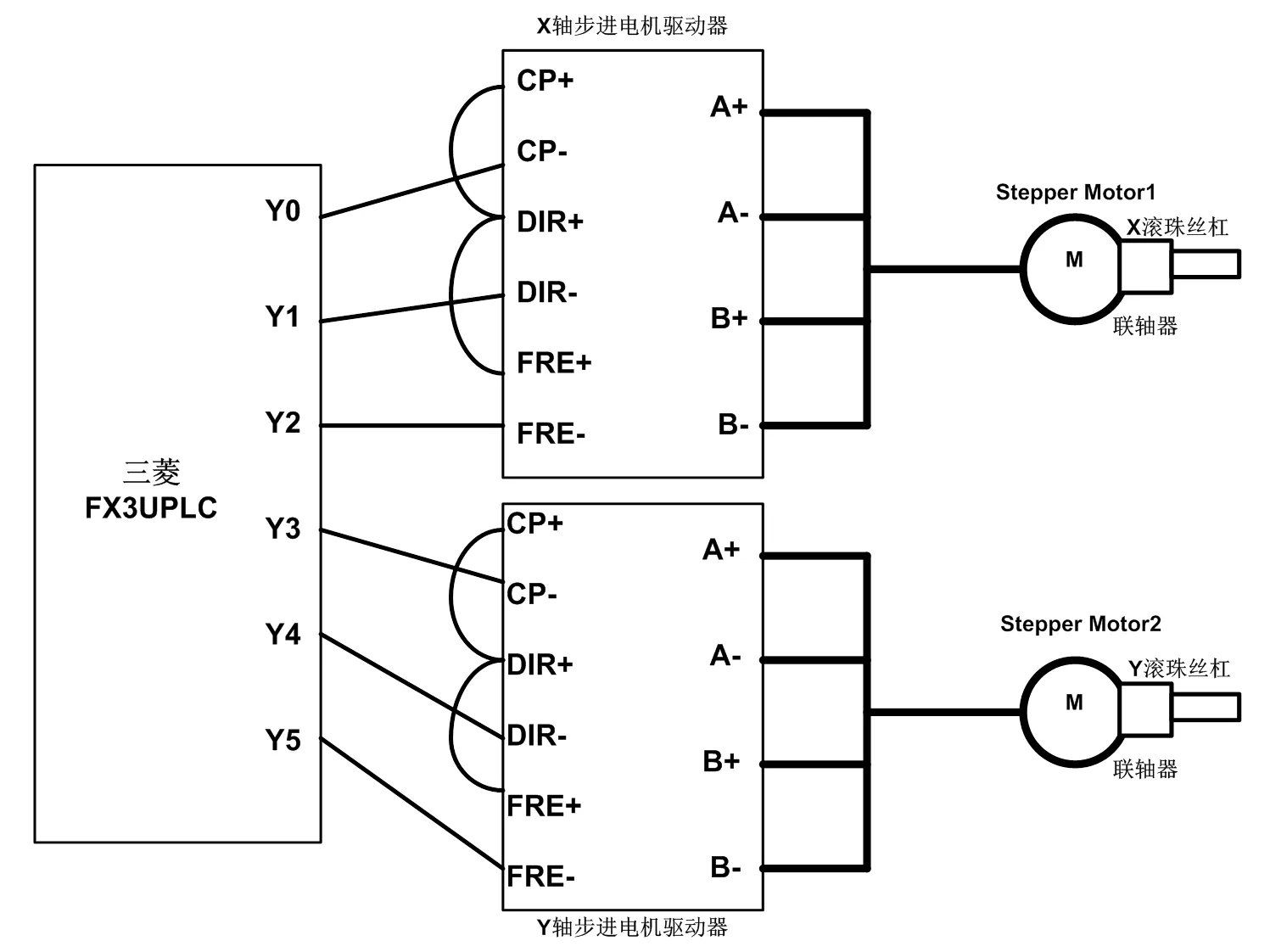
图3 PLC控制步进电机原理图
PLC算法流程图如图4所示。

图4 PLC算法流程图
2.2 威纶触摸屏程序编写
根据需求分析,选取了威纶触摸屏TK6070系列触摸屏作为三菱PLC的画面监视和控制,并通过EB8000软件进行程序的编写,程序下载到触摸屏后,通过USB转RS232数据线实现三菱FX3U系列PLC与威纶触摸屏之间的通信与数据交换。触摸屏工作原理是修改或者显示PLC寄存器状态或者数值,它作为一种友好的人机界面,省去了很多繁琐的开关按钮、继电器接线等问题;同时还能与PLC进行灵活的交互式功能,展现了PLC寄存器的状态,它可以实时的将PLC检测到设备的故障在触摸屏上显示出来,当设备进行到某个状态时,当前各个气缸、电磁阀、各个设备运行到某个状态时的显示。诸如上述的诸多优点,触摸屏在工业控制领域广泛应用。插针机控制系统的组态画面分为:自动页面,手动页面,档案设定,参数设置,警报页面,I/O监视,操作说明,安全退出,选择菜单等。在进行画面程序编写时,一定要注意选择三菱PLC型号与威纶触摸屏参数设置,否则程序不能正常编写,参数设置画面如图5所示,组态画面编写部分如图6所示。
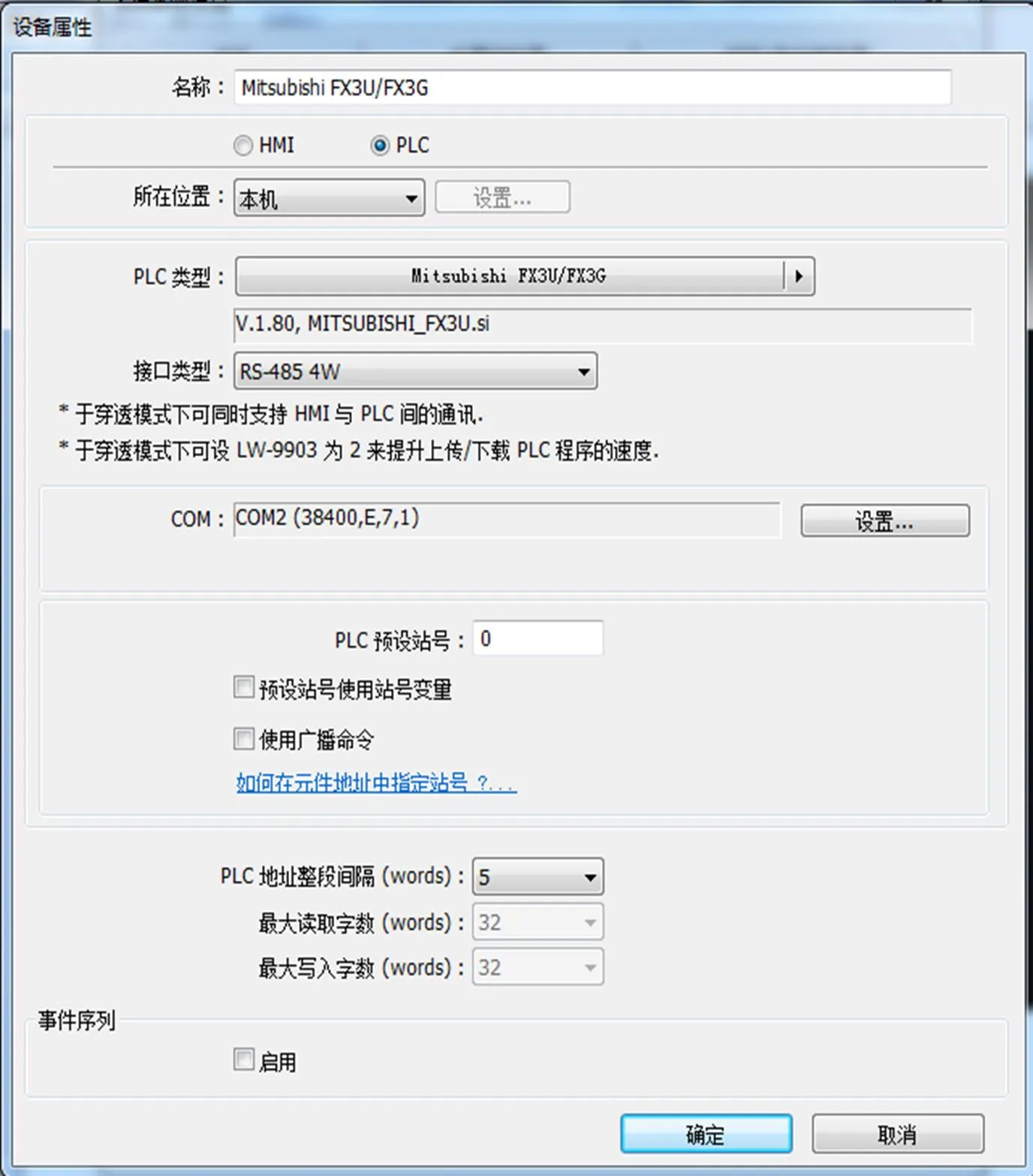
图5 参数设置
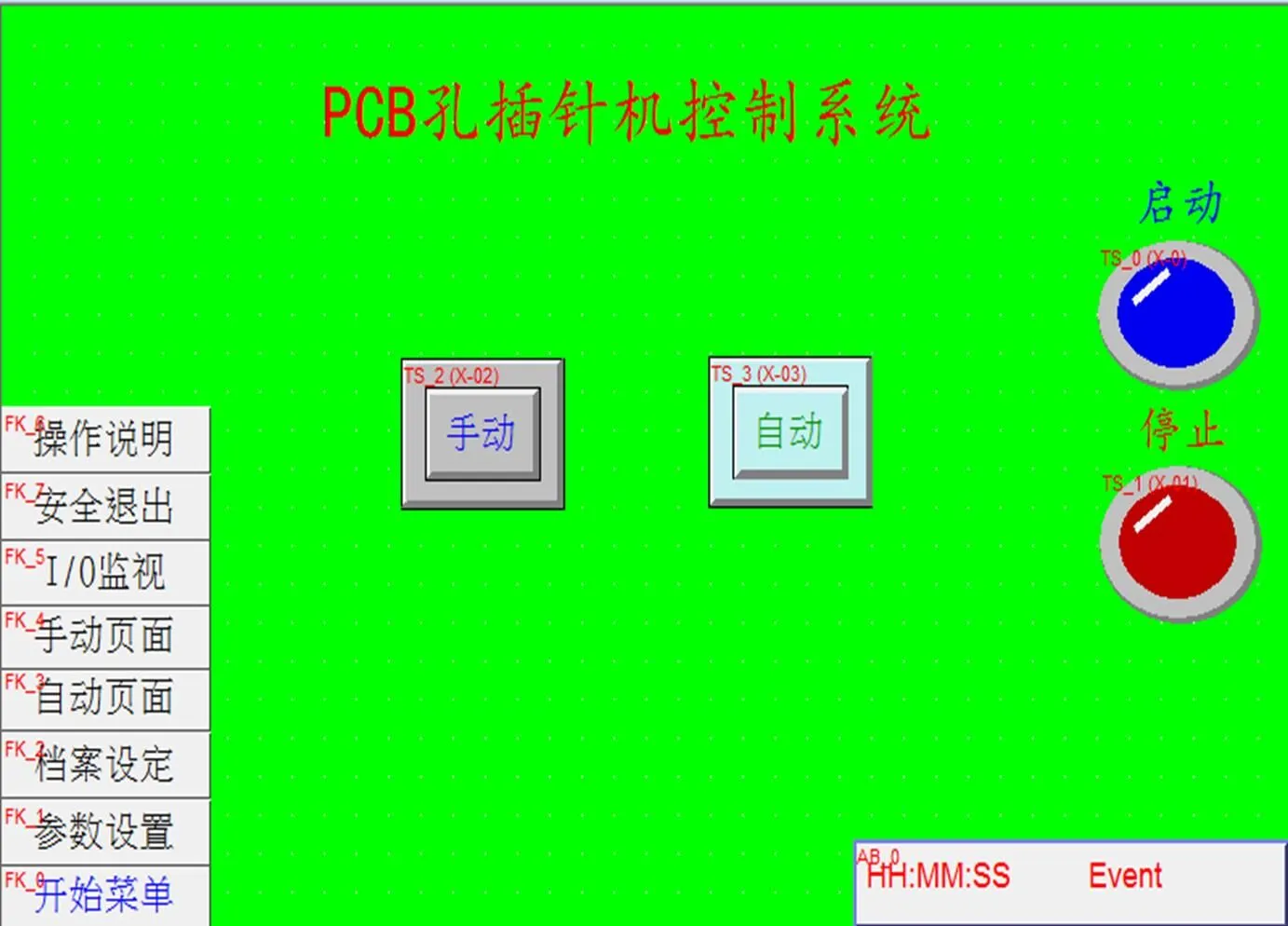
图6 组态画面
3 图像处理系统
