盾构机主驱动密封跑道再制造
2018-10-09张佳兴
张佳兴
(中铁隧道局集团有限公司专用设备中心,河南洛阳 471009)
0 引言
近年来,国内地铁及城市综合管廊施工里程逐年攀升,作为其施工的主要设备——盾构机,发挥着越来越大的作用,国内盾构机保有量已超过2 000台套。盾构机适用性较为单一,基本以工程设计为依据进行设计,不具备普遍适用性,数量的增多造成部分盾构机闲置,不利于开展低碳环保施工。近年来部分制造及施工企业开展盾构机及零部件的再制造工作,一定程度上化解了盾构机闲置状况,开展再制造工作即使再制造后的设备达到或超越原机性能。主驱动是盾构机的核心部件之一,在盾构的使用过程中,由于主轴承密封唇口与密封滑道间长期的旋转和摩擦,密封唇口会在密封滑道相应位置造成一定的磨损。一旦造成密封与其滑道间形成较深的磨损,便会导致密封压缩量的减少,直接影响唇口的密封性能,从而造成更多泥砂渗透入主驱动润滑系统中,形成恶性循环,对整个主驱动密封系统造成更加严重的磨损,乃至对盾构机主轴承滚子、滚道及保持架造成损坏。因此,对盾构机再制造过程中磨损的密封滑道进行修复,是盾构机再制造的一个关键问题。
针对盾构机主驱动密封跑道的修复,大部分企业根据密封跑道磨损程度进行新制或修复,新制密封跑道不符合绿色在制造的原则,且新制成本较高,工期较长,不利于现场施工。因此,本文作者提出对盾构机主驱动密封跑道进行堆焊,采用车床对堆焊区域进行粗车、精车和磨削加工,对机加工后的主驱动密封跑道进行丙烷火焰炙烤退火,消除焊接及机加工产生的应力的修复方法进行主驱动密封跑道再制造,再制造后的主驱动密封跑道经过检测,符合新制结构件标准。