武钢高炉烟煤喷吹新控制系统
2018-10-15朱铁海
朱铁海
(武钢绿色城市建设发展有限公司 湖北 武汉:430080)
高炉煤粉制备系统有一个相对复杂的工序:原煤由皮带机送入原煤仓,煤块由给煤机按设定的给煤量送入磨机被研磨成细粉状,这种煤粉含有一定的潮湿水分,不能直接进入喷吹管道,必须经过高温干燥处理后,方可进入喷吹管道送往高炉,否则将堵塞喷吹管道。为了节省能源,将高炉热风炉排放的高温烟气作为干燥介质对已被磨机研磨成细粉状的煤粉进行高温干燥。热风炉排放的高温烟气经由传输管道和引风机传送到制粉车间厂房,当制粉产量不高时,传输来的高温烟气尚可满足生产需要,可以直接投入使用。但当制粉产量高时,必须由烟气加热炉加热来补充热能并维持在正常范围,经过加热的烟气作为干燥剂进入磨机并对煤粉进行干燥处理。完成干燥处理后的煤粉,被主排烟风机从磨机内抽出,由布袋收粉器收集,再经煤粉仓、喷吹罐和传输管道送往高炉。
在传统的高炉煤粉制备系统中,采用“小闭环控制”系统控制温度,对烟气加热炉出口之前的各种扰动进行补偿调节,将烟气加热炉的出口温度作为PID调节主控点,而未将其后的磨机的温度参数纳入闭环中,这种传统的控制方式的主要技术问题是磨机温度控制失调和烟气加热炉压力不稳。由于未将磨机的温度参数纳入闭环控制中,因此当引风机和主排烟风机输送热风的流量和压力发生变化时,磨机的温度会发生波动,这种波动无法反馈至“小闭环控制”系统中,从而导致温度不稳定、炉温波动大、烟气加热炉发生无法点火或者点火后熄灭的问题,严重影响了制粉喷吹系统运行的稳定性。
1 高炉烟煤喷吹新型控制系统
1.1 磨机出口温度控制
我们改用一种新的调节方式,在较小范围调节时由烟气加热炉来调节, 只是在烟气加热炉调节超限时才由热风流量来调节。这种新的调节方式在高炉喷煤量稳定, 即制粉量一定时效果特别显著, 使整个系统在很稳定的良性状况下工作。
磨机出口温度调节方式的改变也就决定了烟气加热炉调节方式的改变。对采集的数据进行统计分析对比,归纳其中的规律, 建立了合理的燃气/空气配比模型。根据最终得到的燃气/空气燃烧配比曲线,在PLC控制系统建立相应的数学模型作为加热炉调节控制依据。
