浅谈钾碱浓缩分离器(Ni罐)的焊接修复
2018-10-21孙奇伟
孙奇伟
摘 要:钾碱生产过程中的片碱蒸发工序浓缩分离器泄露。浓缩分离器的材质为N02201(相当于国标镍N5),由于在焊接制作过程中焊接工艺选择不当焊后没有热处理,造成再热裂纹。在使用时又产生强碱KOH对镍板裂纹处渗入产生晶间腐蚀现象造成严重泄露。经过对该镍罐制定严格的焊接工艺彻底消除热裂纹和腐蚀的金属,采用氩弧焊、纯氩气保护、小能量、大焊接速度焊接。在焊后经过热处理,该浓缩分离器(镍罐)运平稳无泄露达到良好的效果。
关键词:焊接工艺;坡口;焊接电流;焊接环境
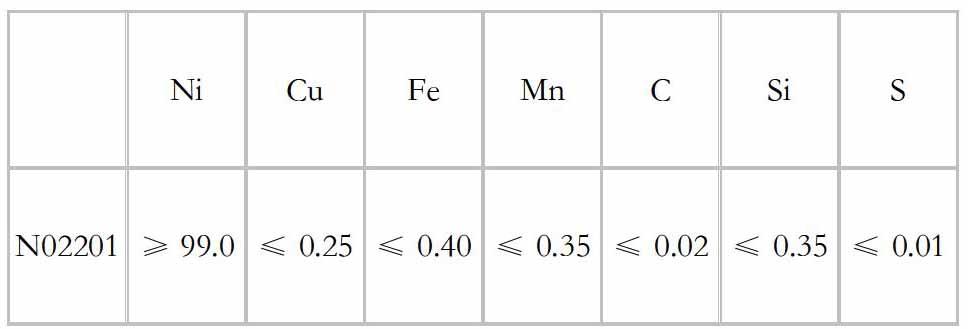
我公司在氢氧化钾生产过程中,片碱浓缩分离器大面积泄露。制造浓缩分离器的材料为N0221纯镍制造其成分为:
镍板的厚度为8mm,工作介质为氢氧化钾,浓度56-95%,工作温度380-420℃经常开、停车温度变化大。经过分析,确定为在焊接制作过程中,焊接工艺选择不当,焊后没有做热处理消除焊接应力造成再热裂纹;同时在使用过程中强碱从热裂纹处渗入产生晶间腐蚀金属结构被破坏发生改变,造成泄露严重。为了不影响生产,公司决定对该浓缩分离器进行补焊修复。
1 焊前准备
①焊接切割设备的准备;②打止裂孔;③坡口形式;④开坡口:封头和筒体及筒体裂纹,用角向磨光机机进行打磨或用等离子切割机(尽量少用)切割消除裂纹,并将其打磨制成70°~80°的坡口;⑤焊缝的清洁:由于镍非常容易被硫,铅脆化形成热裂纹,所以打磨时应该在裂纹的两侧用角磨机分别各25mm宽范围内磨除氧化膜。用丙酮清除油污等杂质,顯出金属光泽,绝对保持裂纹范围内清洁度;⑥焊接时包括定位焊,应有合格焊工施焊。
2 焊接工艺
2.1 焊接方法的选择
手工氩弧焊(TIG)焊接具有熔池保护效果好,焊缝金属致密,易于操作,焊缝成形美观,焊接合格率高的特点焊接时采用手工氩弧焊,直流正接,喷嘴直径为10~15mm,钨极直径为φ2.5~3.0mm,钨极伸出长度为5~6毫米。因为电极的形状将影响焊缝的宽度和熔深。所以为保证电弧稳定有足够的熔深,电极端部应磨尖,尖部直径约为0.4mm,夹角30°~60°。
2.2 焊丝的选择
为保证焊后镍罐的耐腐蚀性就必须保证镍在焊缝中的含量。为此我们选用哈尔滨焊接研究所生产的Ni99焊丝其基本成分与N0221相近。焊接工艺参数:
2.3 技术措施
①镍的导热性差,焊接时容易过热引起晶粒长大,故焊接时不需要预热,焊接采用小线能量,短弧焊,尽量选用大的焊接速度尽量减少焊接应力。不作横向摆动或只作摆幅不超过焊丝直径的两倍,收弧时注意将弧坑填满,防止裂纹的产生;②层间温度高是引起焊接接头过热、焊缝金属及热影响区晶粒粗大力学性能和耐腐蚀性下降的原因之一。说以层间温度要控制在100℃以下。可以在打底焊结束后焊缝的背面用压缩空气吹冷,缩短焊接高温区停留时间;③进行底层焊接时,焊缝背面充氩气防止根部氧化和焊缝成形不良。同时保护用氩气也不能过大防止焊缝未融合。焊接过程中,焊丝的加热端要置于保护气体防止焊丝端部氧化造成夹渣;④焊接时采用高纯氩气,纯氩纯度不低于99.95%;⑤焊缝多层焊时,宜采用多道焊,底层焊道完成后,应采用放大镜检查焊道表面,每一焊道完成后均应进行检查,消除各种表面缺陷,每层焊道的接头应错开;要求盖面焊缝成型为凸型,为鱼背型即可;⑥当焊件温度低于15℃时易产生气孔,这是因为破口表面存在冷凝水的缘故,这是使用丙酮也不能消除的,所以应对焊缝两侧300mm范围内加热15-20℃,且应热透使其没有冷凝水的产生;⑦焊件表面严禁有电弧擦伤,且不得在焊件表面引弧和熄弧,焊接熄弧时应填满弧坑,以防弧坑裂纹。必需加引弧板、收弧板,每一段焊缝接头应回焊一小段,然后沿焊接方向前进;⑧焊接定位焊缝的焊接材料与焊接工艺应与正式焊接相同,定位焊缝采用钨极氩弧焊,背面应进行氩气保护。定位焊缝要保证焊透及熔合良好,且不得有气孔、夹渣等缺陷。定位焊应平缓过渡到母材上,并将定位焊缝两端应成缓坡。
2.4 注意事项
①施焊前要对坡口两侧各50mm范围内进行清理;施焊焊丝焊前用丙酮或乙醇清理干净,方可施焊;②严禁施焊人员及非施焊人员用不洁净手碰触焊缝和焊丝,避免焊道污染,产生焊接缺陷;③焊接时选择适当的焊接角度和填充焊丝的角度操作平稳。
3 维修后的使用效果
该浓缩分离器经上述方法焊接,现在使用两个月后没有出现裂纹和漏点使用正常。实践表明:该浓缩分离器(N02201)采用手工钨极氩弧焊和匹配的焊丝及大角度的焊接坡口,焊接时采用大电流快速度焊并做好根部保护就能得到优质的焊接接头。注意对焊丝母材的焊前清理和施工现场的保护也是焊接成功的关键。
参考文献:
[1]陈祝年.焊接工程师手册(第2版)[M].北京:机械工业出版社,2009.
[2]刘云龙.焊工第12章(第1版)[M].北京:机械工业出版社,2006.