化学蚀刻废磷酸制备饲料级磷酸脲的研究
2018-10-09周兆安唐瑜钟徐丽阳
周兆安,唐瑜钟,徐丽阳
(深圳市深投环保科技有限公司,广东深圳518049)
蚀刻操作过程中蚀刻液被消耗或者纯度下降时,需要进行置换,会产生大量含磷酸的蚀刻废酸。废磷酸蚀刻液属于强酸腐蚀性危险废液,未经处理的蚀刻废液排放后会引起土壤酸化,水体富营养化等严重的环境污染,对人类的日常生活造成很大影响[1]。对于混合物中磷酸的提取或者利用,国内外都做了大量研究工作,主要包括萃取分离法[2-5]和化学沉淀法[6-8]等方法。 其中,萃取分离法有日本专利[3-4]报道过采用萃取法从醋酸-硝酸-磷酸系混酸废液中分离回收磷酸,取得较好的分离效果。李雯等[5]研究了磷酸三丁酯/N235/DT-100萃取体系对光电行业废磷酸蚀刻液萃取除杂效果,研究结果表明,磷酸三丁酯/N235/DT-100萃取体系中三者体积比为4∶1∶5,相比为1∶1,萃取时间为10 min时为较优的萃取条件,磷酸回收率为93.80%,硝酸去除率为82.65%。萃取法最大的不足在于萃取法投资大,磷酸产品附加值低,废水量大。化学沉淀法研究比较多,其中主要的产品有磷酸氢钙和磷酸一铵,例如:陈志传等[6]提出了化学抛光废磷酸综合利用制备农用级磷酸氢钙和饲料级磷酸氢钙的工艺,取得较好的效果;王卫红等[7]提出了利用磷酸-硝酸-醋酸废液制备肥料级磷酸铵浓缩液的方法;吴文彪[8]研究了利用薄膜晶体管液晶显示器(TFT-LCD)磷酸蚀刻废液制备饲料级磷酸氢钙。但磷酸氢钙和磷酸一铵的市场较为饱和,产品附加值低,同时会有较多的废水废渣产生。
本文提出了一些新的综合利用思路[9-10],即采用化学蚀刻废磷酸制备附加值更高的磷酸脲产品,并通过条件实验对合成磷酸脲的工艺进行优化,最终磷酸脲产品达到饲料级的要求。
1 实验部分
1.1 实验原料
本研究所用原料为化学蚀刻废磷酸,废磷酸主要成分及杂质如表1所示。
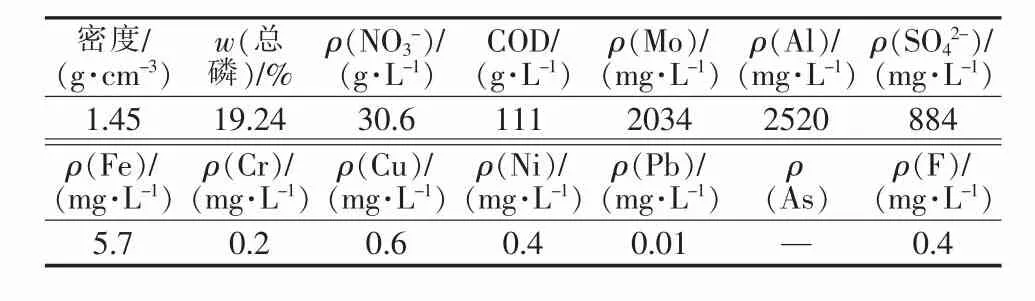
表1 废磷酸蚀刻液组成及含量
其他主要试剂:工业级尿素(质量分数≥98%),磷酸脲晶体(由分析纯原料自制)。
1.2 实验原理
磷酸脲是由磷酸和尿素反应所得的一种氨基结构的配位化合物,化学反应方程式为:

1.3 实验方法