与中铁号新机在相同的施工区域进行掘进施工,3.5 km后对修复后和新机的盾构机主驱动密封跑道进行检测,检测数据进行对比分析,结果表明:采用堆焊方法修复的盾构机主驱动密封跑道基本可以达到原机性能参数[1]。
1 设备使用及检测情况
1.1 使用情况
中铁隧道局集团有限公司保有的中铁某号盾构机于2010年10月购置并投入使用,截至目前已完成3个项目5个区间的掘进施工任务,累计掘进里程达8 102.36 m,使用情况如表1所示。
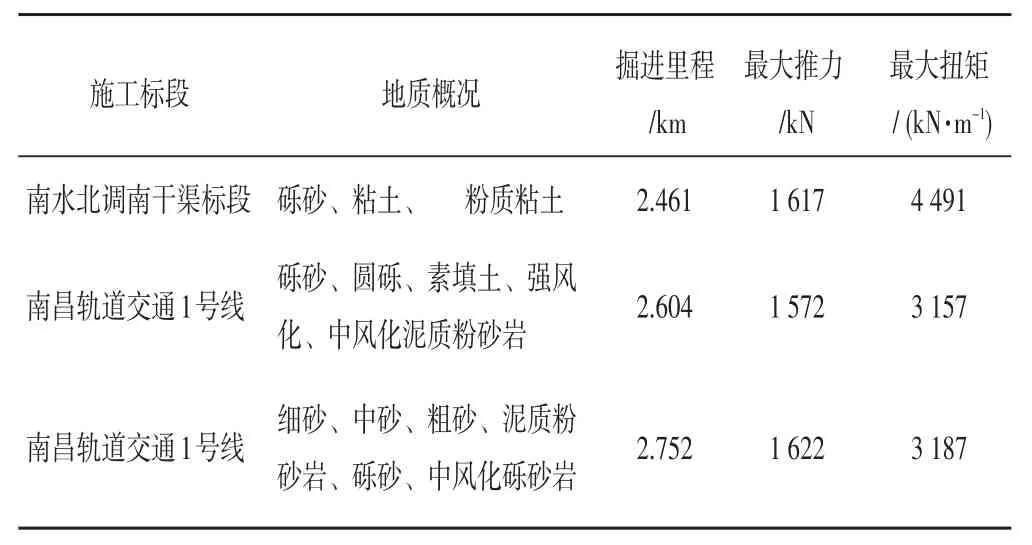
表1 中铁某号盾构机使用情况Table 1 use of an iron shield machine
1.2 检测情况
根据盾构机下一区间使用情况,对中铁某号盾构机进行再制造。再制造过程中,对主驱动内、外密封跑道进行拆机检测,分别检测主驱动密封跑道磨损情况和表面硬度,磨损位置示意图及照片如图1所示,每道磨损间隔120°取一个位置,3个检测值平均数取为该道磨损的具体数值,详细磨损检测数据如表2所示;将三道磨损间隔开的四道完好主驱动密封位置检测表面硬度[3],从上至下命名为第一道至第四道,每道间隔60°进行检测,共计6个检测点,详细硬度检测数据如表3所示。根据检测结果发现,主驱动外密封跑道第一道指型密封处最前端密封唇口处磨损严重,已不能继续使用,需要对主驱动密封跑道进行修复,表面硬度值在HB260~280;主驱动内密封跑道基本未磨损,可以继用。
