机器视觉技术在隐形喷码检测中的应用
2018-10-12张建新
张建新
(山东中烟工业有限责任公司青岛卷烟厂,山东 青岛 266000)
科技的发展和市场激烈的竞争增强了消费者的质量意识,同时消费者对产品质量也提出了更高的要求。产品防伪、销售管理、品质管理中广泛应用隐形喷码技术产品信息进行记录。
目前隐形喷码质量常用人工抽检方法和荧光传感器检测方法来保证,然而这些方法人工抽检效率低、准确度较低,喷码区域整体的有无可以通过荧光传感器进行检测,然而单个字符的缺失却无法通过该方法进行检测,因此无法确保所有产品的质量,一旦这些劣质产品流向市场,将对生产企业的形象造成损坏。因此喷码检测装置在采用隐形喷码技术的生产企业需求迫切。
1 隐形喷墨存在问题
目前合作生产的上海品牌烟包存在隐形喷码,而隐形喷码需要在紫外线灯下观察,操作人员每隔一段时间需要观察一次,避免漏喷。然而在紫外灯下观察喷墨,容易引起视觉疲劳。这种检测方式增加了操作工人的工作强度,同时由于车速每分钟400包,车速较快,当发现缺少隐形喷墨时,已经有部分不合格烟包流入下一道工序,极易造成质量事故。因此为了避免质量事故,同时减少操作人员的劳动强度,对设备设计加装隐形喷墨检测装置,实现对隐形喷墨缺陷烟包的自动剔除或设备停机。
2 检测系统的主要功能
视觉喷码检测系统主要用于ZB45包装机辅机上小包及条盒烟包透明纸上的隐形喷码进行检测,通过图像处理技术对喷码图像进行处理,小包及条盒透明纸上隐形喷码是否存在缺陷的检测结果可以向包装机控制系统传递相应电平信号。视觉喷码检测系统主要功能如下。
2.1 统计功能
(1)系统故障统计:故障名称、发生时间等自上次统计数据清除以来发生的故障信息将会显示。
(2)缺陷图像统计:检测到存在喷码缺陷的烟包的实际图像。
(3)统计管理:可对系统故障和缺陷图像分别进行清空,开启或暂停统计。
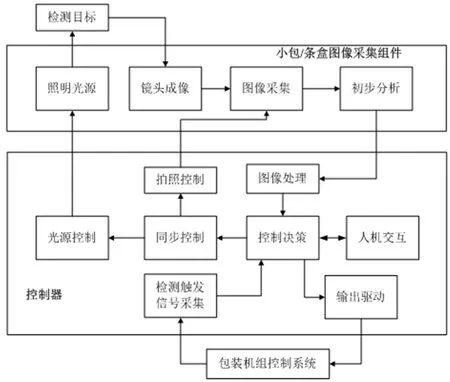
图1 隐形喷码检测系统原理框图
2.2 自诊断功能
(1)输出信号负载开路诊断:当负载开路在剔除信号中出现时将会显示相应故障信息。
(2)工业相机诊断:当工业相机出现故障时显示相应故障信息。
2.3 人机界面功能
(1)工作界面:运行状态、系统时间、喷码检测结果、相机实时图像等会在显示系统出现。
(2)阈值设置界面:进行图像分割的阈值设置,字符长度基准值、有效像素面积基准值。
(3)图像显示界面:固定频率刷新喷码图像,对缺陷图像进行更新显示。
(4)统计界面:可以查询缺陷图像、统计故障信息以及统计管理等。
(5)设置界面:进行规格选择、相机设置、诊断管理、自动校准、密码管理等系统参数的设置。
(6)实验室界面:相机的实时图像以及输入、输出信号的当前状态会在该界面进行显示。
3 检测系统的设计
主要由一个小包及一个条盒图像采集组件和控制器组成隐形喷码检测系统,小包图像采集组件安装在包装机辅机双包通道上,条盒图像采集组件安装在条盒喷码通道上,如图1所示。
小包图像采集组件通过光源对双包通道中的上排烟包喷码表面进行照明,条盒图像采集组件通过光源对条盒喷码表面进行照明,工业相机对待检烟包的喷码部分图像进行采集并经初步处理后传送给控制器。控制组件、带触摸屏的彩色液晶屏以及母板构成控制器。图像采集组件采集的图像数据可以通过控制组件的图像处理技术进行处理并对喷码是否存在缺失进行判别,相应电平信号会基于判断结果向包装机组控制系统发送,通过修改控制程序,实现缺少小包透明纸喷码时,包装机自动剔除并停机,条包喷墨缺少时,条烟提升机自动停机功能。
3.1 硬件设计
3.1.1 控制器
控制器主要由工控板、接口板组成,其原理框图如图2所示。
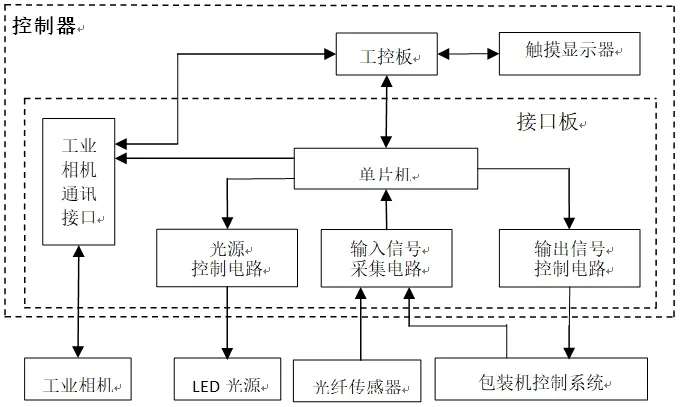
图2 控制器原理框图
3.1.2 工控板