取150 g的化学蚀刻废磷酸加到烧杯中,并置于恒温水浴锅内,开启搅拌并加热至反应所需的温度;再缓慢加入一定剂量的尿素,搅拌溶解并与磷酸反应;待反应时间达到后取出烧杯,视情况加入少量磷酸脲晶种,冷却至25℃之后再继续结晶一定时间;最后过滤分离得到磷酸脲结晶产物和结晶母液。结晶母液中磷酸根的离子浓度采用重量法(GB/T 2091—2008《工业磷酸》)来测定,重金属离子通过稀释后用 ICP-AES(Vista MPX Varian 700-ES 型)测定。采用X射线衍射仪(XRD-6000型)对磷酸脲的晶型进行表征;按照NY/T 917—2004《饲料级磷酸脲》检测标准对所得的磷酸脲的各项指标进行表征。
2 结果与讨论
2.1 磷酸脲溶解度及产品收率
磷酸脲的溶解度大小直接关系到磷酸与尿素合成磷酸脲过程中磷酸的收率。目前大部分的文献查阅到的磷酸脲在水中46℃时的溶解度为202 g/L[11]。而在实验过程中发现磷酸脲的实际溶解度远大于该数值,但与杨帆等[12]测定的结果相近。 根据杨帆等[12]研究所得数据,计算得到磷酸脲的溶解度如表2所示。由表2数据可知,磷酸脲的溶解度随温度的升高而增大,因此磷酸与尿素合成磷酸脲过程中磷酸的收率与冷却温度关系密切,冷却温度越低磷酸收率越高。

表2 不同温度下磷酸脲溶解度及饱和溶液浓度
为了更好地研究其他反应条件对磷酸脲合成过程的影响,本文冷却温度统一设定为25℃,为了让反应后的溶液均能有效结晶且又不影响磷酸的回收率,统一添加0.005%的磷酸脲晶体作晶种。
此外,通过搅拌可以控制产品的平均粒度,适当地增强搅拌可以降低溶液的过饱和度,使其不致超过饱和极限,有利于结晶,提高产物收率。本文考虑到实际小实验设备的搅拌效果,统一采用300 r/min。
2.2 磷酸脲合成实验
2.2.1 反应温度对磷酸回收率的影响
实验条件:n(尿素)/n(P)为 1.0、反应时间为60 min、搅拌速度为300 r/min、冷却结晶24 h,实验考察了不同反应温度对磷酸回收率的影响并记录了相关实验现象,结果见图1和表3。

图1 反应温度对磷酸回收率的影响
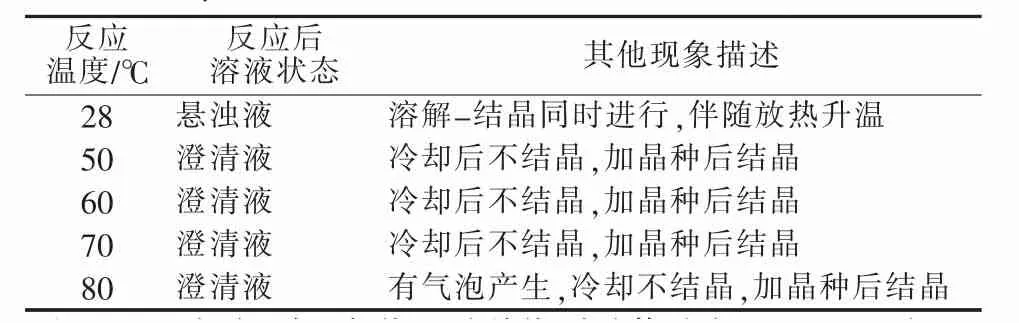
表3 不同温度下磷酸脲合成实验现象