经过试验和探索,发现以磨机出口温度为准进行PID调节,同时以烟气加热炉出口温度作安全连锁更为合理。出于安全角度考虑, 综合考虑原煤的含水量、气候条件等因素合理设定烟气加热炉出口温度上限。正常情况下,为防止烟煤着火燃烧,加热炉出口温度应控制在280℃以下,但在雨季,原煤比较潮湿情况下,加热炉出口温度可适当放开到300℃内,这对雨季制粉质量、产量有很大帮助。
1.2 烟气加热炉压力控制
经反复摸索,总结出一套新的操作与控制模式,即在制粉量一定的情况下,风煤比预调好后,压力调整以调节主排烟风机为主,温度调整以调节引风机流量为主,引风机流量调稳后,再由烟气加热炉作温度PID跟踪细调,这就使得压力控制和温度控制两条线就都比较稳定。
1.3 高炉喷煤PLC全自动精确定量控制
高炉煤粉喷吹是当前高炉工艺上的一个重要环节,随着煤粉喷吹工艺的发展,对煤粉喷吹的计量和控制要求也越来越高。一套先进的喷煤系统需具备安全、稳定、可控性,具体的从功能上来说系统能实现自动装料,换罐,煤量自动调节,自动报警,自动报表等,其中喷吹定量控制,而非一般定性控制喷煤量,即高炉给定喷煤量,PLC自动调节精确的按给定喷吹,而不是现在人工计算、人工调节。
相比人工调节,PLC自动调节喷煤会更均匀、更准确、更流畅。手工计算手工调节往往因为算法单一,多的时候向下,少的时候向上,调的幅度较大,流量波动大,这样容易堵枪,这是喷吹系统最普遍最棘手的问题。手工喷煤煤量不准也影响高炉的正常操作,高炉被迫调剂负荷。
要实现PLC全自动喷吹定量精确控制,喷吹工艺需做些改进,由常规靠罐压(或硫化风控制),改由喷吹罐出口增加煤量调节阀+罐压控制,罐压主(粗)调,调节阀细调。在热负荷调试中建立罐压喷煤量曲线,生产中根据该曲线,不同喷煤量PLC自动计算出压力区间,以改压力主调,下面的喷煤阀精调。
流量计算算法是喷吹控制精度的核心。使用现有的喷吹罐电子称量系统,通过微分法以及移动取平均值等算法计算喷吹流量,对不同工况下的质量流量数据做统计分析,建立不同工况下的流量曲线,从而提高质量流量的测量精度。
