在用Q370 R和Q420 R无水氨罐车母材与介质相容性研究
2018-09-27刘文平王小刚胡革春井继文
周 森 丁 娟 刘文平 王小刚 胡革春 井继文
(1.荆门宏图特种飞行器制造有限公司 荆门 448000)(2.湖北特种设备检验检测研究院 武汉 430077)(3.北京东方绿达科技发展有限责任公司 北京 100000)
目前,由于受到国家标准规范中对车辆总质量的限制,国内行业对移动式压力容器产品轻量化要求较高[1]。Q370R和Q420R钢板具有良好的塑性和抗冲击韧性,在筒体卷制、焊接等冷、热加工成形过程中均表现出优良的工艺性能,且抗拉强度相比传统Q345R更高,按上述两种材料设计制造的产品整备质量更轻,故在液化气体运输车上这两种材料已逐步取代了原Q345R材料。
荆门宏图特种飞行器制造有限公司从2011年起开始陆续使用Q370R和Q420R材料制造无水氨运输半挂车,所用两种材料的化学成分及力学性能符合GB 713—2014《锅炉和压力容器用钢板》标准的规定,且罐车的设计、制造、检验、使用完全符合国家相应法规标准的要求[2]。
据行业过去经验及资料文献可知,在特定条件下,无水氨与下屈服强度ReL>355MPa的低碳钢及低合金钢材料容易产生应力腐蚀倾向。应力腐蚀作为一种极为隐蔽的局部腐蚀形式,事先往往没有明显的预兆,易于造成突发性的断裂事故,潜在危害极大[3]。
为降低今后无水氨运输罐车罐体的选材风险,荆门宏图特种飞行器制造有限公司与湖北特种设备检验检测研究院直属分院罐检部联合对正常在用2年以上的材质为Q370R和Q420R的两台无水氨运输半挂车罐体内部进行表面检测及金相分析,以验证Q370R和Q420R材料与无水氨介质的相容性。
1 无水氨对低合金高强度钢的应力腐蚀问题
无水氨对低合金高强度钢的应力腐蚀问题可以从腐蚀机理、裂纹形态特征和影响因素三个方面进行分析研究。
1.1 无水氨应力腐蚀机理
应力腐蚀指金属材料在拉应力和特定的腐蚀环境共同作用下,发生的脆性断裂。据统计,应力腐蚀造成的安全事故在所有腐蚀事故中所占比例高达35%。
根据标准定义,含水量低于0.2%的液氨称为无水氨。对于低合金高强度钢在无水氨中的应力腐蚀机理,目前国内外较为一致的看法认为是阳极溶解型的电化学过程,并一般以穿晶形式扩展。大量的试验结果表明:无水氨应力腐蚀开裂倾向与无水氨的纯度及无水氨中其他物质如H2O、O2、CO2的含量有关。正常情况下,100%纯度的无水氨中由于没有水及其他杂质,不存在电解质不能进行电化学反应,因而,不会产生应力腐蚀开裂。但无水氨罐车在介质充装与卸载及罐车检修过程中,容易受到空气的污染,空气中的O2和CO2加速氨对钢材的腐蚀,其反应过程如下:

