干法乙炔发生装置工艺系统优化总结
2018-10-19屈战成
屈战成
(陕西陕化煤化工集团有限公司,陕西渭南 714100)
0 引 言
乙炔是目前世界上有机化工产品最基础的原料之一,广泛应用于制造乙醛、醋酸、苯、合成橡胶、合成纤维以及炔醛法生产1,4-丁二醇等领域。我国富煤、贫油、少气,乙炔化工在工业生产中一直占据着重要的地位。工业上乙炔的制取方式主要有湿法工艺和干法工艺2种。由于湿法乙炔工艺存在占地面积大、污水量大等不可回避的问题,近年来逐渐被干法乙炔工艺所取代。干法乙炔工艺具有占地面积小、耗水量小、污染小的特点,但干法乙炔工艺存在系统容易堵料导致运行不稳定的弱点,而乙炔装置运行不稳定又容易造成下游系统炔化催化剂中毒、装置内部水系统不平衡等问题,因此,寻求合理的工艺配置、优化乙炔生产系统的运行成为有效解决乙炔装置运行不稳定现状的重要途径之一。
乙炔气在炔醛法1,4-丁二醇的生产过程中扮演着极其重要的角色。乙炔气与甲醛在催化剂的作用下生成1,4-丁炔二醇的过程中,其不仅是主要的反应原料之一,还是合成1,4-丁炔二醇的炔化催化剂的活化剂。乙炔气首先与催化剂反应形成活化中心体,然后与甲醛反应生成1,4-丁炔二醇,若在此过程中乙炔气供给中断,催化剂在高浓度 (超过0.7%)的甲醛溶液内会瞬间失活,快速聚合,活化中心体外表面迅速被有机物包敷而团聚,致使催化剂永久性失活。因此,炔醛法生产1,4-丁二醇的过程中乙炔气的连续稳定供给是确保整套装置稳定运行的核心任务,有效解决乙炔装置运行不稳定的问题成为实现装置效益最大化的关键所在。
陕西陕化煤化工集团有限公司 (简称陕化集团)针对100kt/a 1,4-丁二醇项目乙炔发生装置运行不稳定的情况,经过不断地进行系统优化,目前装置运行平稳度有所提高,但同时我们也清楚地认识到,装置还存在如下一些问题:一是存在一个安全隐患,那就是乙炔气的长距输送温升问题没解决;二是系统的水平衡问题还未完全解决;三是综合比较经济效益没有达到最大化;四是废水资源化利用水平尚有一定的提升空间。尤其是随着众多1,4-丁二醇项目的建成投产及技术转让,1,4-丁二醇产品市场供给严重饱和,产品竞争力明显下降,企业迫切需要找到影响成本关键因素之一的系统稳定运行问题的解决之道。
此外,在干法乙炔生产工艺中,系统水平衡也是一个关乎环保的关键问题,同时在利用FROTECH工艺生产1,4-丁二醇工艺中,产生的大量树脂再生废水也亟需适当处理。因此,做好系统水平衡,对系统产生的各种水进行有效地分质利用,成为降低水耗、提高水资源利用率、确保环保排放的关键。
1 干法乙炔工艺概况
国内电石制乙炔装置最早都是采用湿法工艺,即将电石投入到水中进行反应,绝大部分反应热被水吸收,反应后的电石渣呈泥浆状,处理较困难;干法乙炔工艺则是将适量的水加到电石中发生反应 [CaC2+2H2O→C2H2+Ca(O H)2+127.3kJ/mol],反应热通过水分的蒸发带走,反应后的电石渣含水量4%~10%,呈干燥粉末状,可直接用于生产水泥。随着环保要求的提高,国家发改委已于2007年颁布了 《氯碱 (烧碱、聚氯乙烯)行业准入条件》(2007年第74号公告),鼓励干法制乙炔。