2 制粉系统
2.1 系统安全
为保证制粉系统的安全与稳定运行,由于制粉系统不经常启动和停止,因此程序控制只设手动方式和半自动方式,加安全连锁。
启动顺序:在烟气加热炉正常运行状态下,布袋收粉器、布袋收粉器集灰斗下旋转卸灰阀、主排烟风机、热风炉废气引风机、中速磨机、全密闭称重皮带机。
停止顺序:与启动顺序相反。
设备检修时可以脱开联锁。
原煤仓上的空气炮(振打器)可以定时(间隔延时),也可以手动启动和停止,每次启动空气炮应单个进行,不要频繁启动。
布袋收粉器对布袋的反吹可以定压差也可以定时进行反吹;可以离线,也可以在线进行反吹(设备带有控制箱),主排烟风机进口管道调节阀调节热烟气流量与压力(控制室控制与机旁操作),热风炉废气引风机带变频控制器(调速)和控制箱(在烟气炉处于保火状态时,废气引风机应保持低速运转降低放散的烟气温度),煤粉仓下的手动插板阀只在检修时使用,手动开启或关闭。
为保证喷吹系统的安全与稳定运行,喷吹罐内的罐压与高炉送风压力需有一定的正偏差并随高炉送风压力的增减而增减。如果高炉压力急骤增高,由于罐压调节滞后不能及时跟踪,为此需紧急开启充压阀以快速升高罐内压力,从而保证喷吹系统的安全。输煤支管子系统与煤粉输送子系统之间的信号交换必不可少,喷吹管道压力检测、分配器入口压力检测、高炉热风压力检测,主管给煤阀状况,主管流量控制等直接影响喷吹的效果。当出现下列情况之一时立即自动停止喷吹:
(1)氮气气源压力低于下下限;
(2)热风压力低于下下限;
(3)对分配器前压力与热风压力的差值进行监测,当这个差值小于0.15MPa 时喷吹系统紧急停机。
2.2 制粉系统工作流程
制粉系统工作流程详见图1。
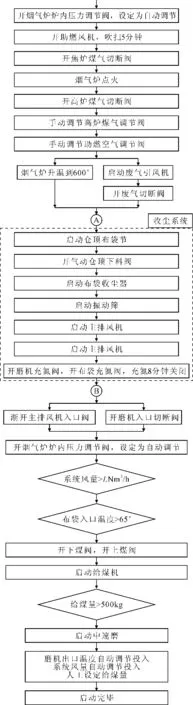
图1 制粉系统工作流程
3 喷煤支管检堵扫吹系统