反应中生成的氨基甲酸铵对低合金钢有强烈的腐蚀作用,且焊缝处残余应力较高,可使钢材表面的钝化膜产生破裂,造成应力腐蚀开裂[4]。
1.2 无水氨应力腐蚀裂纹形态特征
无水氨应力腐蚀裂纹为微细表面裂纹,大多发生在容器内部焊缝区域上,浅而长且有明显的分叉现象,主干裂纹与焊缝方向垂直,并向两侧母材延伸。裂纹断口没有塑性变形,呈现出典型的脆性裂纹特征。一般情况下,液面以下罐体上的裂纹比液面以上罐体多。
1.3 无水氨罐车应力腐蚀的影响因素
●1.3.1 力学因素
无水氨罐车承受的拉应力主要有负载应力和残余应力两种。其中,残余应力包括罐体筒体和封头加工成形时变形产生的残余拉应力、罐体焊接的残余应力以及由于罐车结构设计不合理产生的应力集中等。当罐车处于应力腐蚀环境,且任一部位所受的拉应力超过应力腐蚀条件下的临界应力时就会发生应力腐蚀断裂。
●1.3.2 环境因素
无水氨的温度、含水量、微量氧和二氧化碳等杂质含量均对无水氨应力腐蚀环境的形成产生不同程度的影响。一般情况下,无水氨温度越高越容易发生应力腐蚀断裂;无水氨中含水量>0.2%可起到缓蚀作用;微量氧和二氧化碳则会加速氨对罐体的腐蚀。
●1.3.3 冶金因素
冶金因素包括钢材的化学成分、金相组织、力学性能以及罐体的热处理状态等。钢材的化学成分、金相组织的不同必然导致材料性能的变化;钢材的强度、硬度提高,无水氨应力腐蚀敏感性就增加;钢材的屈服强度对无水氨罐车的应力腐蚀开裂具有十分显著的影响;罐体加工成形后经过焊后热处理可大大降低应力腐蚀开裂的风险。
2 无水氨应力腐蚀的防止措施
根据无水氨应力腐蚀机理和应力腐蚀的影响因素,从设计、生产制造环节采取行之有效的措施,可有效防止无水氨罐车产生应力腐蚀。
2.1 产品设计采取的措施
●2.1.1 选材要求
设计时对主体材料的强度、塑性、韧性、化学成分、杂质含量以及供货热处理状态等提出要求,确保材料综合力学性能满足要求,并具有足够的塑性和韧性储备。特别是材料常温下的屈服强度与抗拉强度之比应严格控制在0.85以下[5]。
●2.1.2 设计合理的结构
1)避免采用刚性过大的结构。
2)罐体各处结构连接部位应尽量圆弧过渡,减少局部结构不连续、棱角、尖角等现象,以避免应力集中;所有主体焊接接头采用全焊透结构并严格控制焊缝余高;所有角焊缝均要求打磨至内凹圆滑过渡。
3)设计中应尽量避免缝隙和可能造成腐蚀残液的死角。
4)尽量避免采用静不定结构。
2.2 产品制造采取的措施
●2.2.1 冷加工采取的措施
产品制造首先要编制合理的冷、热加工制造工艺,在产品生产制造过程中严格工艺纪律、执行工艺规程、加强质量控制与检验是确保产品制造质量的关键。
1)在筒体卷制过程中严格控制应变速率,降低脆性危险性。
2)注意防止封头、筒体及其他零部件在制造过程中出现局部变形、碰撞、表面划伤、深度压痕及表面裂纹等缺陷,以避免应力集中。
3)严格控制错边量、棱角度超差;严禁强力组装,从而避免应力集中。
●2.2.2 焊接采取的措施
1)按焊接主体材料的材料质量证明书中的技术参数、质量状况,依据国际焊接学会提出的焊接公式,对“碳当量”、“冷裂纹敏感指数”、“冷裂纹敏感性”、“再热裂纹敏感性”及“预热温度”等焊接参数进行计算,优化焊接工艺参数。
2)对于焊接材料的选用要先经过焊接试验,然后按选用的罐体主体材料优化后的焊接工艺参数进行焊接试验并进行焊接工艺评定。
3)将评定合格的焊接工艺参数纳入焊接工艺规程的编制。优化的焊接工艺规程包括焊前预热、焊接线能量的控制、层间温度的控制、焊后是否后热消氢处理或后热温度等具体工艺参数,焊接施工过程中防止出现错边、角变形、焊缝咬边、减小焊缝余高等宏观缺陷的具体措施,以及防止出现夹杂、气孔、未焊透和未熔合等焊缝内缺陷的具体措施;同时,在焊接工艺规程中应制定合理的焊接顺序,严禁强力组焊对接,并从工艺方法上采取具体措施加以保证。
4)对焊材的干燥和保持做出具体的规定,同时在工艺规程中对焊接施工的施焊环境,提出严格控制的具体要求。
5)对焊接缺陷的修复处理专门编制缺陷修复工艺,拟定切实可行的具体修复方法及注意事项。特别是对焊接裂纹的表面打磨处理及补焊过程可能出现新的缺陷的规避方法以及修复完成后进行无损检测的要求。因此,在缺陷修复前制定合理的修复工艺至关重要。
6)罐车的焊接施工及焊接缺陷修复的施工,必须由压力容器持证焊工施焊。
●2.2.3 热处理采取的措施
1)热处理是消除冷、热加工残余应力最有效的措施。无水氨罐体焊接工作全部结束后经检验合格,均进行炉内整体消除应力热处理。
2)热成形封头,要求成形后不得破坏材料的使用状态,若终压温度低于正火温度范围,则重新进行正火热处理。
3)冷成形封头,要求冷成形后必须进行恢复材料性能的再结晶退火热处理。
4)对于化学元素含量异常的钢材,采用“再热裂纹敏感经验公式”进行计算,对再热裂纹倾向进行敏感性评估。若有再热裂纹倾向,则在制定热处理工艺时采取措施,严格控制热处理温度避开敏感温度区、控制热处理加热和冷却的升、降温速率,防止罐体产生再热裂纹。
2.3 产品出厂前采取的措施
无水氨罐车出厂前,采用纯度不低于99.9%的纯氮气对罐内空气进行置换,并保留0.05~0.1MPa的余压进行氮封[5],以除去加速无水氨应力腐蚀罐体的杂质氧和二氧化碳。
2.4 对用户的使用要求
1)当用户在使用新罐车或经改造、维修、检验检测等后的罐车首次充装无水氨前,必须保持0.05~0.1MPa的氮封状态,并在介质充装与卸载过程中避免罐内和管路受到空气污染。
2)在无水氨中添加大于0.2%的微量水作缓蚀剂,作为防止应力腐蚀裂纹的辅助措施。
3 在用无水氨运输半挂车产品技术参数简介
所选两台无水氨罐车罐号分别为Q8032和R8046,相关信息见表1。

