精益六西格玛在副箱气缸改进中的应用
2018-09-26胡金辰
胡金辰
精益六西格玛在副箱气缸改进中的应用
胡金辰
(陕西法士特齿轮有限责任公司,陕西 西安 710119)
介绍变速器副箱气缸使用时漏气故障,通过对气缸加工、装配、设计,运用六西格玛方法进行调查分析,确定失效原因,制定改进方案,并将改进方案应用在实际生产中,跟踪售后数据,改进效果显著,故根据车型设计匹配、加工控制是降低气缸漏气故障的关键。
副箱气缸;六西格玛管理;DMAIC模式
前言
六西格玛管理体现了企业对更高管理水平和精益生产的追求,是一种机基于统计学技术流程和产品质量改进方法。六西格玛管理特点:六西格玛管理是以客户为中心,关注客户需求;注重数据和事实,使管理成为了一种真正意义上的基于科学管理,以项目作为驱动力,实现对产品和流程质量的突破性改进,遵循DMAIC的改进方式,强调团队合作和管理队伍建设。六西格玛管理模式:就是六西格玛的改进方式,即定义(define)、测量(measure)分析(analyze)、改进(improve)和控制(control)的简称,即是对这五个流程进行改进的方法,使得设计、制造、服务等各流程得到改进提高。
1 定义(define)
定义是六西格玛的第一个步骤,也被认为最关键的步骤,关系到项目成败,要明确我在做什么?为谁做?客户需要什么?怎么降低成本?如何提高效益等?在定义阶段需要进行市场调查,运用柏拉图分析,对顾客差异性和发展性进行分析,准确掌握顾客需求,进行质量功能展开,从符合性质量转变为适应性质量,以极大限度满足顾客需求。
1.1 问题描述
某档系列变速器总成质量反馈率为 0.8%,副箱气缸故障排名第一, 副箱气缸主要作用的是利用气路系统副箱同步器进行高低档转换,进一步分析,某档变速箱的挂档困难或者挂档异响故障现象,有84%是通过更换副箱气缸和对副箱气缸进行返修,因此我们决定解决通过解决副箱气缸故障从而降低挂档困难及异响的故障。经六西格玛项目组讨论将解决副箱气缸故障作为此次六西格玛项目分析研究度对象。
1.2 项目目标、范围
确定项目核心CTQ为大幅降低某档位副箱气缸故障率,Y(副箱气缸质量反馈率):变速器保修期内副箱气缸在用户使用过程中出现的故障反馈量与三包期内保有量的比率。项目范围从总成供应商到终端用户。
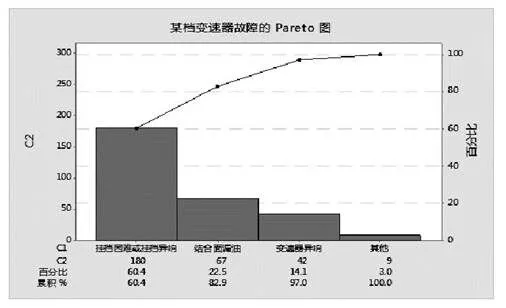
图1
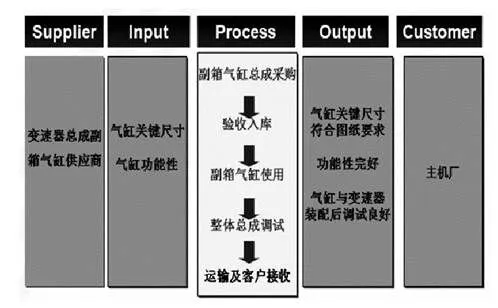
图2
1.3 财务收益
有形收益:财务收益约8万元;无形收益:提高变速器总成产品质量,提高顾客满意度,同时提高公司知名度,进一步提高市场占有率,培养团队间协作,提高成员项目实施技能。公式=维修成本*(当前反馈率-预计目标)*用量 =1000* (0.45%-0.25%)*40000=8(万元)
2 测量(measure)
作为六西格玛第二个步骤的测量阶段,主要任务就是收集数据和梳理数据,以确认问题和机会并进行量化,以及为可能出现的问题提供查找线索,主要有三个测量方面,输出流程结束的结果、跟踪流程中可测量事物、输入进行严格测量,防止不好的输入和坏的输出。通过流程图、流程能力分析、正态分析等工具的使用进一步找出造成问题原因提供线索,测量系统分析将会验证重复性和再现性,以保证用于分析的数据准确可靠。
