方向机紧固螺栓设计改进校核
2018-09-26陈浩
陈浩
方向机紧固螺栓设计改进校核
陈浩
(安徽江淮汽车集团股份有限公司,安徽 合肥 230601)
通过对方向机紧固螺栓表面处理工艺改进前和修正后各种状态下的参数对比,得出进一步提高拧紧后的轴向力安全系数的有效措施。通过对方向机支架螺纹孔强度校核,进一步确认方向机装配时的螺紧固螺栓轴向预紧力上限值。
方向机;轴向力
引言
方向机紧固螺栓是汽车转向系统重要的零部件之一,它在工作中承受方向机的转向力矩是交变载荷,须保证安装后螺栓轴向产生足够的预紧力并维持足够的轴向夹紧力,以保证在最大转向力矩时方向机与支架间不发生滑动。文章以HFC6570KY1V型客车底盘为例重点校核采用新表面处理工艺的紧固螺栓各种工作状态的性能提升及方向机支架螺纹孔强度,以确定轴向预紧力提高所能达到的范围。
1 方向机紧固螺栓校核
1.1 连接副参数
HDC6570KY1V转向器的紧固方式为:通过4颗螺栓穿过转向器安装板,拧入转向器支架上的螺纹孔将转向器与转向器支架紧固在一起。转向器工作时最大输出扭矩1952Nm,其结构及载荷见图1,用195‐250N.m 定扭扳手拧紧。
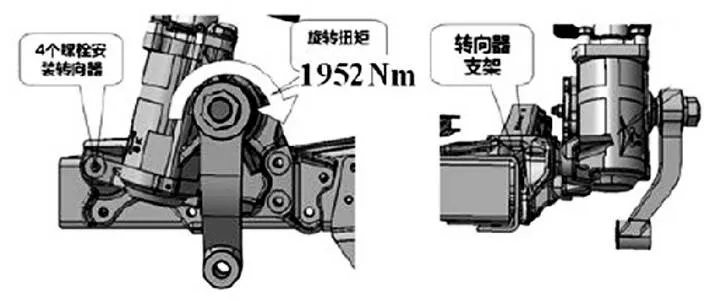
图1 客车底盘转向器结构及外载荷
转向器上4颗紧固螺栓安装孔与输出轴的位置尺寸见图2,通过计算可分别得到r1=r2=143mm,r3=r4=86.8mm。
连接副参数如下:
a.螺栓轴心与输出轴的位置尺寸关系:见图2
b.转向器输出最大力矩MQ=1952N.m
c.转向器安装板:材料:QT450,孔径φ16.5mm,厚度16mm
d.转向器支架:材料:QT450,螺纹孔M16×1.5‐6G,厚度17mm,接触面粗糙度Ra6.3
e.螺栓信息:ISO1014 M16×1.5×L 10.9 级六角头螺栓
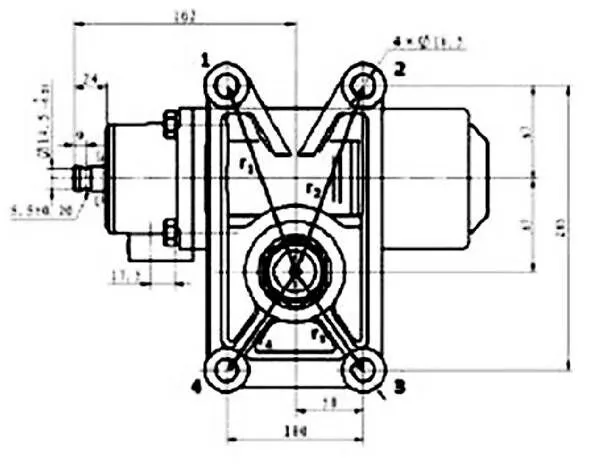
图2 客车底盘转向器紧固螺栓位置尺寸图
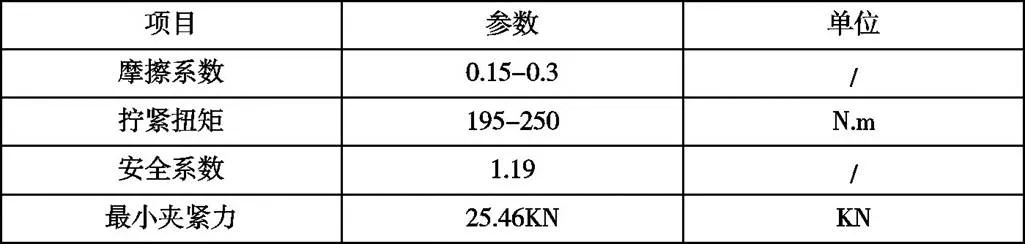
1.2 原紧固螺栓设计校核相关结果(表面处理采用普通达克罗)
表1
1.3 新紧固螺栓设计校核(表面处理采用环保锌铝涂层)
1.3.1 螺栓设计校核
1.3.1.1 螺栓所需要最小夹紧力
由图1和图2 所示的方向器外载荷及螺栓位置尺寸图,可得:
ks MQ =(μcF1r1+μcF2r2+μcF3r3+μcF4r4 ) (1)
式中:MQ——方向器的外载荷
μc——转向器安装板和转向器支架接触面摩擦系数
F1——1 点螺栓的紧固轴向力
ks——考虑接触面摩擦不稳定等的可靠性系数,一般1.2‐1.5
在此连接副中,取值μc=0.25,ks=1.5 时,假定F1= F2= F3= F4,将MQ,r1 ,r2,r3,r4 分别带入式1 中,可得:

