一种多规格快速切换双向开卷落料模
2018-10-18张应生高宇震韩仲利长城汽车股份有限公司技术中心
文/张应生,高宇震,韩仲利·长城汽车股份有限公司技术中心
本文主要论述了一种多规格快速切换双向开卷落料模的结构原理。此新型模具结构能很好的整合直剪与弧剪落料模具,并有减少开发模具数量、节约模具成本等优点,可以为开卷落料模具设计提供新的思路。
随着我国国民生活水平逐步提高,人们对家用汽车的需求也水涨船高,汽车的钣金件都要经过落料、拉伸、修边等工序而成,因为钣金件大小各异,所以需要开发各种落料模具。例:机盖需要弧剪模、地板件需要直剪模等,模具种类、数量的增加相应的提高了各大汽车企业的整车成本。现在汽车市场竞争进入白热化,整车成本的微小减少都能给车企带来巨大的竞争力。多规格快速切换双向开卷落料模可以使直剪与弧剪同时在一套模具上实现,直接减少模具的开发成本,同时料片的宽度也可以调节,能达到一套模具可以快速切换生产直剪、弧剪多种规格料片的目的。
自动开卷落料的现状
自动开卷落料线(图1)可以提升材料利用率,提高生产效率,降低人工劳动强度,同时生产出的料片一致性好,便于后期堆垛搬运。但是,不同板料需要不同的落料模具,会造成汽车企业开发的落料模具数量多、调试周期长、后期模具维护工作繁重等。需用弧剪模具生产的发动机盖制件及工艺方案排布如图2所示;需用直剪模具生产的顶盖制件及工艺方案排布如图3所示。

图1 自动开卷落料线
多规格快速切换双向开卷落料模
鉴于上述情况,减少模具开发数量是降低模具开发成本的重要方式,现行的工艺排布方案也给减少模具开发数量提供了可能。本文将论述的新结构方案,提供了一个减少模具开发数量的思路,即多规格快速切换双向开卷落料模。

图2 发动机盖制件及工艺方案排布

图3 顶盖制件及工艺方案排布
模具工作模块简述
多规格快速切换双向开卷落料模具(图4)简而言之就是将弧剪模具与直剪模具整合到一套模具,通过各种运动机构实现弧剪与直剪的快速切换,生产现场只需将模具旋转180°,即可实现弧剪板料与直剪板料的快速生产切换。多规格快速切换双向开卷落料模具上模剖视图如图5所示。

图4 多规格快速切换双向开卷落料模具

图5 上模剖视图
上模直剪模块(图6)由直剪刀块、聚氨酯压料块、直剪驱动导板、直剪支撑板组成,导向方式由固定在上模座的导柱导向,由固定在上模座的限位螺钉限定行程。
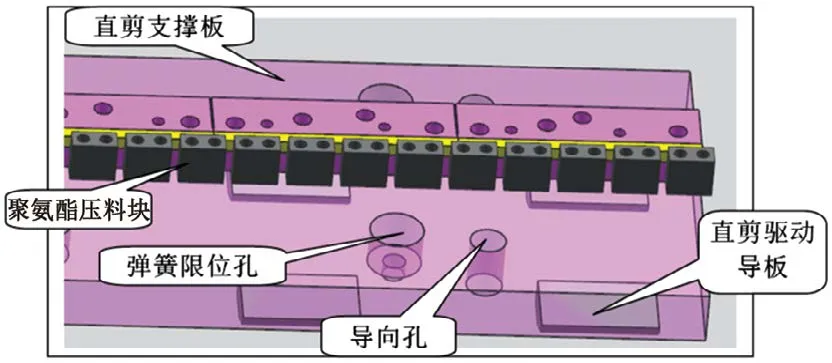
图6 上模直剪模块
上模弧剪模块(图7)由弧剪刀块、聚氨酯压料块、弧剪驱动导板、弧剪支撑板组成,由固定在上模座的导柱导向,由固定在上模座的限位螺钉限定行程。
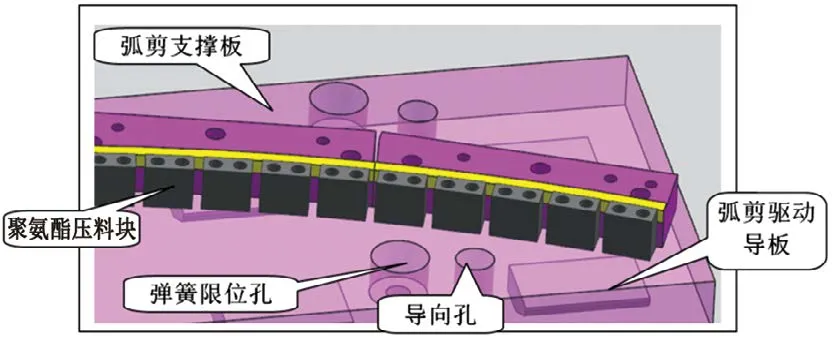
图7 上模弧剪模块
上模驱动模块(图8)由主支撑板、气缸(固定在上模座)、连接块、直剪驱动导板、弧剪驱动导板组成,在气缸的带动下前后滑动,从而完成驱动上模弧剪与直剪模块的运动。

图8 上模驱动模块
模具工作原理
⑴气缸顶出,通过连接块带动上模驱动模块向右运动,上模驱动模块通过驱动导板将左右方向的运动转化为模具上下方向的运动,从而使得弧剪模块向上运动,进入工作状态;与此同时,直剪模块在复位弹簧作用下沿导柱向下运动,脱离工作状态,这样模具进入弧剪状态;
⑵气缸退回,通过连接块带动上模驱动模块向左运动,上模驱动模块通过驱动导板将左右方向的运动转化为模具上下方向的运动,从而使得直剪模块向上运动,进入工作状态;与此同时,弧剪模块在复位弹簧作用下沿导柱向下运动,脱离工作状态,这样模具进入直剪状态;
⑶上模压料方式改变传统的压料板压料,使用聚氨酯压料。聚氨酯压料对减少加工制造、模具调试、后期维护保养时间有显著效果,直接或间接的降低模具成本;
⑷下模刀块无需升降,只需固定在下模座即可。模具处于直剪状态时,弧剪刀块充当符型面;模具处于弧剪状态时,直剪刀块充当符型面;
⑸板料宽度变化时,可以通过调节模具上的材料导向辊轮间的距离,以达到不同规格的板料生产。
⑹由于模具两侧都有切断板料的刀块,模具生产时送料皮带无法将板料直接送上托料架的托料滚轮,会有板料撞上刀块的风险,为了规避这种情况的发生,应根据板料挠曲量合理设置刀块宽度及送料皮带与托料滚轮的高度差;
⑺模具托料架(图9)工作状况与普通落料模具工作原理一致,本文不再赘述。
图9 模具托料架
结束语
随着汽车企业对汽车成本的重视度越来越高,开卷落料作为整车生产的第一步越来越受关注,这势必会催生新型的开卷落料模结构和工艺方案,模具结构会根据各种需求而不断变化,更多的模具结构需要大家共同开发。