图像处理系统主要由工业相机、工控机等组成。工业相机通过CCD图像传感器可直接将光学信号转换为模拟电流信号,电流信号经过放大和模数转换,从而实现图像的获取、存储、传输、处理和复现。工业相机型号选择为SunWay U2D300,Usb2.0数据接口,支持Windows XP(32位)、Win7(32/64位)、Win8(32/64位)等操作系统,镜头接口为C/CS接口,排照格式支持RAW、BMP、JPG、PNG等。工业控制机(俗称工业平板电脑),+12V直流电源供电,支持Windows XP(32位)、Win7(32/64位)、Win8(32/64位)等操作系统,通过采用Bsaic语言进行编程,将采集的数据图像通过VGA或HDMI显示输出。通过相机拍照获取PCB板孔插针图像,并实时动态显示PCB插针情况,有助于工人对于生产节拍的控制和防错,提高生产效率。图像处理系统工作原理如图7所示。
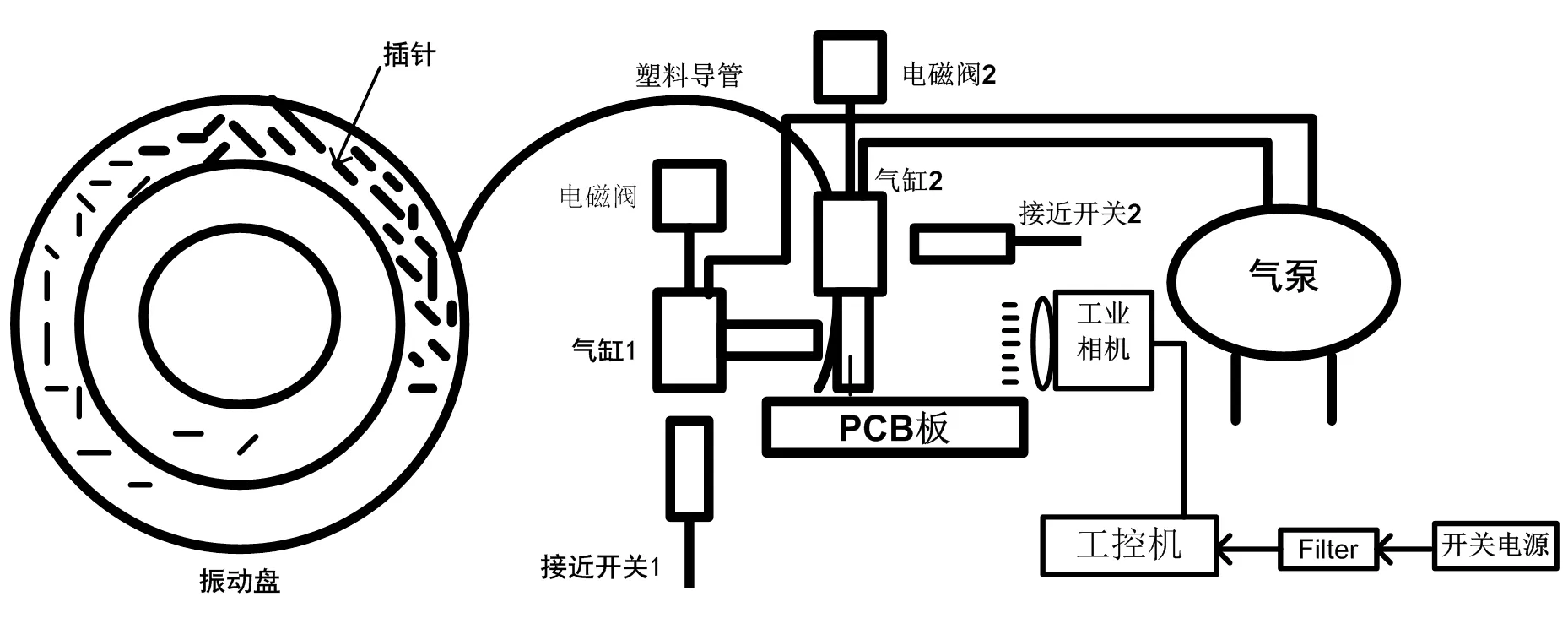
图7 图像处理系统
4 结语
本文是基于工业现场生产需求的PLC控制系统设计与研究,通过采用数字化的自动控制方式,实现了PCB板孔插针的自动化,同时提高生产效率和增加了防错功能。通过对PLC、触摸屏以及工控机的硬件和软件学习,以期为后续复杂工业控制系统研究和应用提供基础理论和技术参考。
[1] 原慧君.PLC控制步进电机的程序设计[J].机械工程与自动化,2016,4(2):173-175.