由图1可以看出,随着温度的升高,磷酸回收率呈上升趋势,当反应温度为60℃时达到最高值,约为69.63%,随后当温度进一步升高时磷酸回收率反而稍微下降。这是因为尿素的溶解是吸热反应,尿素与磷酸合成磷酸脲和磷酸脲结晶均为放热反应,根据化学反应速度理论可知,加热会加速尿素的溶解并且可以使反应物分子活化,从而有利于加快磷酸脲合成反应。但是一般化学反应都存在一定的可逆性,由平衡方程可知当温度过高时,反应逆向进行,会造成产物分解。并且尿素的热稳定性相对较差,温度过高时原料尿素会有一定量的分解,造成原料的浪费[13]。考虑上述原因以及实际生产节能的需要,实验选择适宜的反应温度为60℃。
2.2.2 反应时间对磷酸回收率的影响
磷酸与尿素合成制备磷酸脲的过程中尿素溶解较为缓慢,因此若反应时间不足会对产品产率造成很大影响。其他条件不变,考察了不同反应时间对磷酸回收率的影响,结果见图2。由图2可见,磷酸的回收率随着反应时间的延长而提高,当反应时间从20 min延长至100 min时,磷酸回收率从67.71%增加至70.54%,增幅较小;实验过程中缓慢往废磷酸溶液中加入尿素,加料完后几分钟内尿素就可以完全溶解于磷酸形成均匀的混合液,溶解反应速度快而且彻底;而延长反应时间会使得废磷酸内容易挥发的组分醋酸挥发,反应时间越久挥发量越大,进而会有浓缩废磷酸的作用,从而表现为磷酸脲的产量更大,磷酸回收率更高。综合产品回收率及操作效率等方面考虑,实验选择适宜的反应时间为60 min。

图2 反应时间对磷酸回收率的影响
2.2.3 n(尿素)/n(P)对磷酸回收率的影响
其他条件不变,考察了不同 n(尿素)/n(P)对磷酸回收率及尿素利用率的影响,结果见图3。由图3可知,当原料配比达到理论配比之前磷酸回收率随着n(尿素)/n(P)的增加而快速升高,随后增长放缓。但尿素的利用率却一直随着n(尿素)/n(P)的增大而降低。 实验中发现,当n(尿素)/n(P)过低时,过滤后的产品往往含有少量磷酸,干燥困难;而尿素用量过多的话,反应后的溶液黏度较大,不利于产品的过滤,且产品经检测后发现氮元素含量明显升高。因此,实验选择适宜的 n(尿素)/n(P)为 1.0,此条件下得到的磷酸回收率和尿素利用率均较高,合成的产品质量较好。

图3 n(尿素)/n(P)对磷酸回收率及尿素利用率的影响
2.2.4 结晶时间对磷酸回收率的影响