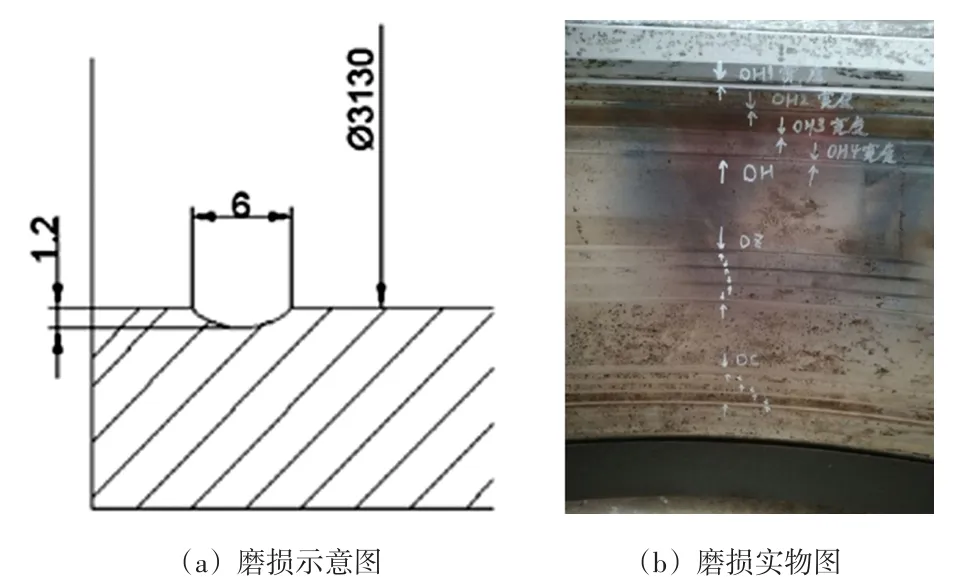
图1 主驱动外密封跑道磨损示意图Figure 1 Sketch map of main drive outer seal runway
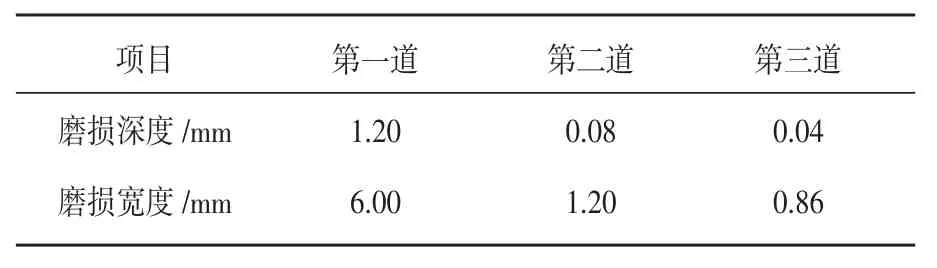
表2 主驱动外密封跑道磨损情况检测表Table 2 test table for wear condition of the main driven outer seal runway
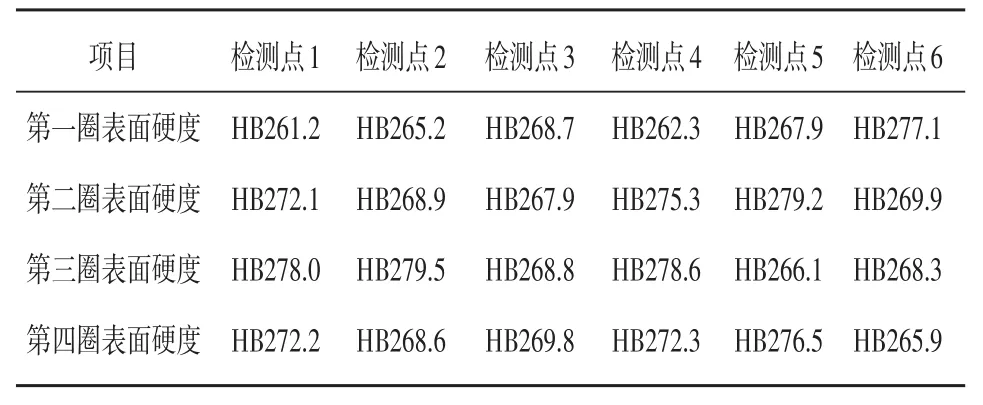
表3 主驱动外密封跑道表面硬度检测表Table 3 surface hardness test table for main drive outer seal runway
2 外密封跑道修复
2.1 预处理
用抹布对主驱动密封跑道进行清洁,擦除表面的油污等杂质,采用千叶片对锈蚀部位进行打磨,漏出金属本身光泽,用10%含量的草酸清洁打磨过的主驱动密封跑道,擦拭后在用干燥的抹布擦拭,保证跑到表面无残余草酸溶液。采用游标卡尺测量密封跑道厚度,根据测量结果在不同位置标注焊接高度,焊接高度比原有尺寸高出3 mm以上,之后将密封跑道固定在模具上,根据原有尺寸进行定位装卡。
2.2 堆焊
根据标注数据,对主驱动密封跑道进行堆焊[7],堆焊采用氩弧焊机加铁基堆焊耐磨焊丝进行,焊前对焊接部位进行丙烷火焰炙烤预热,焊接参数如表4所示,焊接结束后在自然条件下冷却,焊接时应在无尘车间进行,环境相对湿度≤60%。