2.1 Y分析及描述
对失效件旧件按照50%以上比例返回,进行失效模式分析,并对Y进行再确认,发现气缸拉伤、漏气是主要问题,也是关注重点。
变速箱高低档转换困难、异响,拨叉轴和气缸体的表面影响整个润滑系统,我们对失效件拆解分析发现失效件的气缸都存在以下两点现象: Y1a —拨叉轴拉伤;Y1b —气缸体拉伤。
气缸漏气、变速箱挂档不走车、高低档转换困难,O型圈为保证变速箱副箱气缸密封性的关键部件,我们对失效件拆解分析发现失效件的密封圈都存在以下两点现象: Y2a —密封圈磨损;Y2b —密封圈材质存在弊端。
2.2 MSA
通过上述的原因分析,得出以下五个因子为关键因子:气缸体大内孔同轴度 、气缸体的外止口对小孔同轴度、气缸体小内孔的粗糙度、气缸体大内孔尺寸、副箱气缸结构缺陷
我们对气缸体大对小内孔同轴度、气缸体的外止口对小孔的跳动、气缸体小内孔的粗糙度、气缸体大内孔尺寸这四个因子,确定使用三坐标测量仪,粗糙度仪,气动量仪对数据进行收集。美国海克斯康三座标测量机、英国粗糙度轮廓仪属于高精尖端的测量仪器,因此,我们针对气动量仪进行测量系统分析。
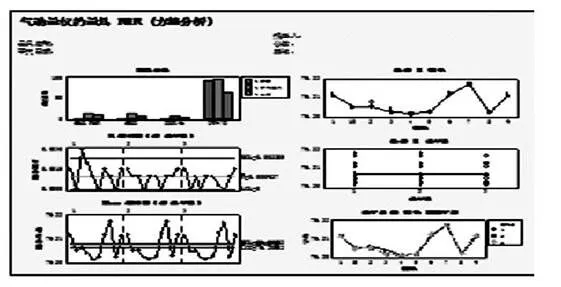
图3
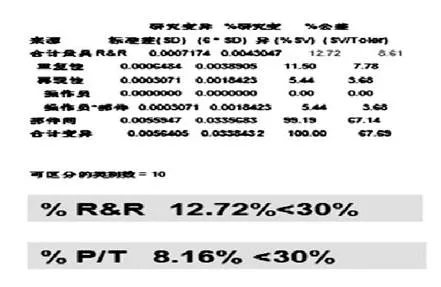
图4
经过分析,判定针对这四个关键因子使用的测量系统符合要求。因此,我们针对这四个因子,将用上述判定后的测量系统进行数据的收集。
3 分析(analyze)
分析阶段是六西格玛流程中难度最大的阶段,分析方法有流程分析和数据分析,主要流程步骤流程分析—鱼刺图—收集数据—图形分析—假设检验—回归分析。运用头脑风暴系统分析流程所有可能因素优先排序,用数据统计来分析未知因素的贡献率,并估算改进成本,以达到量化项目的经济效果。
3.1 数据分析
根据我们之前对测量系统的分析及判定,确定用于测量关键因子的测量系统符合要求。
之后,我们根据要求进行了用于分析过程能力的数据收集,现我们对重要度最高的四个因子气缸体大内孔同轴度、气缸体的外止口对小孔的跳动、气缸体小内孔的粗糙度、气缸体大内孔尺寸的控制图、过程能力分析,PPK=1.09>1.0,也处于可控范围。
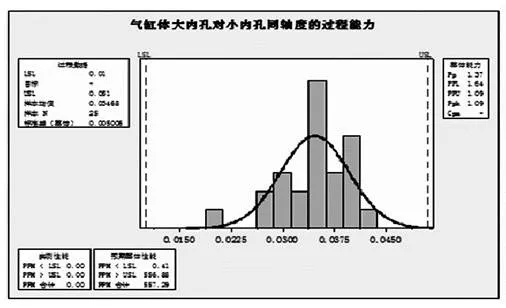
图5
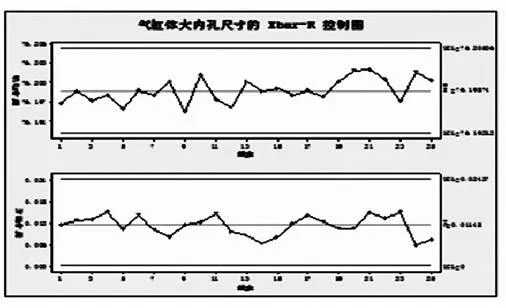
图6
3.2 要因总结
根据CPK逻辑图的显示,看到4个因子的CPK均大于1.0,没有需要改善的项目,针对最后一个关键因子,即副箱气缸与总成匹配时受长期负载影响进行分析。通过分析发现副箱气缸故障件均存在不同程度的偏磨现象,对变速箱副箱气缸与变速箱总成装配关系的进一步分析,发现副箱气缸与总成匹配时受长期负载影响,产生偏磨是影响变速箱副箱气缸故障的唯一因子。
4 改进(improve)
