DLP光固化快速成型设备技术分析
2018-10-09廖钊华
廖钊华,邓 君
(东莞理工学院,广东东莞 523000)
0 引言
传统的模型制造技术主要有减少材料和增加材料两种方式。减少材料法从整块的原材料开始,用工具去除不需要的部分,直至得到所需的形状;而增加材料法则将材料由每个体积元堆积、装配、粘结而得到模型[1-2]。光固化技术则是增材的工艺技术。这种光固化快速成型又称为立体印刷成型(stereo lithography apparatus,SLA),是集控制技术、激光技术、物理化学等高新技术于一体的综合性技术[3]。而数字光处理(Digital Light Processing,DLP)则是脱胎于SLA技术,最早是由德州仪器开发,主要是通过投影仪来逐层固化光敏聚合物液体,从而创建出3D打印对象,这种技术不仅解决传统成型技术的速度慢的问题,又同时保持高精度水平,使光固化快速成型技术成为了革命性技术,从而脱离制造领域并在其他应用场景发挥出重要的价值。
1 基本原理
传统光固化快速成型是通过激光逐行扫描使光敏树脂固化的方式,并由刮刀刮平固化层,再进行后续层的扫描,控制系统根据零件的分层信息重复工作流程,直至完成加工,如图1所示。在后面几十年的技术沉淀后,光固化的技术得到很大的提升,使其性能和工艺特性逐渐向工业级靠拢[4]。

图1 传统光固化快速成型技术原理(SLA)
而DLP光固化成型技术也基于液态光敏树脂的聚合原理工作,但有不同点,其整体设备包含一个可以容纳树脂的液槽,用于盛放可被特定波长的紫外光照射后固化的树脂,DLP成像系统置于液槽下方,其成像面正好位于液槽底部,通过能量及图形控制,每次可固化一定厚度及形状的薄层树脂(该层树脂与前面切分所得的截面外形完全相同)。液槽上方设置一个提拉机构,每次截面曝光完成后向上提拉一定高度(该高度与分层厚度一致),使得当前固化完成的固态树脂与液槽底面分离并粘接在提拉板或上一次成型的树脂层上,这样通过逐层曝光并提升来生成三维实体,如图2所示。

图2 DLP技术设备成型原理图
2 设备构架分析
DLP打印设备的主要装置分为光源投影部分、液槽成型部分、纵向移动部分和整体装置框架。光源投影部分十分重要,由图2可以看出整个设备框架都是围绕光源投影部分所建设,目前各种商业化的DLP打印机都是采取一体化的光源,而类似B9Creator、SolusDLP则是将光源部分设置为外置DLP投影仪,引进模块化概念,既可以让简易化DLP打印设备,也可以整体设备构造一目了然,让非技术群体也能了解该项技术。

图3 DLP投影硬件电路组成原理图
2.1 光源投影部分
目前市面上有提供单独的DLP光源投影设备,其中一般内置DLP核心技术的控制芯片,结合半导体DMD组件实现LED投影效果,如图3所示。DMD的工作原理是借助微镜装置反射光,同时吸收掉不需要的光来实现投影,通过静电作用以及控制微镜片角度来控制光照方向,具体电路组成参考图3。通常发光器件工作时会发烫,所以DLP投影设备里面大部分都是散热器件,值得一提的是,为了寻找良好的投影效果,硬件的镜头应该可以跟不同的镜头组合,并能通过前期的调整来固化镜头焦距,最终构成DLP光源投影设备,也就是DLP投影仪。
总的来说,光源硬件必须满足以下特性,如图4所示的DLP投影仪:
(1)紫外线光含量高(树脂对紫外线敏感系数高);
(2)高光强(利于缩短树脂材料固化时间);
(3)对比度高(可以减少不不需打印部分的光污染);
(4)分辨率高(可以提高投影时物体特征精度,进而提高打印精度)。
此外,如果DLP投影硬件不是直接投影到液槽的话,则需特殊要求的反射镜帮助改变投影方向,因为普通的反射镜将反射层放在玻璃后面,根据折射原理,投影会被二次反射,降低了投影分辨率,如图5所示。
2.2 液槽成型部分
传统的光固化SLA是采用不锈钢作为盛放液态树脂的容器,容器空间大小取决于成型系统的最大尺寸,包括树脂内槽、树脂外槽、排液口、液轮、直流低速电机、溢流槽等。同时工作中要求树脂液面保持在固定高度。
而大部分DLP打印机都是从下往上投影,通过图2可以明白DLP的液体槽必须底面是可透光的玻璃材料,但塑料材料则不行,因为塑料里面包括塑化剂和其他溶剂,容易与打印材料发生反应,所以底部材料要注意与制造材料的相容性。同时为了防止每一层打印完成后,固化层与液槽底面粘住,需要有防粘膜,防粘膜材料的要求对紫外线具有良好的穿透性,同时不会与制造材料反应,此次分析的液槽则是使用了184硅橡胶涂层,如图6所示。
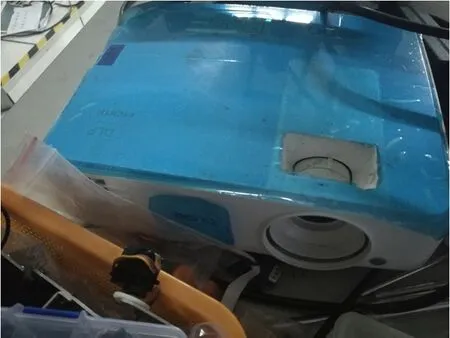
图4 DLP投影仪