表1 在用无水氨半挂车设计参数
4 产品材料化学成分、力学性能
根据选定的两台无水氨罐号,可以查到两台产品所用钢板材料复验报告中的材料性能参数。
4.1 材料投料复验化学成分、力学性能
Q8032产品筒体材料到厂复验化学成分分析及力学性能检测结果分别见表2及表3:
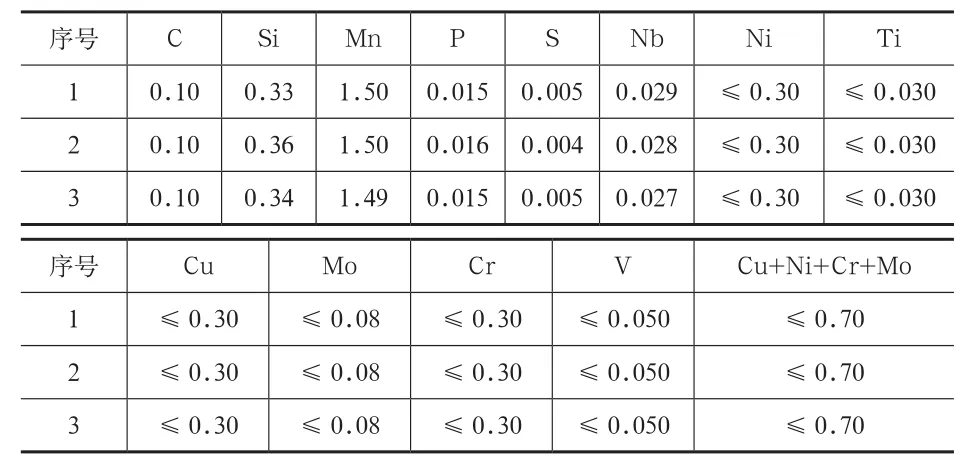
表2 Q8032筒体材料复验化学成分
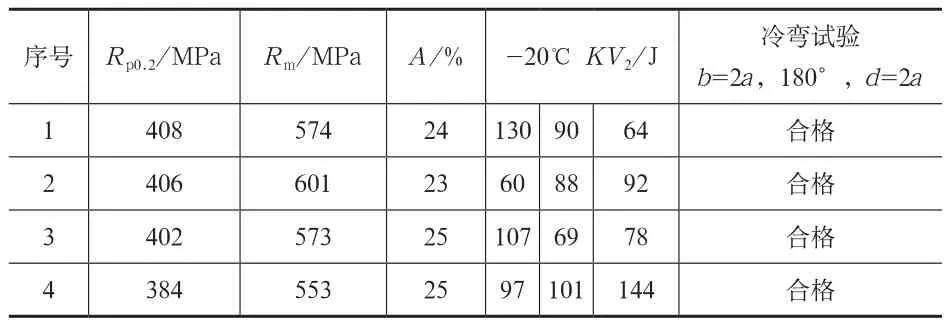
表3 Q8032筒体材料复验力学性能结果
R8046产品筒体材料到厂复验化学成分分析及力学性能检测结果分别见表4及表5:

表4 R8046筒体材料复验化学成分
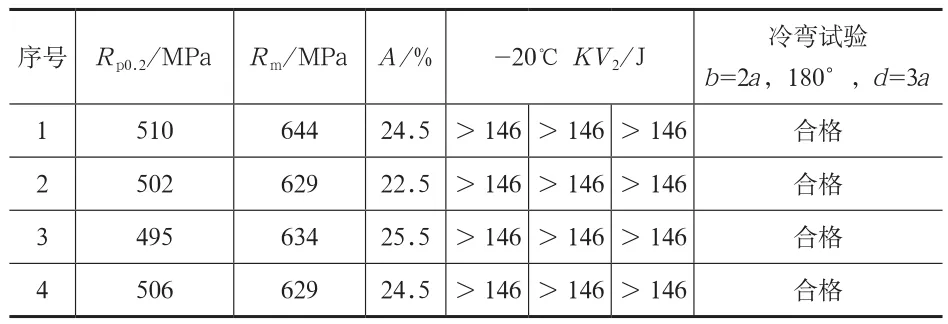
表5 R8046筒体材料复验力学性能结果
4.2 小结
由上述数据可知,罐号Q8032和R8046产品筒体所用材料性能完全符合标准规范的要求。对上述产品的罐内检测结果可以真实反映Q370R与Q420R材料与无水氨介质的相容性。
5 Q370R与Q420R产品焊接与热处理要求
5.1 产品焊接要求及试验
Q370R与Q420R两种材料的焊接工艺参数见表6及表7:
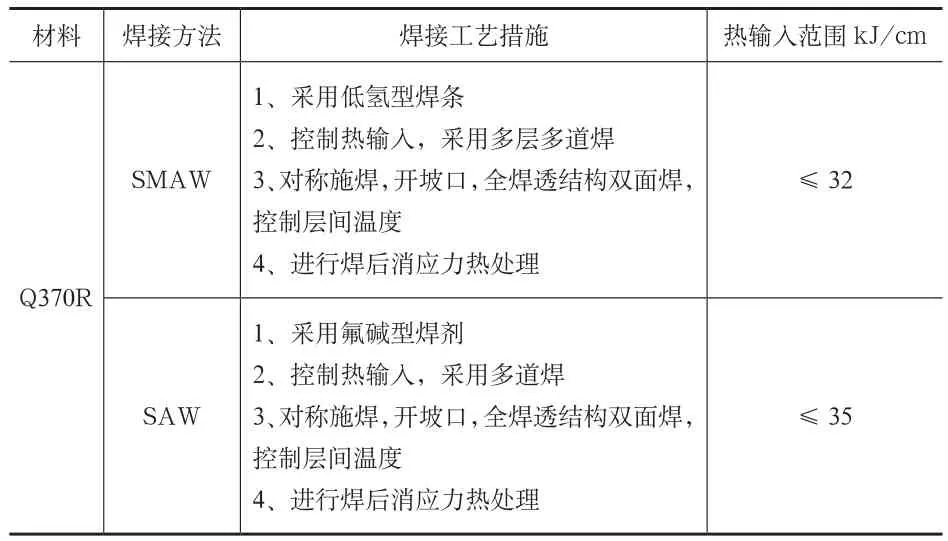
表6 Q370R材料焊接工艺参数

表7 Q420R材料焊接工艺参数
焊接工艺评定时,对不同材料的焊件分别进行了力学性能试验,试验结果见表8及表9:

表8 Q370R焊件力学性能结果

表9 Q420R焊件力学性能结果
由以上数据可知,两种材料产品的焊接性能是可以得到保证的。
5.2 产品热处理要求
热处理是消除冷、热加工残余应力最有效的措施。Q370R和Q420R制无水氨罐体,焊接工作全部结束经检验合格,均进行炉内整体消除应力热处理。
6 在用产品验证检测
为验证Q370R和Q420R主体材质的无水氨罐车在设计、制造、使用操作工况条件下,主材与介质的相容性。湖北特种设备检验检测研究院监检人员与宏图罐车检验站检验人员联合对在用两年以上的罐号为Q8032和R8046的Q370R与Q420R无水氨罐车开罐进行检验、检测。
检验时,检验人员在按TSG R7001—2013《压力容器定期检验规则》对无水氨罐车常规检验合格的基础上,再针对无水氨应力腐蚀问题进行专项检测。
专项检测内容包括:容器内壁应力集中的高应力区域的焊缝、热影响区及近焊缝区母材的荧光磁粉检测、硬度检测和金相组织检测。
检验、检测选取部位位于介质浸没的应力集中的液相区域,如图1所示。

图1 检验部位示意图
6.1 荧光磁粉检测
对Q370R和Q420无水氨罐车容器内壁应力集中的高应力区域的焊缝、焊接热影响区及近焊缝区母材进行荧光磁粉检测,检测结果均无应力腐蚀裂纹:
1)Q370R无水氨罐车容器内壁焊缝及热影响区无应力腐蚀裂纹,见图2。