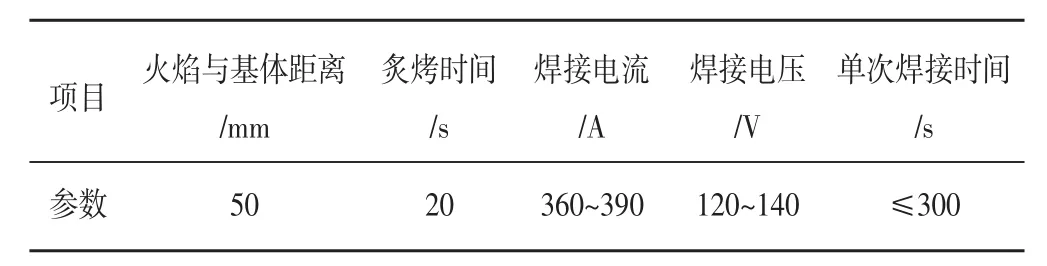
表4 主驱动密封跑道炙烤及焊接参数Table 4 the main runway burn driving sealing and welding parameters
2.3 机加工
根据模具对主驱动密封跑道的定位,对主驱动密封跑道进行精车,单次车削厚度≤0.5 mm,每次车削后测量主驱动密封跑道的厚度,当厚度大于基准厚度在1 mm左右时,停止车削,采用磨床进行磨削加工,直至达到原始尺寸,车削及磨削加工[4]参数如表5所示。
2.4 热处理
采用丙烷氧气火焰,对机加工后的主驱动密封跑道进行炙烤,炙烤采用中焰进行,四把割枪同时进行,单次火焰停留时间不超过1 min,往复炙烤30 min,炙烤过后在自然环境下冷却,环境温度大于或等于18℃,环境相对湿度小于或等于30%。
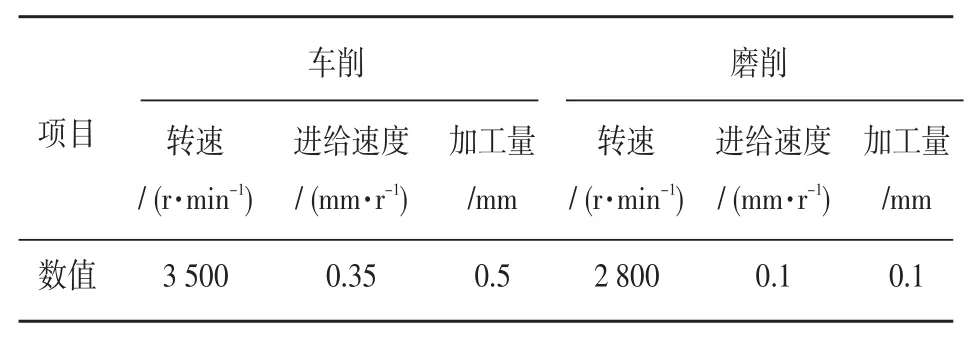
表5 车削及磨削加工参数表Table 5 turning and grinding parameters table
3 检试及分析
对采用堆焊技术修复的密封滑道表面进行检测分析,了解堆焊层残余应力、表面质量、表面硬度等项目参数,从而评价修复效果。
3.1 表面着色渗透探伤