[2] 廖常初.PLC编程及应用(第2版)[M].北京:机械工业出版社,2005.
[3] 周艳秋.步进电机定位控制技术的研究[D].大连:大连交通大学,2009. 64.
[4] 陈志聪.步进电机驱动控制技术及其应用设计研究[D].厦门:厦门大学,2008.101.
[5] 马海军.高速插针机控制系统的设计和实现[D].上海:上海交通大学,2010.92.
[6] 陈东青.基于PLC与触摸屏的码垛工业机器人操作系统设计[J].包装工程,2014,35(23):84-88.
[7] 丁洪旗,刘彦良.基于三菱PLC和触摸屏的自动喷涂控制系统的设计与实现[J].电工技术,2011,(12):36-37+64.
Design and Study of Control System of PCB Hole Insertion Machine
HUANG Zhi-min1,2,LUO Wei-ping1,LIN Shao-jiang2
(1. School of Mechanical Engineering and Automation, Wuhan Textile University, Wuhan Hubei 430200, China;2. School of Mechanical and Electrical Engineering,Hubei Polytechnic University,Huangshi Hubei 435003, China)
In order to solve the difficulty and efficiency of traditional PCB, a set of control system based on Mitsubishi PLC and WEINVIEW HMI was designed. Control system adopts stepper motor to drive the ball screw and drive the workbench (x-y platform) movement, through the photoelectric switch to detect the ball screw along the X axis and Y axis of the limit position, and real-time feedback signal to PLC for processing. Pin mechanism control part through proximity switch test cylinder extended and retracted position and drive solenoid valve movement, when the pin insert into the pinhole smoothly, through the thimble continuous pin into the corresponding PCB hole. The system is equipped with a visual identification system, through the camera light source image real-time photo collection data, and transmit to the industrial control machine for processing and display, through comparing with standard sample, the workers can quickly find the PCB hole pin correctly or not. The practical application proves that the system is in line with the requirements of industrial production, with high reliability and good stability.
PCB; Mitsubishi PLC; WEINVIEW HMI; Stepping motor; Ball screw; Optoelectronic switch; Proximity switch
罗维平(1967-),女,教授,研究方向:检测与智能控制、信号与信息处理.
TP273
A
2095-414X(2018)05-0017-05