干法乙炔工艺流程:粒度50~80mm的电石由皮带送至电石贮斗,再由贮斗底部经皮带送至电石细碎机,电石经进一步破碎后由斗式提升机送至筛分机,经筛分后,粒度较大的电石返回粗电石贮斗再次进行破碎,粒度较小 (3mm左右)的电石通过螺旋输送机进入乙炔发生器;乙炔发生器中,水以雾状喷入 (水量略多于电石水解所需理论值),控制温度在95~105℃、压力在4~6kPa,电石与水发生反应,生成乙炔气和电石渣 [主要为Ca(O H)2],多余的水汽化带走反应热;反应生成的粗乙炔气连同水蒸气进入冷凝器,冷却后的乙炔气经正水封、逆水封进入气柜或乙炔冷却Ⅰ塔,冷凝下来的水则经过滤后用泵再加入到乙炔发生器内重复使用,反应生成的干渣 (电石渣)则从乙炔发生器的底部由螺旋输送器连续排出。
2 干法乙炔发生装置的工艺现状
2.1 乙炔气输送现状
乙炔属易燃易爆的甲类危险气体,爆炸极限范围很宽,在2.19%~82.0% (体积分数)。乙炔采用管道输送时主要存在爆燃和爆轰2种危险性。爆燃是指火焰在非燃烧乙炔气体中以低于音速传播的状态,由于传播速率不断变化、增大,有时会导致爆炸;初始压力在0.1~0.5MPa时,固定体积的乙炔爆燃形成的压力通常是初始压力的11.5~11.9倍。爆轰是指火焰在非燃烧气体中以超过音速传播的状态,通常传播速率达到几倍音速甚至每秒数千英尺;与爆燃不同的是,爆轰发生时燃烧气体和非燃烧气体之间产生急剧的压力变化,而爆燃发生时非燃烧气体和燃烧气体的压力同时升高。其实,有时是很难区分输送管道内发生了爆燃还是爆轰,这与管道的直径、操作压力、输送管道的长度等均有关系,有时爆燃会发展成爆轰,有时爆燃和爆轰又同时存在。上述2种危险的发生均与乙炔气的输送距离和输送温度有直接关系。因此,储存和输送乙炔气时要格外小心,必须确保安全。在工业装置中,乙炔气的输送主要需考虑压力、温度、流速、管径、静电移出、介质湿度、介质组分、乙炔气浓度、管线长短、保温或隔热等因素。目前国内尚未解决乙炔气的长距离输送问题,普遍采用的方法是对输送管道进行聚氨酯保冷现场发泡施工,工程造价高,且不便于检修与维护。
2.2 乙炔发生系统水平衡现状
陕化集团乙炔发生装置原设计用水量为10 t/h,采用一次水,主要用于清净Ⅰ塔、清净Ⅱ塔的乙炔气洗涤冷却。粗乙炔气经洗涤冷却塔洗涤、冷却后,经正水封后送至气柜或乙炔冷却Ⅰ塔 (02 T 0201),洗涤冷却至34℃后进入乙炔升压机 (02 C 0301 A/B/C)升压,经气液分离后,压力达到0.190MPa(A);升压后的乙炔气再进入乙炔冷却Ⅱ塔 (02 T 0301),通过循环冷却器(02 E 0301 A/B)用冷冻水移走热量,将乙炔气由46℃冷却至10℃左右,去除乙炔气中夹带的绝大部分水分后进入硫酸清净塔 (02 T 0302)。
2.3 系统置换的工艺设计
乙炔工段的主要任务是将纯度大于98%(体积分数)的粗乙炔气送往下游生产系统,出于安全方面的考虑,每台乙炔发生器在停用时或开车前必须充氮保护,当再次启用乙炔发生器时,起初产生的乙炔气因含有大量的氮气使得其纯度达不到工艺指标要求,造成较大量且较长时间的排放,不仅影响开车进度,且造成严重的浪费;而若氮气置换不彻底,含氮乙炔气送入后续系统,会对后续系统的正常生产产生较大影响,还可能引起炔化催化剂中毒。
2.4 电石粉尘回收现状
乙炔发生器的进料要求为,原料电石粒径应小于3mm,而入厂原料电石为1m的块状电石,必须对其进行破碎方可满足进料要求,但电石破碎时会产生大量生电石粉尘,原设计是经除尘器分离后直接作为工业废物处理,而电石粉末作为危险工业废物,其处置机构资质要求较高,处置难度也较大。
2.5 树脂再生废水处置现状