操作系统及上位机软件可以通过工控板运行,基于PCI Express总线的COM Express模块可以在本系统自己设计的载板上进行安装,可以提供包括视频,音频,以太网,存储和USB等功能接口。系统需要的USB、以太网等接口可以通过COM Express模块的接插件与接口板相连而指引出。此外由于COM Express模块采用了行业标准,未来的硬件升级只需要通过简单地更换COM Express模块来实现,大大降低了硬件的升级成本。
3.1.3 接口板
作为工控板的外围扩展-接口板,其主要包括七个部分,分别是固态硬盘、输入、输出信号采集电路、工业相机通讯接口、光源控制电路、电源电路等。开启光源和曝光工业相机是上位机软件的控制命令,主要由单片机负责执行。光源控制电路,为保持稳定的光源控制光源的开关,并为LED光源提供恒流源。输入、输出信号采集电路的主要功能如下:接收信号-接收包装机控制系统及光纤传感器发送来的检测触发信号和发送信号-根据检测结果向包装机控制系统发送剔除信号。
电源电路由+12V、+5V、+3.3V直流电源转换电路组成,COM Express模块、工业相机等工作所需的电源对+24V直流电源进行转换。
3.2 软件设计
隐形喷码检测系统软件主要包括两部分,即对组件上位机软件和控制组件接口板软件的控制。
3.2.1 控制组件上位机软件
控制组件上位机软件主要的功能包括两方面,一是对显示系统的运行信息进行操作,二是用户的参数设置根据触摸屏进行响应。针对操作系统,我们选用Windows XP,以Visual Studio 2005作为此软件的开发环境,依靠C#语言展开软件的开发。针对采集的图像主要采用图像处理技术进行判断,此外工业相机与接口板上的通讯都是由控制器上位机软件控制。
3.2.2 控制组件接口板软件
控制组件接口板软件是承担对外围设备开展相关操作的软件,主要通过控制组件上位机软件的命令进行完成。实现的功能主要包括两方面:一是进行诊断采集系统输出的相关信号;二是控制设备运行时LED的照明及拍照。同时控制组件接口板控制软件以利用C语言的设计思路,达到了更为便利的设备维修及较高的开发效率。
在控制组件接口板控制软件的设计上,单片机自带的USART接口通过57600bps的波特率与控制组件上位机软件展开通讯。本系统的专用通讯协议基于工业控制领域的原则,采用了Modbus通讯协议。
4 项目的实施及效果
4.1 实施情况
项目经过方案设计论证与采购,于2014年11月在GDX2-14#安装与调试。小包图像采集组件成功安装在包装机辅机双包通道和条包输送通道上,如图3、4。
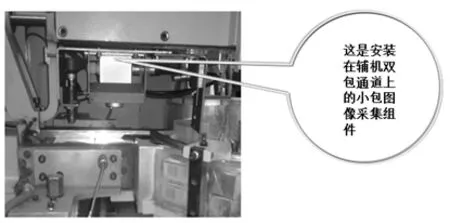
图3 辅机双包通道的小包图像采集组件
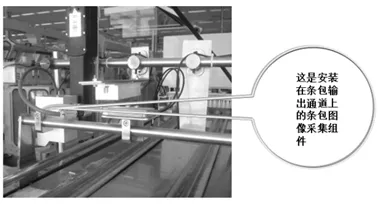
图4 条包输送通道的条包图像采集软件
图像采集软件进行采集图像时,依据图像处理技术对其进行处理并判断所采集图像是否存在喷码缺失等问题,向包装机组控制系统发送相应电平信号。下图5为图像控制器。
4.2 实施效果

图5 图像控制器
在GDX2-14#机组上加装小包透明纸喷墨检测装置及条盒透明纸检测装置,小包喷墨检测装置实现缺随烟包的自动剔除,当出现连续4包喷墨缺陷烟包时会自动停机并显示故障。条盒透明纸纸检测装置,缺少喷墨时,立即停止输送带运作,并与CH联机,进行屏幕报警提示。
喷墨故障主要有以下几种情况:
(1)缺少喷码字符,如图6所示。
(2)喷码字符缺失,如图7、8所示。
图6 无喷码字符

图7 喷码字符缺失
图8 喷码字符缺失
项目实施后,减少了操作人员因观察喷墨带来的视觉疲劳,实现了对隐形喷码的检测与缺陷烟包的自动剔除,提高了检测的可靠性,降低了因人工观察不及时造成的质量事故,效果显著,具有较大的推广意义。
5 结语
本文基于现有隐形喷码检测装置存在的问题,进行了新的设计-机器视觉技术的隐形喷码检测装置,解决了检测精度低与人机交互性差的问题,同时改变了整体对喷码区域,无法进行检测单个字符缺失的问题。此外,又开展了图像采集技术和处理技术等研究,从而有效监测隐形喷码的完整性。