其他条件不变,考察了料液25℃水浴冷却结晶时间对磷酸回收率的影响,结果见图4。由图4不难看出,随着冷却结晶时间的增加,磷酸的回收率逐渐增加,当冷却结晶时间为4 h时,磷酸的回收率达到68.71%;随着反应时间进一步增加,磷酸回收率变化趋于平缓。由结晶动力学可知,磷酸脲冷却结晶时间太短,不利于晶体长大,冷却结晶时间过长,生产效率太低。因此,冷却结晶时间以4 h为宜。

图4 结晶时间对磷酸回收率的影响
2.3 磷酸脲产品性能的表征
通过详细考察了各因素对磷酸脲合成过程的影响,确定了反应的最佳工艺条件:n(尿素)/n(P)为1.0、反应温度为60℃、反应时间为60 min、搅拌速度为300 r/min、冷却结晶4h、冷却结晶温度为25℃。在最佳条件下合成磷酸脲产品,并对所得产品进行表征。2.3.1 磷酸脲产品的X射线衍射分析
对产品进行X射线衍射分析,结果见图5。从图5可以看出,所得产品的XRD谱图特征衍射峰都非常明显,与磷酸脲标准品(PDF#44-0815)谱图对比,所得产品的峰型和强度吻合度均较高,表明产品有较高的纯度。
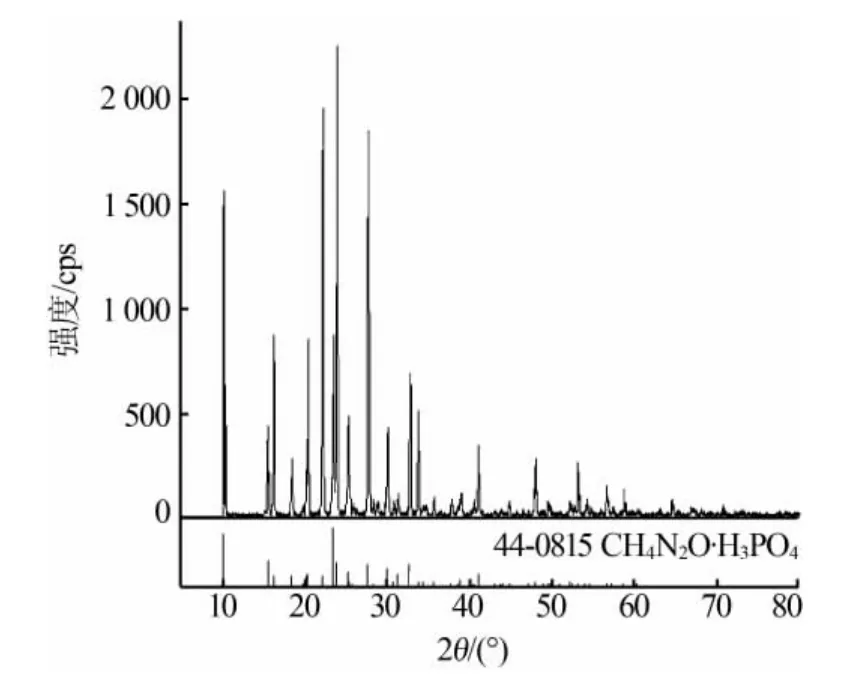
图5 合成产品XRD谱图
2.3.2 制得的饲料级磷酸脲与标准的对比
由本实验方案所得的产品按照农业行业标准NY/T 917—2004《饲料级磷酸脲》的检测标准对各项元素进行分析表征,所得结果如表4所示。
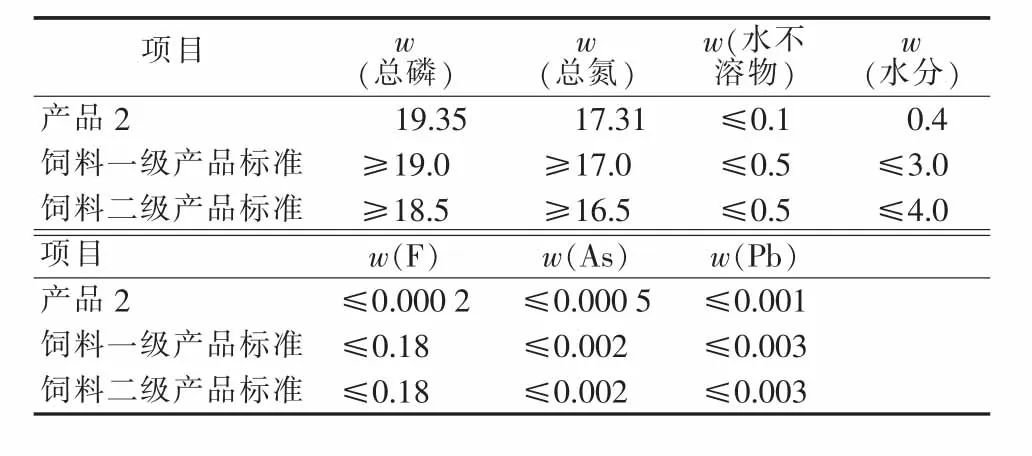
表4 磷酸脲产品各项参数 %
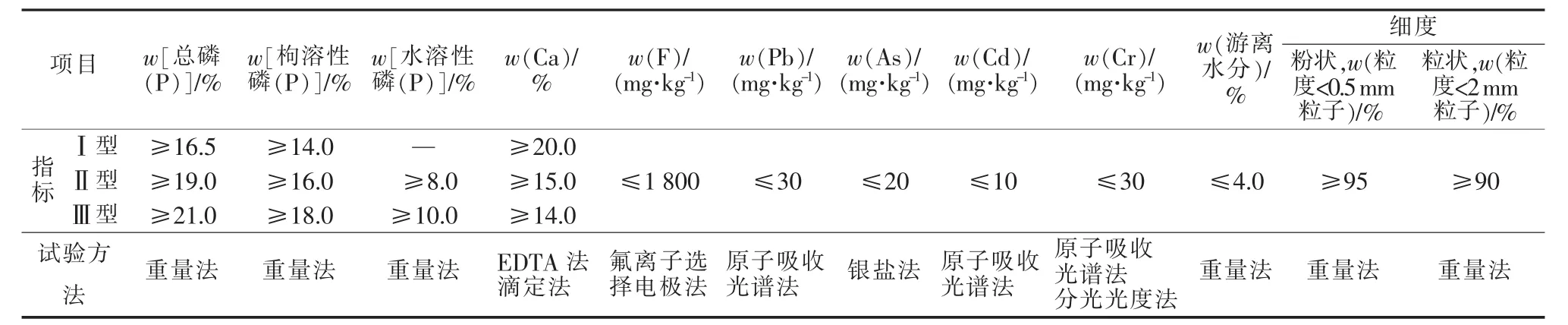
GB 22549—2017《饲料添加剂磷酸氢钙》国家标准
(中海油天津化工研究设计院有限公司 安晓英,李洁,李光明)
结果表明,本实验方法制取的磷酸脲产品各项指标均达到了农业行业标准NY/T 917—2004《饲料级磷酸脲》一级产品标准的要求。
3 结论
1)本文提出一种以化学蚀刻废磷酸和工业尿素为原料合成磷酸脲的工艺,经实验验证该工艺简单、可行、有效。2)采用化学蚀刻废磷酸制备饲料级磷酸脲的最佳工艺为:n(尿素)/n(P)为 1.0、反应温度为60℃、搅拌速率为300 r/min、反应时间为60 min、结晶温度为25℃、结晶时间为4 h。在此条件下,磷酸回收率为68.71%,磷酸脲产品达到饲料级磷酸脲的一级产品标准。