工业上水软化装置较为普遍采用的技术是树脂交换,由此会产生树脂再生废水。这些废水若直接排放会造成环境污染,且浪费大量的水资源,而若要回收,技术难度又很大,现有技术中还没有成型的阴阳树脂再生废水处理装置。因此,对树脂再生废水加以分质利用不失为一种行之有效的环保处置办法。
3 工艺优化
3.1 乙炔气输送工艺优化
公司现有2套干法乙炔发生装置,一期乙炔发生装置仅配置1台乙炔发生器,在乙炔发生器进料中断或下料发生堵塞时均会发生乙炔中断事故,造成炔化催化剂失活,影响生产,企业经济效益受损,且废催化剂排出量加大。二期乙炔发生装置设计有4台乙炔发生器,正常生产时运行3台即可满足生产所需,其工艺配置与一期装置基本相同,仅洗涤部分有改动。
为缓解一期乙炔发生装置的运行压力,若能将一期与二期乙炔发生装置有机连接,就可实现乙炔气的双向贯通输送,实现对一期装置炔化催化剂的本质安全保证,即这一问题的核心在于乙炔气的安全输送。而由于乙炔气属于甲类危险气体,具有易分解产生爆炸、干态下升温可导致强烈分解的易燃易爆特性,因此必须对输送管线进行安全保护,防止温升。
乙炔气的输送压力需在0.02MPa以下,乙炔气输送对管径要求相对较宽松,但对输送温升的要求是较苛刻的,输送管道表面温度严禁超过70℃。因此,对管道进行有效绝热处理,防止太阳暴晒,尤其是夏天高温时确保长距离输送而不产生温升,达到安全输送要求是一、二期乙炔气输送管道有效衔接、实现双向输送的前提。传统防晒隔热材料采用热传导系数小的材料制成,成本高、隔热效果差、施工难度大,浪费资源。而防晒隔热漆的隔热原理是依靠涂料组分中的微粒结构,这种微粒结构具有超强反射太阳辐射热量的功能,通过高效反射太阳光来达到隔热的目的。国标 《建筑外表面用热反射隔热涂料》(J C/T1040—2007)要求:太阳反射比不小于85%,半球发射率不小于83%。反射隔热漆是集反射、辐射与空心微珠隔热于一体的新型降温漆。采用防晒隔热漆能对400~2500n m范围的红外线和紫外线进行高效反射,不让太阳的热量在物体表面累积升温,且能把物体表面的热量辐射到环境中去,降低物体的温度。反射隔热漆由基料、热反射颜料、填料和助剂等组成,涂料组分中的微粒结构具有超强反射太阳辐射热量的功能,在阳光强烈时,可降低物体表面温度20℃以上。经过对现有管道保温材料形式的研究与对比,综合考虑管廊载荷受限等因素,陕化集团干法乙炔发生装置乙炔气输送管道最终选用表面涂防晒隔热漆的方式予以隔热降温。
3.2 装置内部废水再利用
经过对系统3台乙炔升压机机封水水质进行检验分析,发现其除了含有0.8%的溶解乙炔外,其余指标符合工业用水标准,能完全替代一次水,满足2台冷却塔的使用要求,水量也足够。于是将3台乙炔升压机机封水替代新鲜水(一次水)用于清净Ⅰ塔、清净Ⅱ塔的洗涤冷却,可节约新鲜水5t/h。
3.3 系统置换的工艺优化
原设计乙炔系统乙炔发生器开车时,先打开水进料阀阀1和电石进料阀阀2,当原料电石和水在乙炔发生器内开始反应时,关闭阀3断开充氮气源,同时打开阀4将乙炔发生器内新生成的乙炔气和乙炔发生器中残留的大量氮气一并送至下游工段。若含有大量氮气的不合格乙炔气进入到下游工段的反应器,会引起炔化催化剂中毒,因此只能将新生成的乙炔气和乙炔发生器中残留的氮气在下游工段火炬系统燃烧放空,而乙炔发生装置距下游工段较远,这样不仅浪费原料电石,也使大量乙炔气随氮气从火炬系统燃烧放空。为此,对系统置换进行工艺优化 (见图1,虚线为优化部分)。优化后,乙炔发生器开车时,先打开水进料阀阀1和电石进料阀阀2,当原料电石和水在乙炔发生器内开始反应时,关闭阀3断开充氮气源,同时关闭阀4,暂不将乙炔发生器内的气体送往下游工段,而是打开阀5将乙炔发生器内新生成的乙炔气和乙炔发生器中残留的大量氮气送至距乙炔发生器较近的一期火炬系统,当自动取样分析点S C处乙炔气纯度达到98%时,关闭阀5,同时打开阀4,将合格乙炔气送至下游工段。优化后,系统置换时间由3h缩短为0.5h,置换时间的缩短使得原料电石消耗也得到降低。
