JB/T 13082—2017《有色合金铸造用无机粘结剂覆膜湿态砂》解读
2018-10-11本刊
工业和信息化部于2017年1月9日发布了JB/T 13082—2017《有色合金铸造用无机粘结剂覆膜湿态砂》。该全国铸造标准化技术委员会 (SAC/TC 54)归口,由重庆长江造型材料(集团)股份有限公司牵头起草,珠海市斗门福联造型材料实业有限公司、苏州兴业材料科技股份有限公司、武汉力发化工有限公司参加起草,于2017年10月1日实施。该标准为首次发布。
1 JB/T 13082—2017编制原则
标准制定工作遵循 “面向市场、服务产业、自主制定、适时推出”的原则,JB/T 13082—2017制定与技术创新、试验验证、产业推进、应用推广相结合,统筹推进。在标准的编写结构和内容编排等方面依据 “标准化工作导则、指南和编写规则”系列标准的要求;JB/T 13082—2017确定的分析方法既要操作简易,又要能快速准确的分析样品的成分。
JB/T 13082—2017制定既考虑到无机粘结剂覆膜湿态砂的生产工艺特点及产品特性,又充分兼顾下游产品的实际需求,力求科学、公正、权威、简单易行,起到指导国内造型材料企业的生产和服务于铸造行业的作用,以期达到合理适用的目的。
标准的制定原则是:技术质量水平先进、操作简便、仪器通用、科学适用、系统误差和人为误差小、造型材料企业和铸造生产企业都适用并容易推广执行。
2 标准适用范围
JB/T 13082—2017规定了有色合金铸造用无机粘结剂覆膜湿态砂的术语和定义、分级和牌号、技术要求、试验方法、检验规则、包装、标志、运输和贮存。该标准主要适用于有色合金铸造用热芯盒制芯 (型)的以硅酸盐为粘结剂覆膜的湿态砂。
3 标准主要内容
(1)术语和定义
JB/T 13082—2017中说明了无机粘结剂覆膜湿态砂、热态抗弯强度、热态抗拉强度、抗吸湿性、流动性、残留强度的定义,其中热态抗弯强度和热态抗拉强度的定义与JB/T 8583—2008《铸造用覆膜砂》类似,但是由于用无机粘结剂覆膜的湿态砂与有机树脂覆膜砂的材料特性的不同,其固化温度和保温时间有所不同。
(2)分级和牌号
无机粘结剂覆膜的湿态砂用的是硅酸盐粘结剂,粘结剂中除去水分之外,其灼减很低,所以在分级和牌号中取消了灼减的分级;同时由于硅酸盐粘结剂覆膜的湿态砂的流动性相对于现行的热芯盒树脂覆膜砂明显较差,与冷芯盒树脂覆膜砂相比流动性相对较低,但流动性又直接影响到制芯的难易,所以在标准中增加了流动性的分级。而常温抗弯强度的分级中硅酸盐粘结剂砂的分级只做到了5MPa,主要是因为无机粘结剂不像有机粘结剂,在高温下不燃烧,所以5MPa的最高分级已经足够用于各种制芯及浇注中。无机粘结剂覆膜湿态砂按常温抗弯强度分级见表1,按流动性分级见表2。
(3) 技术要求
1)有色金属铸造所用的以无机粘结剂覆膜的湿态砂必测性能指标中常温抗弯和热态抗弯强度的测试方法与JB/T 8583—2008类似,测试试样的尺寸是一样的,采用温芯盒射芯机制备,模具加热温度为 160℃±5℃,射砂压力为0.50MPa±0.05MPa,保温80秒 (通过不同保温时间试样的强度和水分含量来确定的,80秒时热态抗弯强度达到最大,砂芯水分含量最低)后取出,10秒钟内测试即为热态抗弯强度,放至室温时测试即为常温抗弯强度。