由于堆焊过程中容易产生微裂纹,而滑道修复位置需长期承受相对滑动,故修复完成后需要对修复位置进行严格检查。渗透探伤[8]是检验表面开口缺陷的常规方法,渗透探伤的基本原理是在被检工件表面涂上某种具有高渗透能力的渗透液,利用液体对固体表面细小孔隙的渗透作用,使渗透液渗透到工件表面的开口缺陷中,然后用水或其它清洗液将工件表面多余的渗透液清洗干净,待工件干燥后再把显像剂涂在工件表面,利用毛细管作用将缺陷中的渗透液重新吸附出来,在工件表面形成缺陷的痕迹,经着色渗透探伤检测,判断修复后的主驱动密封是否符合使用要求。
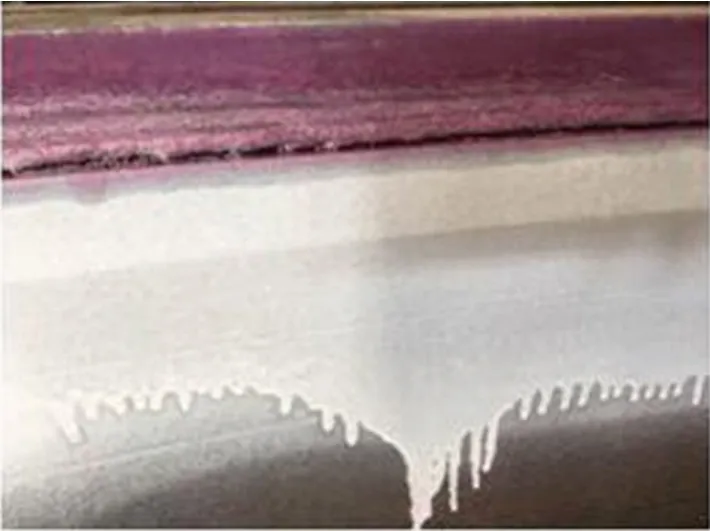
图2 着色渗透探伤结果Figure 2 coloring penetration test results
3.2 表面残余应力检测
采用DD-12型便携式X射线应力测定仪,在试样中心位置选择测点,进行残余应力测试,并由仪器自动生成残余应力值。残余应力测量原理基于X射线衍射理论。当一束特定λ波长的X射线照到试样表面上时,会在一定角度2θ上接收到反射的X射线强度极大值(即衍射峰),X射线波长λ、衍射晶面间距d和衍射角2θ之间遵从布拉格衍射定律:2dsinθ=nλ(n=1,2,3,…)。在特定λ波长的条件下,布拉格定律把宏观上可以测量的衍射角2θ与微观的晶面间距d建立关系。当材料中有应力σ存在时,其晶面间距必然随晶面与应力相对取向不同而变化。按照布拉格定律,衍射角2θ也会相应改变。因此可以通过测量衍射角2θ随晶面取向不同而发生的变化来求应力σ。随机分别选择密封跑道部位进行应力测试,同时进行剥层处理,获得深度方向残余应力值[2],具体结果如表6所示。根据检测结果分析,修复后的主驱动密封跑道残余应力在合理范围内(经验分析),可以继续使用。