系统包括分配器后输煤支管子系统的检堵并实现自动吹堵,检堵仪及相应气动阀(配套)、电缆、连接件等;对检堵装置及自动吹扫系统的硬件、软件负责,软件及控制设计合理;相关数据信号提取;检堵应能够在检测有堵塞趋势时提前发出信号报警、进而自动启动吹扫程序;检测畅通后自动复位进入喷吹状态;在一定时间自动正吹无效时,可切换为人为干预,手动反吹;有相关模拟画面显示及记录;支管检堵真实准确,达到快速检测并实现高效的自动控制吹堵功能。
输煤支管子系统的各支管一般有四种工作方式:停喷、喷煤、正吹、反吹。停喷:气动煤粉阀、吹扫阀、排粉阀处于关闭状况,炉前的喷枪若未拔出可通过手动开冷却气冷(见图2);喷煤:气动煤粉阀打开、气动吹扫阀、排粉阀等处于关闭状况(见图3);正吹(自动程序):气动吹扫阀打开、气动煤粉阀、排粉阀处于关闭状况,将堵塞支管的煤粉往高炉内吹扫(见图4)。在一定时间内未吹通可发出手动反吹信号,人为干预;反吹(手动程序):喷枪若未拔出可通过手动开冷却气冷却后,关闭入喷枪前手动阀,开反吹手动阀,气动吹扫阀关、气动排粉阀打开、煤粉阀处于关闭状况,进行手动反吹作业(见图5)。反吹的煤粉通过气动排粉阀吹扫至布袋回收装置。控制柜(操作站)要留有布袋反吹接口。反吹完成后,转入自动正吹,确认支管通畅后进入正常喷煤状态。
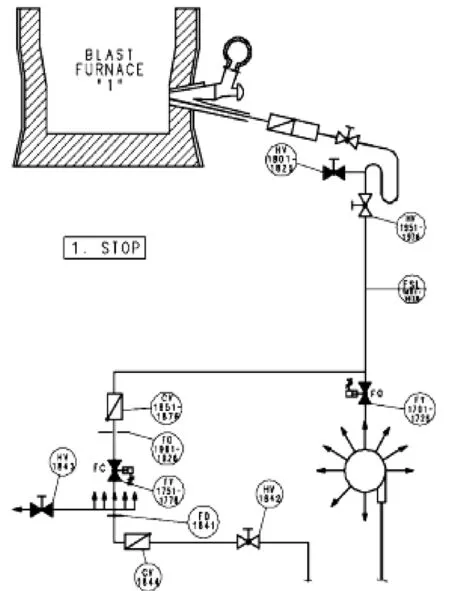
图2 输煤支管子系统的各支管停喷
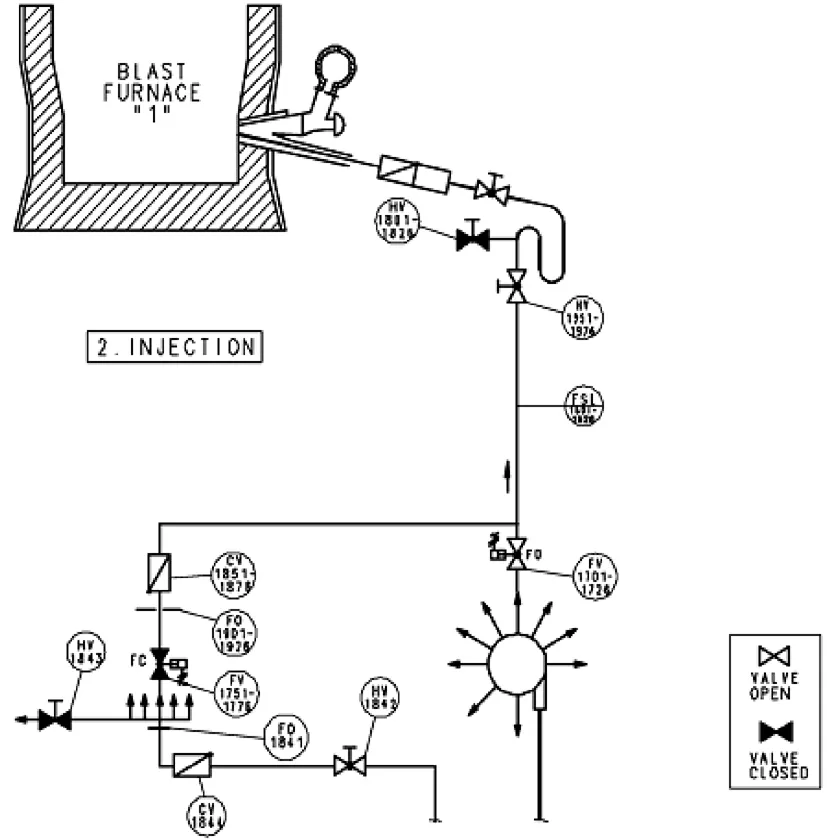
图3 输煤支管子系统的各支管喷煤
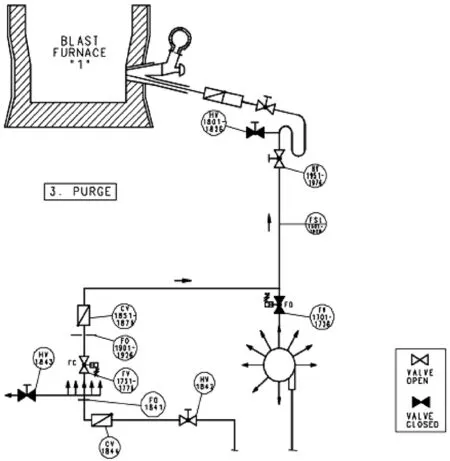
图4 输煤支管子系统的各支管正吹
4 结论
武钢高炉烟煤喷吹新控制系统,通过将磨机出口温度控制与烟气加热炉压力控制相结合,彻底解决了磨机温度控制失调和烟气加热炉压力不稳等问题,保证了燃气/空气配比控制的稳定;设计了PLC自动喷吹控制系统,实现了喷煤过程的精准定量自动控制;通过安全的制粉工艺设计和喷煤支管检堵扫吹系统,确保喷吹过程的安全、稳定。实际使用表明,新喷煤系统安全高效可靠,提高了制粉能力,保证了制粉质量。
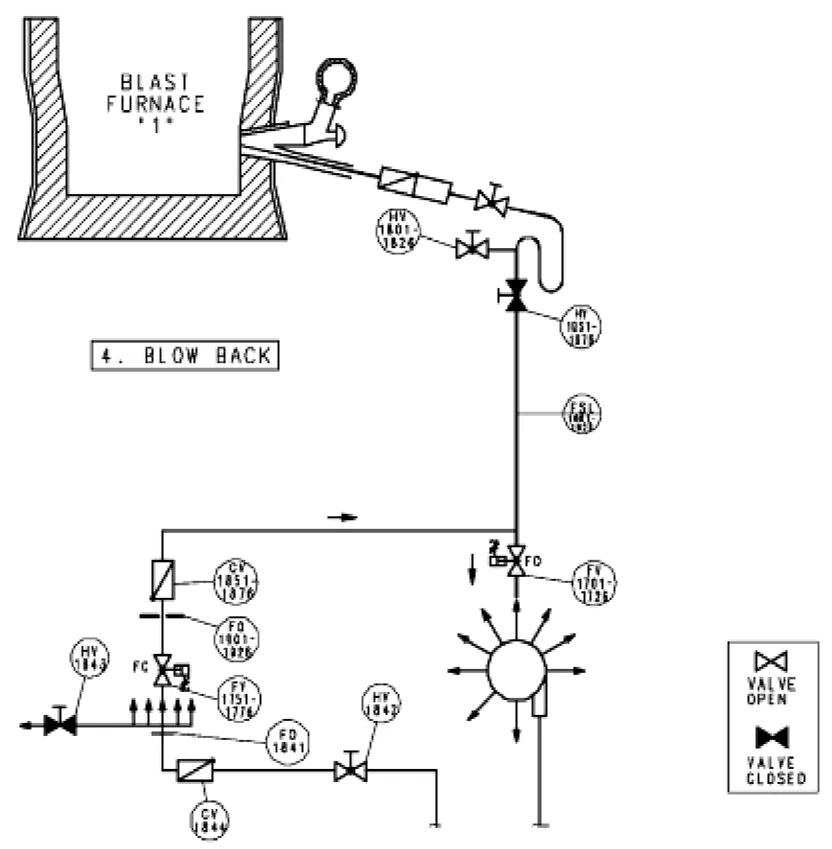
图5 输煤支管子系统的各支管反吹