表1 常温抗弯强度分级

表2 流动性分级
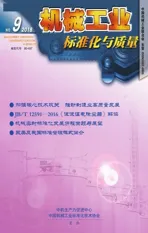
模具温度和保温时间是根据图1、图2、图3优化得到的,见下文图1、图2、图3。从图1不同温度加热80秒的抗弯强度变化曲线可以看出,在160℃时的即时强度和常温强度均达到了最大值,所以确定模具温度为160℃;图2和图3是在160℃条件下,不同的固化温度砂芯的抗弯强度和水分的变化情况,图2中可以看出在固化时间为80秒时常温抗弯强度达到了最大值,热态抗弯强度可以达到开模的要求,并且在80秒后的增速很小,同时在80秒时砂芯水分也基本上达到了最低值,不影响后期砂芯存放时的吸潮问题。故最终选择模具温度为160℃,保温时间为80秒。
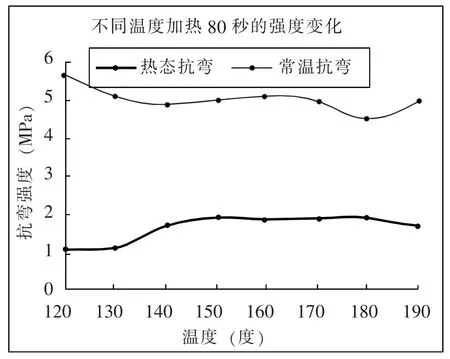
图1 不同温度加热80秒的抗弯强度变化
2)有色金属铸造用无机粘结剂覆膜湿态砂必测性能指标流动性的测试采用侧孔质量法,采用锤击式制样仪,在φ50mm的试样筒 (内壁光滑)的侧面开有一个φ12mm的小孔 (圆心到试样筒底的高度为16mm),试验前先用柱塞塞住,称取185g湿态砂倒入试样筒中,放在制样机上,拔去柱塞后冲击10次。用顶柱将试样顶出。然后将留在孔中的型砂刮下同被挤出的砂子一起称量,其质量m即为湿态砂的流动性。小孔中漏出的砂越多,说明湿态砂的流动性越好。这种测试方法基本上可以反映型砂充填砂型轮廓、凹槽的能力以及它的吹射性。
图2 160℃抗弯强度随固化时间的变化

图3 160℃抗弯砂芯水分随固化时间的变化
3)有色金属铸造用无机粘结剂覆膜湿态砂选测性能指标中常温抗拉和热态抗拉强度的测试,用 “8”字型标准试样,试样的尺寸按GB/T 2684—2009《铸造用砂及混合料试验方法》中规定的覆膜砂 “8”字型标准试样尺寸执行,同抗弯强度制样一样采用温芯盒射芯机,试样的加热温度、射砂压力和保温时间保持与抗弯强度的制样条件一致,先将模具加热至160℃±5℃,然后通过射砂装置将砂由砂筒射入模具内,射砂压力为0.50MPa±0.05MPa,保压时间为5s,刮平模具上多余的砂,开始计时,保温80s±2s后取出试样,立即测试即为热态抗拉强度,放至室温时测即为常温抗拉强度。
4)有色金属铸造用无机粘结剂覆膜湿态砂选测性能指标中发气量的测定温度为750℃,采用无机粘结剂覆膜湿态砂常温抗拉强度试样断口处磨下来的砂子作为测定发气量的试样,有色金属浇注的温度为750℃左右,所以选择浇注温度测试其发气量对于铸造的指导意义比较大。
5)考虑到该产品的特殊性、国内的实际生产情况和用户的要求,抗吸湿性在本标准中也做了规定。我国幅员辽阔,地域气候环境差异较大,北方地区通常气候干燥,而在南方夏天湿度比较大,采用在25℃,下面加氯化钾饱和溶液的干燥器 (湿度85%)中放置不同时间后测试基本可以满足不同区域的应用环境,测试数据见表3。

表3 砂芯在25℃、85%湿度条件下,不同放置时间的抗拉强度 (常温抗拉:2.38MPa)