图3 残余应力测试Figure 3 residual stress test
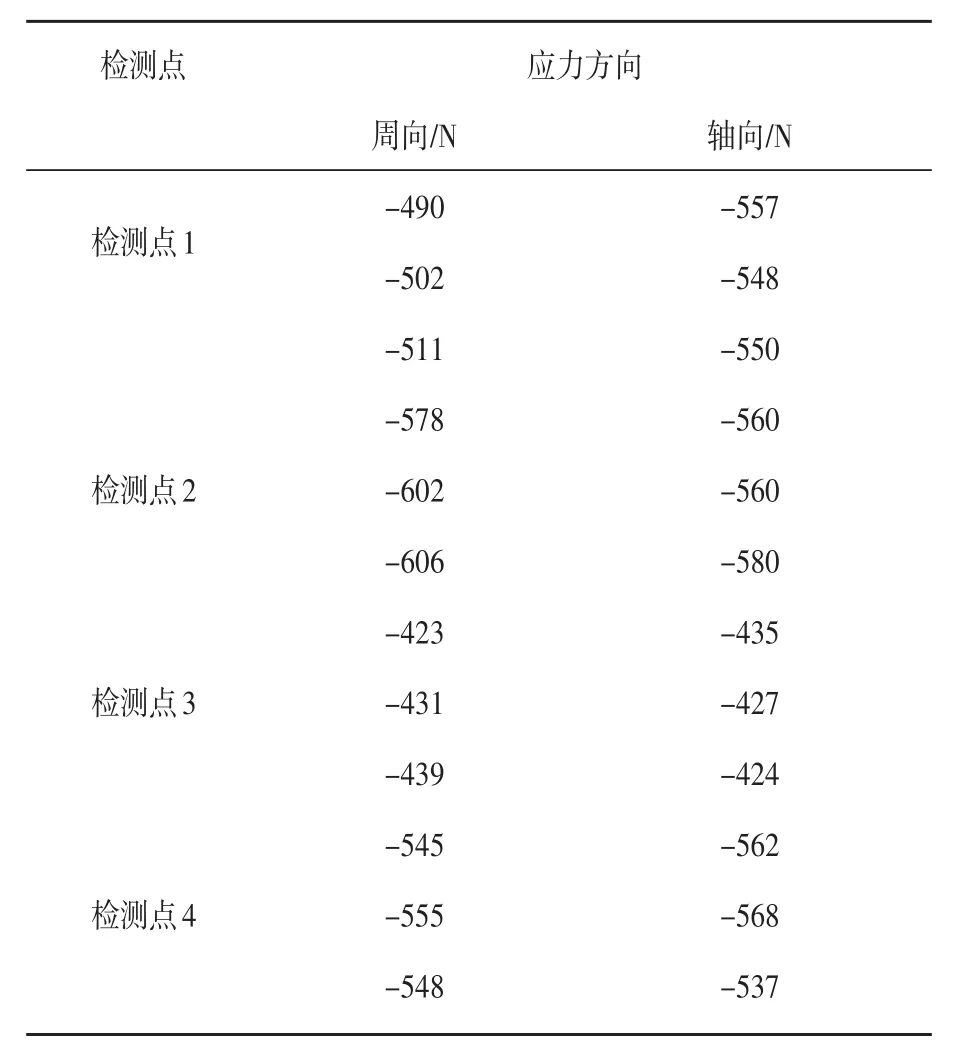
表6 残余应力检测表Table 6 residual stress test table
3.3 硬度检测报告
采用TIME 5350里氏硬度计对堆焊修复后的密封滑道表面及基体进行硬度检测[5]。分别在外密封与内密封选取4个位置点,每个位置分别测量基体与堆焊部位各5次,并取平均值。测试结果如表7所示,基体硬度HRC 26左右,堆焊区域硬度平均为HRC 37左右,堆焊区域硬度值大于基体硬度,满足硬度要求。
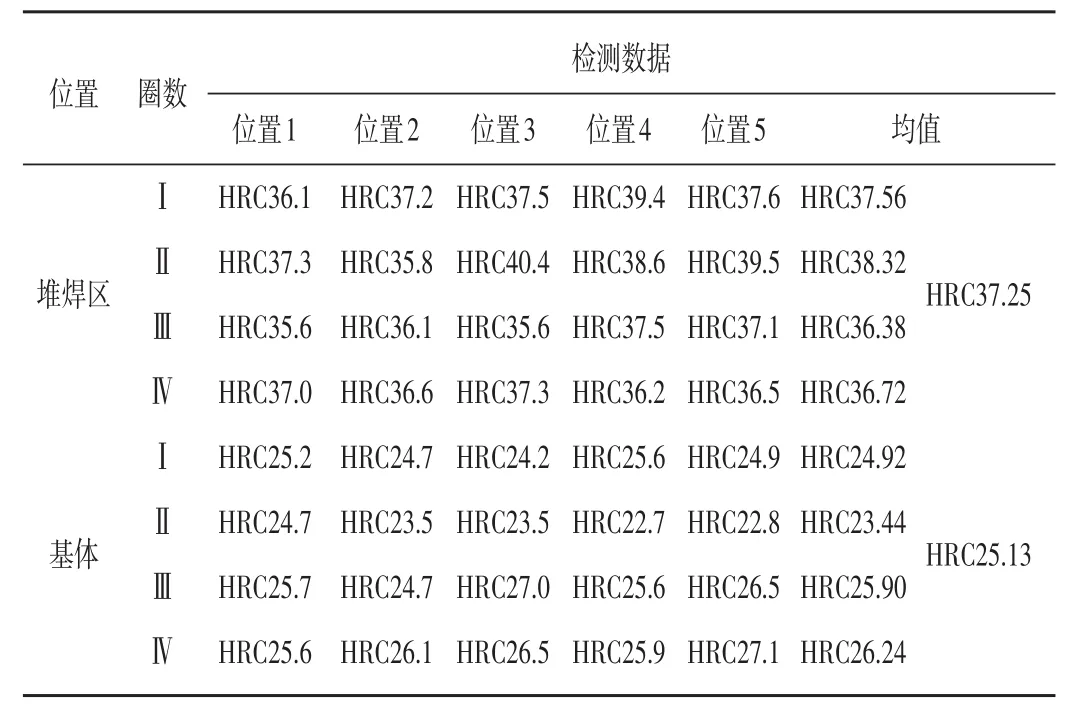
表7 表面硬度检测表Table 7 surface hardness test table
3.4 表面粗糙度检测
TIME 3110袖珍式表面粗糙度仪,分别在外密封选取4个位置点,每个位置分别测量5次,并取平均值。测试结果如下表所示。可见堆焊区域表面粗糙度[6]值在Ra 0.9~1.7 μm之间,平均为Ra 1.2 μm左右,满足表面质量标准。
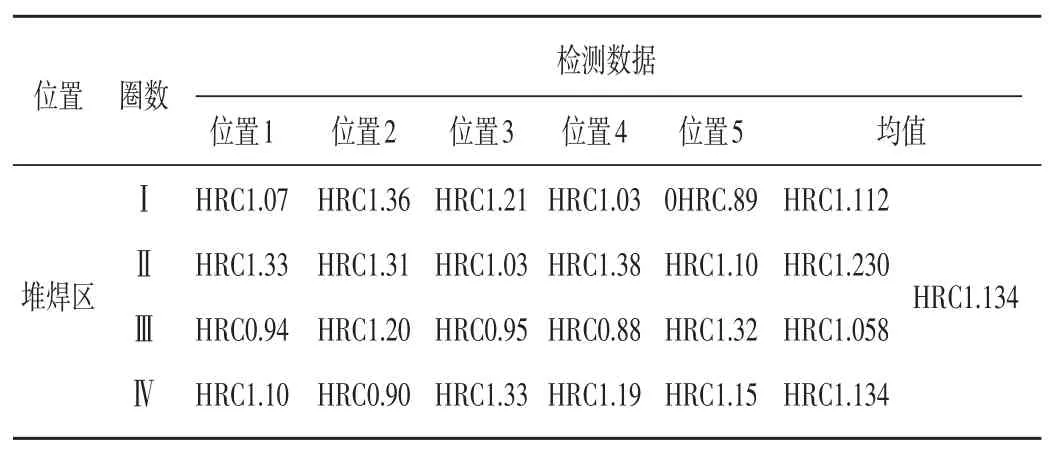
表8 表面粗糙度检测表Table 8 surface roughness measuring table