图2 Q370R内壁焊缝及热影响区
2)Q370R无水氨罐车容器内壁近焊缝区母材无应力腐蚀裂纹,见图3。

图3 Q370R靠近焊缝母材处
3)Q420R无水氨罐车容器内壁焊缝及热影响区无应力腐蚀裂纹,见图4。

图4 Q420R内壁焊缝及热影响区
4)Q420R无水氨罐车容器内壁近焊缝区母材无应力腐蚀裂纹,见图5。

图5 Q420R靠近焊缝母材处
6.2 硬度检测
采用便携式里氏硬度计分别对Q370R和Q420无水氨罐车内壁应力集中的高应力区域焊缝、热影响区及近焊缝区母材进行硬度检测,检测结果均属正常:
1)Q370R无水氨罐车容器结果见表10:

表10 Q370R罐车内壁硬度检测
2)Q420R无水氨罐车容器结果见表11:

表11 Q420R罐车内壁硬度检测
6.3 金相组织检测及分析
采用现场金相显微镜对Q370R和Q420无水氨罐车容器内壁应力集中的高应力区域的焊缝、焊接热影响区及近焊缝区母材进行金相组织检测及分析:
1)Q370R无水氨罐车容器内壁近焊缝区母材金相组织见图6。

图6 Q370R内壁母材处金相 400×
2) Q370R无水氨罐车容器内壁焊接热影响区金相组织见图7。

图7 Q370R热影响区金相 400×
3)Q370R无水氨罐车容器内壁焊缝金相组织见图8。

图8 Q370R焊缝金相 400×
4)Q420R无水氨罐车容器内壁近焊缝区母材金相组织见图9。
5) Q420R无水氨罐车容器内壁焊接热影响区金相组织见图10。
图9 Q420R内壁母材处金相 400×

图10 Q420R热影响区金相 400×
6)Q420R无水氨罐车容器内壁焊缝金相组织见图11。

图11 Q420R焊缝金相 400×
根据以上实际金相检测图片分析:
1) Q370R和Q420R无水氨罐车容器内壁近焊缝区母材金相组织均为铁素体+珠光体,组织正常。
2) Q370R和Q420R无水氨罐车容器内壁焊接热影响区金相组织均为针状铁素体+索氏体+少量粒状贝氏体,组织正常。
3) Q370R和Q420R无水氨罐车容器内壁焊缝组织均为大块的先共析铁素体+少量针状铁素体+粒状贝氏体,组织正常。
7 国外无水氨罐车罐体母材使用情况
为确认国外无水氨罐车罐体母材与介质的相容性,笔者通过与欧洲罐车制造厂家(Hobur)邮件沟通,了解到欧洲危险货物运输规则(ADR)是允许低合金高强钢用于无水氨罐车罐体制造的,最初使用时也对使用2年以上的罐车进行了罐内表面的应力腐蚀检测且效果良好,目前已有批量使用抗拉强度630MPa级的P460NL系列钢板制造无水氨罐车的成熟使用经验。
8 结论
通过以上分析研究可知,上述2款在用2年以上的Q370R和Q420R材质制作的无水氨罐车使用状况良好,罐内未发生应力腐蚀现象,罐体主材与无水氨介质相容良好。
从2011年起,荆门宏图公司开始陆续采用Q370R和Q420R材料制作无水氨罐车,其中Q370R钢制无水氨罐车累积销售1022台,最早生产制造的产品已安全运行7年多;Q420R钢制无水氨罐车累积销售50余台,最早生产制造的产品已安全运行3年多,历年湖北特种设备检验检测研究院罐车检验站年检和全检时并未发现无水氨罐车罐体出现过应力腐蚀裂纹表征,公司售后部门在全国范围内也从未收到过无水氨罐车应力腐蚀裂纹问题的反馈。结合两款无水氨罐车的抽检结果,这说明Q370R和Q420R低合金高强度钢制无水氨罐车在无水氨环境中虽然具有应力腐蚀倾向,但只要从产生应力腐蚀条件的力学因素、环境因素、冶金因素严加控制,从产品的设计、生产制造等环节采取行之有效的措施,就能有效地控制无水氨罐车的应力腐蚀。另外,通过对无水氨客户的调研,了解到无水氨储运行业对添加略>0.2%水作为缓蚀剂已基本成为行业常识。
综上说明,在严格的设计、生产制造要求下,采用Q370R和Q420R钢制无水氨罐车进行无水氨运输是安全可靠的。