从表1的数据可以看出,1h强度下降率为1.3%~20.2%,不影响使用;8h时强度下降率为19.7%~36.6%, 抗拉强度为1.51MPa~1.91MPa,也是可以满足组芯的要求的;但是超过8h到24h测试时其砂芯强度的下降率为72.7%~91.6%,此时已不能使用,没有实际指导意义,所以规定抗吸湿性的指标测试采用25℃,下面加氯化钾饱和溶液的干燥器中放置8h时的强度下降率。表1中数据显示8h时强度下降率为19.7%~36.6%,故规定在25℃,下面加装氯化钾饱和溶液的干燥器中放置8h时的硅酸盐粘结剂砂的砂芯抗拉强度下降率小于40%。按照表1数据的原强度是2.38MPa,强度下降40%后剩下1.43MPa,也是可以满足组芯要求的,这个强度在浇铸中也是可以满足要求的,因为其在高温下不会像有机树脂覆膜砂那样燃烧,强度下降没有那么陡。
6)有色金属铸造用无机粘结剂覆膜湿态砂选测性能指标中残留强度是用来衡量无机粘结剂覆膜湿态砂的溃散性的,我们也可以用溃散率来表示,但考虑到直接使用残留强度绝对值相对较可操作,也具有可靠性,所以最终选择用残留强度来表示无机粘结剂覆膜湿态砂的溃散性。采用“8”字型标准试样,试样的尺寸按GB/T 2684—2009中规定的覆膜砂 “8”字型标准试样尺寸执行。采用温芯盒射芯机,先将试样模具加热至160℃±5℃,然后通过射砂装置将砂由砂筒射入模具内,射砂压力为 0.50MPa±0.05MPa,保压时间为5s,刮平模具上多余的砂,开始计时,保温80s±2s后取出试样放至室温后,分别测得不经处理和在750℃±20℃马弗炉烧30min后的常温抗拉强度,记为F3、F4。F4即为该无机粘结剂覆膜湿态砂的残留强度。如果用溃散率来表示,则溃散率的计算方法为:溃散率=100%× (F3-F4)/F3。通过大量的应用测试,残留强度≤0.2MPa时,出砂性可以满足要求,故该指标要求残留强度≤0.2MPa。
7)有色金属铸造用无机粘结剂覆膜湿态砂的平均细度由供需双方协商确定,该指标根据无机粘结剂覆膜湿态砂的应用范围不同而不同,只能通过控制原砂的粒度来控制产品的粒度。
4 解决的主要问题
随着经济的不断发展,我们生存的环境日益恶化,全球气温逐渐升高,很多物种濒临灭绝,给生态平衡造成了严重影响。环境保护和可持续发展势在必行,铸造生产必须向绿色生产发展,依靠科技进步,寻求环境友好型造型材料,提高工艺技术水平,以减少对环境的污染。无机粘结剂覆膜湿态砂在铸造过程中,价格低廉,原料易得,耐高温强,并且在铸铝件过程中溃散性能高,整个铸造过程中无有害气体排放,对于减少环境污染有很大的促进作用。本标准中规定的技术指标是经过很多次实验验证得到的结果,方法简单易行,准确可靠。
本标准中的无机粘结剂覆膜湿态砂在生产应用中具有非常优异的环保性,在制芯温度条件下几乎没有有毒气体放出,可以显著改善制芯车间内工人的工作环境,目前该产品已经在重庆、四川、湖北、江苏等地广泛应用,使用了无机粘结剂覆膜湿态砂后,铸造工厂真正做到了绿色化生产,无居民投诉,工人健康得到了有效保障,所以制定本标准是必须的也是行业所需要的。
随着21世纪人们环保意识的增强,国家环保法规的不断实施,影响铸造业发展的环境污染,特别是造成严重污染源的造型材料,已引起了国际铸造工作者的高度关注。从20世纪90年代以来,由于有机树脂砂的化学污染对其应用产生了置疑,国外,如德国和美国,就先后开展了对无污染的环保型无机砂工艺的广泛研究,在克服其固有缺点,发扬其优势等方面,取得了卓有成效的进展。