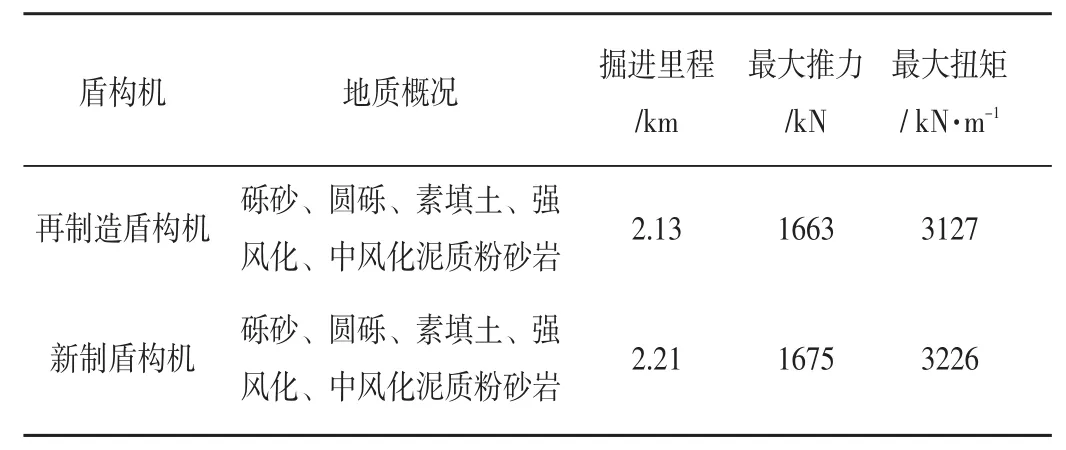
表9 盾构机掘进参数对比表Table 9 contrast table of tunnelling parameters of shield machine
4 试验及对比分析
修复后的主驱动密封跑道安装在原中铁某号盾构机上,在砾砂、圆砾、素填土、强风化、中风化泥质粉砂岩地层进行掘进,在同标段另一区间掘进的是中铁某号新盾构机掘进情况参数对比如表9,根据表9分析可知,两台盾构机掘进情况外部条件基本一致,在掘进2.13 km拆机检测后发现,再制造的盾构机主驱动密封跑道磨损0.004 mm,全新盾构主驱动密封跑道磨损0.006 mm,两台设备主驱动密封跑道磨损情况基本一致,初步判断修复后的盾构机主驱动密封跑道基本达到新机标准。
5 结论
目前对盾构机进行再制造的企业比较多,再制造的标准不尽相同,磨损主驱动密封跑道大多数厂家进行更换,不利于再制造技术绿色发展。本文作者依托中铁某号盾构机再制造项目,对盾构主驱动密封跑道进行修复,对修复后的主驱动密封跑道进行检测,各项指标均符合新机标准,并在在砾砂、圆砾、素填土、强风化、中风化泥质粉砂岩地层进行对比掘进,分析后得到如下结论:
(1)主驱动密封跑道采用堆焊、机加工、简单热处理后,各项指标均满足新机标准,为盾构再制造产业提供一定支持。
(2)修复后的盾构主驱动密封跑道在相同施工环境下与新机进行对比试验,掘进2.13 km后磨损情况基本相同,初步判断主驱动密封跑道修复技术可行,但还需进行长期对比试验,验证技术可靠性。