1.3.1.2 螺栓所需要最小夹紧力
螺栓支撑面外径:dw=22.49mm
螺纹中径:d2=14.90mm
屈服强度:σ0.2=940MPa
摩擦系数:μ=0.12‐0.18,(无铬锌铝涂覆,顶涂带摩擦控制润滑剂)。
应力截面积:A0=167mm2
由上可得支撑面等价扭矩半径:

当μG=μK=μGmax=0.18,拧紧力矩MAmin=195N.m 时
考虑螺栓安装后的衰减,取系数r=0.9,则FTmin=54.7×0.9=49.23KN。
1.3.1.3 拧紧轴向力校核结果
安全系数大于1,拧紧轴向力校核合格。
1.3.2 螺栓安装扭矩校核
1.3.2.1 螺栓动态屈服扭矩
螺纹摩擦系数μGmin=0.12 时,屈服轴力为:

μG=μK=μGmin=0.12,屈服扭矩为:
1.3.2.2 螺栓的最大建议拧紧力矩
为保证螺栓在弹性范围,取安全系数V=0.8,MA=329.41×0.8=263.5N.m,现安装扭矩最大250Nm<263.5Nm,安装扭矩合格。
1.3.3被连接件压溃验证
1.3.3.1 被连接件强度验证(压溃验证)
拧紧扭矩MA=195‐250N.m 时轴向力最大:

螺栓与转向安装板接触面的压强:
转向器安装板材料QT500,抗压强度PG 取500MPa。
则Pmax<PG,被连接件在摩擦系数最小0.12,扭矩最大250Nm时会有压溃现象。
1.3.3.2 无压溃的最大扭矩
无压溃的最大轴向力:

无压溃的最大扭矩:
即最大拧紧力矩为224N.m,安装扭矩应为195N.m-224 N.m。
1.3.4转向器支架强度验证
根据上面的计算,满足被连接件无压溃的最大轴向力为83KN,则最大的螺纹应力为:

见附录1的转向器支架强度经试验验证表面其螺纹孔强度约为1000MPa >497MPa,转向器支架强度合格。
1.4 零件改进前后对比
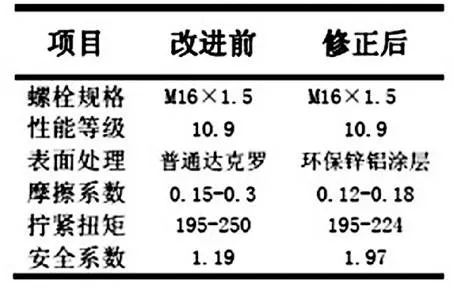
零件改进前后各种状态的参数对比见表1:
表1 零件改进前后各种状态的参数对比
2 方向机支架螺纹孔强度校核
2.1 实验方案及零件准备
将螺纹孔切割作为螺母,采用标准的M16×1.5 10.9级螺栓与其配套进行拉伸试验,测出破坏的力和破坏形式。将方向机安装支架固定在台钳上如图2,用砂轮机依次切割下所需的螺纹孔部分如图3,完成实验零件制备。