最近几年里,我国的铸造工厂面临的环保压力也越来越大,迫使人们寻求石油产品的替代品,对各种无机粘结剂制备的无机砂重新进行了评价,克服其自身的缺点,并取得与树脂合成砂相仿的性能,其成功应用必将使铸造行业的环境问题得到彻底的改变。所以要从根本上解决铸造工厂的环境问题,用无机粘结剂替代有机粘结剂必将是未来发展的必然趋势。为此,重庆长江造型材料 (集团)股份有限公司投资研发了有色金属铸造用无机粘结剂覆膜湿态砂,该湿态砂在造型制芯、浇铸及清理过程中无有害气体排放,无粉尘产生,节约资源,且能满足使用的要求,对铸造环境的改善具有积极的社会和经济作用。该产品具有混砂、制芯、浇注全过程无毒、无害、无污染、无粉尘、成本低等优点。有色金属铸造用无机粘结剂覆膜湿态砂产品标准在国内外还是空白。本标准适用于有色金属铸造用热芯盒制芯 (型)的无机粘结剂覆膜湿态砂。
5 主要试验 (或验证)情况分析
在标准制定过程中,项目组首先召集全体项目成员及协作单位相关技术人员召开了项目组第一次会议,就有色合金铸造用无机粘结剂覆膜湿态砂生产特点以及在使用过程所面临的问题和新的需求进行了充分的研讨,提出了标准的制定原则和要达到的预期效果。作为无机类粘结剂制备的型砂工艺,长期以来市场规模化被较为广泛的应用于铸钢的无机粘结剂中以硅酸盐类无机粘结剂中的硅酸钠 (水玻璃及其水玻璃改性)型粘结剂最为易见。项目组收集了来自于市场中已有的各种无机湿态砂企业提供的50个铸造用湿态砂的测试样品,获得试验数据近2000个,结合生产实际确定各项目指标值。经过反复讨论,结合行业实际情况,形成了 《铸造用无机湿态覆膜砂》行业标准征求意见稿。
将此初稿先后在七家使用无机粘结剂覆膜湿态砂铸造生产企业进行了工业验证,共验证10万件产样品,获得验证数据近一万多个,从统计结果的分布来看,湿态砂常温抗弯强度实测值小于等于2.0MPa的样品占样品总数的3%,大于2.0MPa且小于3.0MPa的样品占样品总数的18%,大于3.0MPa且小于4.0MPa的样品占样品总数的28%,大于4.0MPa且小于5.0MPa的样品占样品总数的35%,大于5.0MPa的样品占样品总数的16%。但考虑到无机湿态覆膜砂砂芯的吸潮性较强,如果原来强度是2.0MPa,强度下降40%后剩下1.2MPa,可以满足组芯要求,这个强度在浇铸中也是可以满足要求的,因为其在高温下不会像有机树脂覆膜砂那样燃烧,强度下降没有那么陡。但由于无机湿态覆膜砂的韧性不足,所以适当提高了无机湿态的强度分级要求,最低强度需大于3.0MPa。再在此基础上设定三个等级,分别为5级、4级、3级 (详见本标准),根据不同的需要确定等级。经验证本标准所规定的技术指标是合理的适用的,可以保证生产应用的质量和成本。
6 预期达到的社会效益、对产业发展的作用等情况
本标准水平为国内先进水平。本标准的制定,使有色金属铸造用无机粘结剂覆膜湿态砂的质量控制和质量监督有标准可依,有利于企业与管理部门在产品质量管理方面的协调统一。
本标准的实施,规范了有色金属铸造用无机粘结剂覆膜湿态砂的检测,为无机粘结剂覆膜湿态砂的生产企业实现标准化,规模化生产提供了有力的技术支撑。
标准的制定为无机粘结剂覆膜湿态砂的生产、质量检验提供技术依据。为规范行业行为,行业管理,对促进造型材料产业的技术进步、产品的升级起到极积作用,为铸造行业发展营造了良好的社会环境,取得了较好的成效,使铸件生产企业彻底摆脱污染,为实现绿色化生产奠定了基础。