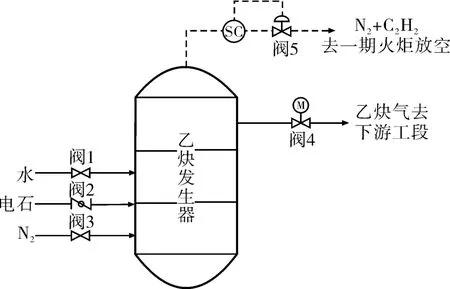
图1 优化后的系统置换工艺流程示意
3.4 电石粉尘回收工艺优化
为解决电石粉末处置难度较大的问题,经过对除尘器分离的生电石粉尘进行检验分析,发现其仍具有较高的发气量,可以直接用作乙炔发生器入料。于是,对除尘装置吸入口和卸料口进行了适应性改造,实现了电石粉尘的分离回收,降低了电石粉尘引发爆炸的可能,并最大限度回收了原料,既解决了环保难题,又降低了消耗。
3.5 树脂再生废水分质利用
对树脂再生各阶段的废水进行组分分析,起初阶段再生冲洗水中含有2%~4% (质量分数)的1,4-丁炔二醇,1个再生频次里产生约50m3的此类废水;第二阶段酸碱再生液约100m3,盐类物含量约8000mg/L、COD约20000mg/L;第三阶段冲洗水基本为软水,仅含少量的有机物、酸、碱。通过对工艺系统进行分析,并结合上述各阶段废水的水质特点,我们对树脂再生废水进行了如下分质利用:第一阶段产生的再生废水用作乙炔发生器的乙炔发生用水;第二阶段产生的高浓度有机废水用作乙炔发生装置的冲渣水,减少下渣时的扬尘;第三阶段产生的冲洗水直接用于工艺辅料的配制。由此有效地解决了树脂再生废水环保处置难题,并节约了工艺辅料配制用水和乙炔发生用水。
4 结 语
(1)选用表面涂防晒隔热漆的方式对乙炔气输送管道进行隔热降温保护,这是此种新型防晒隔热漆在国内乙炔气输送管道上的首次使用,节约了安装空间,减轻了管廊载荷,节省了不少的工程施工费,更重要的是提供了一种乙炔气长距离输送的物理防温升方法。
(2)通过对乙炔发生装置水系统进行核算,装置需补充一次水13t/h;对乙炔升压机机封水水质进行分析后,将乙炔升压机机封水代替新鲜水用于清净Ⅰ塔、清净Ⅱ塔的洗涤冷却,系统节约新鲜水用量5t/h,降低环保处置费用的同时节约了水资源。
(3)通过对乙炔发生器开停车乙炔气置换工艺进行优化,系统置换时间由3h缩短为0.5h,置换期间节约电石3t/h。
(4)通过对乙炔装置布袋除尘设施粉尘回收工艺路线进行优化,实现了电石粉尘的清洁回收,既解决了环保难题,又降低了乙炔气生产的原料消耗。
(5)通过对各阶段树脂再生废水的组分进行分析,将第一阶段的再生废水用作乙炔发生器的乙炔发生用水,第二阶段的再生废水用作乙炔发生装置的冲渣水,第三阶段的冲洗水直接用于工艺辅料的配制,即通过分质利用有效地解决了树脂再生废水环保处置难题,并节约了工艺辅料配制用水和乙炔发生用水。
综上,陕化集团针对其100kt/a1,4-丁二醇项目乙炔发生装置运行不稳定的情况,从乙炔气的长距离输送、系统水平衡、系统保护气置换、电石粉尘回收、系统工艺水及污水分质回收利用等方面不断优化,装置运行的稳定性得到了提升,其运行周期从1.5个月提升到3个月以上,炔化催化剂使用寿命由2.5个月延长至3个月,同时消除了装置中存在的安全隐患,节约了原料和生产水用量,有效提升了项目的经济效益。