图5 特殊的反光镜

图6 带有防粘涂层的液槽
DLP的打印平台与FDM一样,要求打印后的材料能很好地附着在平台上,同时可以方便最终打印完后取下来,此次分析的设备采用铝板作为平台材料(图7),同时设置4个带弹簧的螺丝,可以对平台进行4个自由度的调节,以获得液槽底面的平行对应关系,另外设置了紧固螺栓将整个打印平台固定到z轴平台,也可以在打印完成后取向打印平台。
2.3 其他机构
如图8所示,纵向移动部分构造简单,一个步进电机与导轨系统或者丝杠系统结合的升降机,这一部分则要求移动平稳即可。
防紫外线装置也是必不可少的,无论是DLP投影仪对非打印区域会造成的光污染,以及外界紫外线环境对制造材料会造成打印时的影响。

图7 铝材打印平台

图8 丝杠升降机
3 制造材料
光固化成型技术的原料最主要的还是光敏树脂,在喷射固化、立体光刻、数字光学处理等的成型技术中,也经常看到光敏树脂的身影,这种材料的属性可以直接影响到成型产品的精度、性能以及刚度。
光敏树脂以自由基、阳离子混杂固化的树脂体系较多,前者固化速度快、黏度低、韧性好、成本低的特性与后者收缩率小的特性相结合,实现体积变化互补、性能协同的效果,有助于对成型模型精度的提升[5]。DLP常用的光敏树脂在常温下是粘稠的液体,适宜的工作温度是(34±1)℃。树脂的固化速率与单位面积的紫外线光功率相关。为使固化均匀,DLP投影仪应在控制下恒功率进行投影。树脂置于打印机内使用或保存时,应避免太阳光或紫外光照射[4]。
4 工艺流程分析
4.1 模型数据准备
通过软件处理将各类型的模型文件转换成快速成型常用的STL标准文件格式。
4.2 模型分层
首先对STL文件格式进行检查和修复,并选择或优化成型的方向,以便能方便准确地制造实物。这一过程还包括切片层厚度的选择、建造模式、扫描速度、扫描方式、半径补偿等,分层参数的选择对造型时间和模型质量影响很大。
以切片软件creation workshop为例,软件功能设置参数如图9所示。

图9 切片软件截图
(1)层厚设置(层厚越小精度越高,但打印时间也会越长);
(2)单层曝光时间;
(3)首层曝光时间(首层固化时间越长,底座粘的越紧);
(4)首层数量;
(5)型保真值(提高模型表面光滑性);
(6)平台抬升高度(如打印的模型面积大了,抬升高度不够,树脂就无法充分流到模型中间,导致打印失败);
(7)平台抬升速度(速度太快了细小的部分可能会直接拉扯坏);
(8)平台下降速度(下降速度过快会导致压坏模型细小部分);
(9)倾斜角度;
(10)切片X轴镜像;
(11)切片Y轴镜像(如出现模型方向不对的情况可以设置10和11)。
4.3 投影打印
将设备各部分放好,并链接好打印机与电脑,通过切片软件控制DLP3D打印机进行打印。
4.4 后续处理
加工过程结束后,从工作台上取出模型并进行清洗,之后进行偏差测量。如果发现模型有部分未完全固化的树脂,必须再用强紫外光照射,使之完全硬化。另外,模型的支撑结构也必须去除并进行修复,对要求较高的模型还需进行喷砂处理[4]。
5 总结
对DLP快速成型技术进行分析,使人们对这种技术有更多的了解,以便于更好地开发并利用该技术来服务于生产、生活与工作。目前市面上存在多种3D打印技术,它们均具备3D打印通用的复杂结构成型的特点,同时每种3D打印技术都具备其各自的特点,例如工业应用、高精细化、材料种类广泛、高效、低成本等等。DLP快速成型作为高效、精细化成型的代表,其中最大的开发潜力的莫过于成型材料和光源,随着面投影技术的研究、以及材料的开发,将会推动3D打印软硬件技术的进步。