图2 方向机支架切割过程
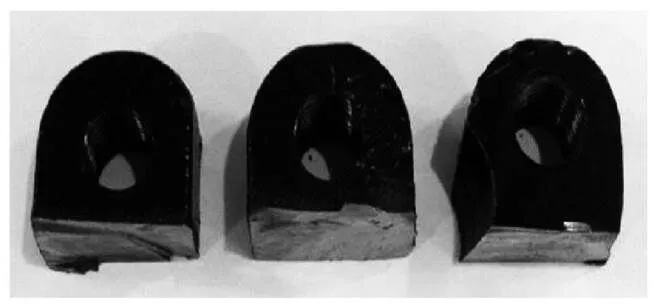
图3 切割完成的方向机支架螺纹孔
经测量,三个螺纹孔厚度为16.5mm、17.1mm、18.1mm,即1-1.1d厚度。
2.2 试验结果
拉伸后的螺栓及螺栓孔如图4,螺栓屈服断裂前螺母发生滑牙破坏。
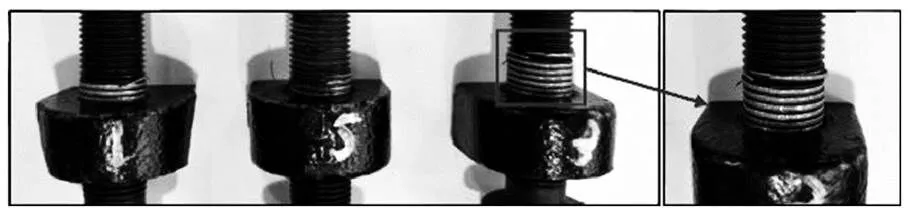
图4 拉伸试验后螺纹孔滑牙图片
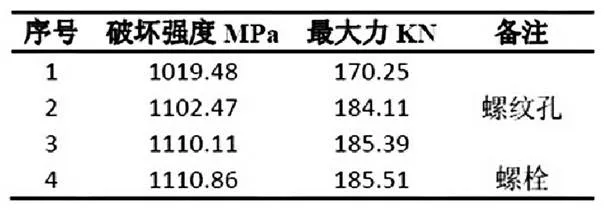
拉力试验结果见表2,螺母发生滑牙时所对应的螺栓强度为1020-1100MPa,螺栓本身的抗拉强度约1100MPa,即螺母滑牙发生在螺栓屈服点附近,螺纹孔的拉力曲线及螺栓的拉伸曲线见图5。
表2 螺纹孔及试验螺栓的拉力试验结果
见图5(左)的拉伸曲线,三个螺纹孔发生滑牙时两个螺栓已明显发生屈服,试验零件刚到屈服点。
3 结论
a)经过计算对比,原紧固螺栓(普通达克罗)轴向力、拧紧扭矩、方向机支架及方向机安装板的强度都合格。
b)采用新紧固螺栓(环保锌铝涂层),安装后轴向力的安全系数可由1.19提高到1.97,为保证方向机安装板无压溃,最大拧紧力矩建议最大为224N.m。
c)如需进一步提高拧紧后的轴向力安全系数,需避免转向器被压溃,需将螺栓改为法兰面螺栓增大接触面积。
d)安装支架螺纹孔内螺纹滑牙时的强度为1020-1100 MPa,170-185N.m,达到或超过了10.9级螺栓的屈服强度。
e)因螺纹孔滑牙在屈服点附近(超出或刚到屈服点),因此为保证实际连接的可靠,建议轴向预紧力的上限略低于全承载的螺栓螺母为屈服轴力的0.8倍。
[1] 王望予.汽车设计[M].北京:机械工业出版社,2000.
[2] 酒井智次,柴之龙.螺纹紧固件连接工程.北京机械工业出版社, 2016.
[3] 候亚萍.螺纹连接的防松方法[J]机械工程师,2010(11):18-19.
Design and Improvement of Fastening Bolt for Directional Machine
Chen Hao
( Anhui Jianghuai Automobile Co., LTD., Anhui Hefei 230601 )
The effective measures of further improve the safety coefficient of axial force after tightening are obtained by comparingthe parameters of the surface treatment process beforceand after the modification of the tightening bolt.By checking the strength of the threaded hole of the support bracket,the upper limit value of the axial pretightening force of the fastening bolt of thesteering wheel assembly is further confirmed.
directional machine;axial force
B
1671-7988(2018)18-90-03
U462
B
1671-7988(2018)18-90-03
CLC NO.: U462
陈浩( 1988.02- ),就职于安徽江淮汽车集团股份有限公司。
10.16638/j.cnki.1671-7988.2018.18.031