通过前三个阶段工作,已经定义清楚要解决的问题,并找到该问题的根本原因,明确了问题的改进方向,改进阶段的任务就是针对根本原因找到最佳的解决办法,并验证该办法的有效性。需要完成,确定解决方案、评价解决方案、完成改进方案的风险评估和改进方案的有效性验证,其主要工具是实验设计、精益生产和简明流程。
4.1 改进措施
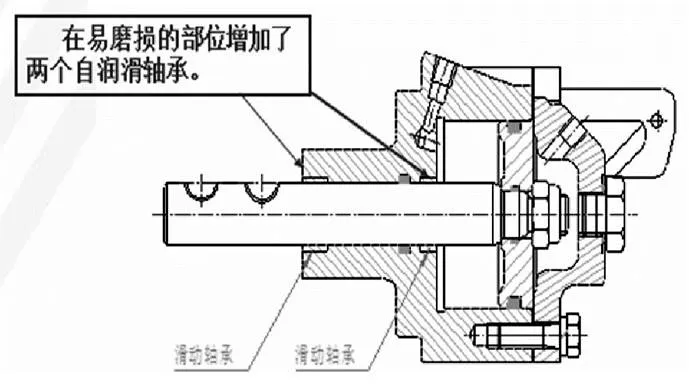
图7
为了增加我们公司副箱气缸的耐磨性,提高副箱气缸的使用寿命,我们从结构上进行了改进,在易发生磨损的部位增加了材料为聚四氟乙烯的润滑轴承。图示如图7。
4.2 改进方案确认
该结构增加了我公司副箱气缸的耐磨性,减小了副箱气缸因长期偏磨造成密封圈磨损和拉伤,并且这种新结构的副箱气缸已经通过了30万次产品寿命试验。
5 控制(control)
控制阶段是六西格玛项目实施的最后阶段 也是保持和延续改进效果、确保措施有效的关键闭环的阶段,监控项目状况,运用工具保证改善的项目结果一直保持下去。
5.1 控制方案
更改图纸变速箱总成副箱气缸均使用带自润滑聚四氟乙烯轴承的结构的比图纸编号2016XXXX。
5.2 财务收益
按照财务收益公式计算,完成改进目标,节约成本9.6万元。
[1] 何帧,王岳刚,王丽林.六西格玛管理及其实施[J].2007.26(6).
Application of lean six sigma for Range Cylinder Improvement
Hu Jinchen
( Shaanxi fast gear co. LTD, Shaanxi Xi'an 710119 )
Introduce the air leakage failure model on range cylinder during working condition, using six sigma method to investigate and analyze the cylinder machining, assembly, design, identified the root cause,established improvement measures, and implemented the measures in actual production, follow up the customer warranty claim data, improvement is efficiency, therefore, the vehicles matching design, process control for cylinder machining is the key to reduce the range cylinder air leakage failure rate.
Range cylinder;The six sigma management;DMAIC model
A
1671-7988(2018)18-235-03
U463.212
A
1671-7988(2018)18-235-03
CLC NO.: U463.212
胡金辰,就职于陕西法士特齿轮有限责任公司。
10.16638/j.cnki.1671-7988.2018.18.081