航弹控制舱装配工艺路线设计专家系统的研究
2018-09-20赵洪志陶小刚
赵洪志,张 健,陶小刚
(沈阳理工大学 装备工程学院,辽宁 沈阳 110159)
在产品的整个生产阶段,装配成本约占总制造成本的40%~60%.装配在产品整个生产过程中任务最繁重,也是要求最高的环节,在很大程度上影响制造过程的效率、质量和成本[1].优化装配工艺设计过程可以缩短产品研发与制造的周期[2].随着数字化制造与装配信息技术的不断发展,传统装配技术已经成为相关领域快速发展的巨大障碍,企业只有充分利用数字化信息技术,不断提升装配效率、提高装配质量、控制成本,才能在需求多变的市场环境中生存和持续发展.
本文以航弹控制舱为研究对象,以三维设计软件UG(Unigraphics NX)为平台,进行装配工艺路线设计技术研究,运用UG二次开发技术[3]、C++软件编程技术等开发一种人机交互的装配工艺路线选择与优化系统,以期自动完成装配工艺路线设计,为航弹控制舱装配提供依据.
1 专家系统的架构
专家系统的架构是指专家系统各组成部分的构造方法和组织形式[4].开发者可以根据不同环境及相应功能等,选择不同的架构.系统架构的优劣直接关系到专家系统的专业适用性以及处理数据的效率[5].完整的专家系统一般由知识库、推理机、全局数据库、解释器和人机交互界面等模块组成,各模块之间都有相互联系(图1).知识库和推理机是专家系统的必要模块,若缺少其中一个,就称不上是完整的专家系统[6].
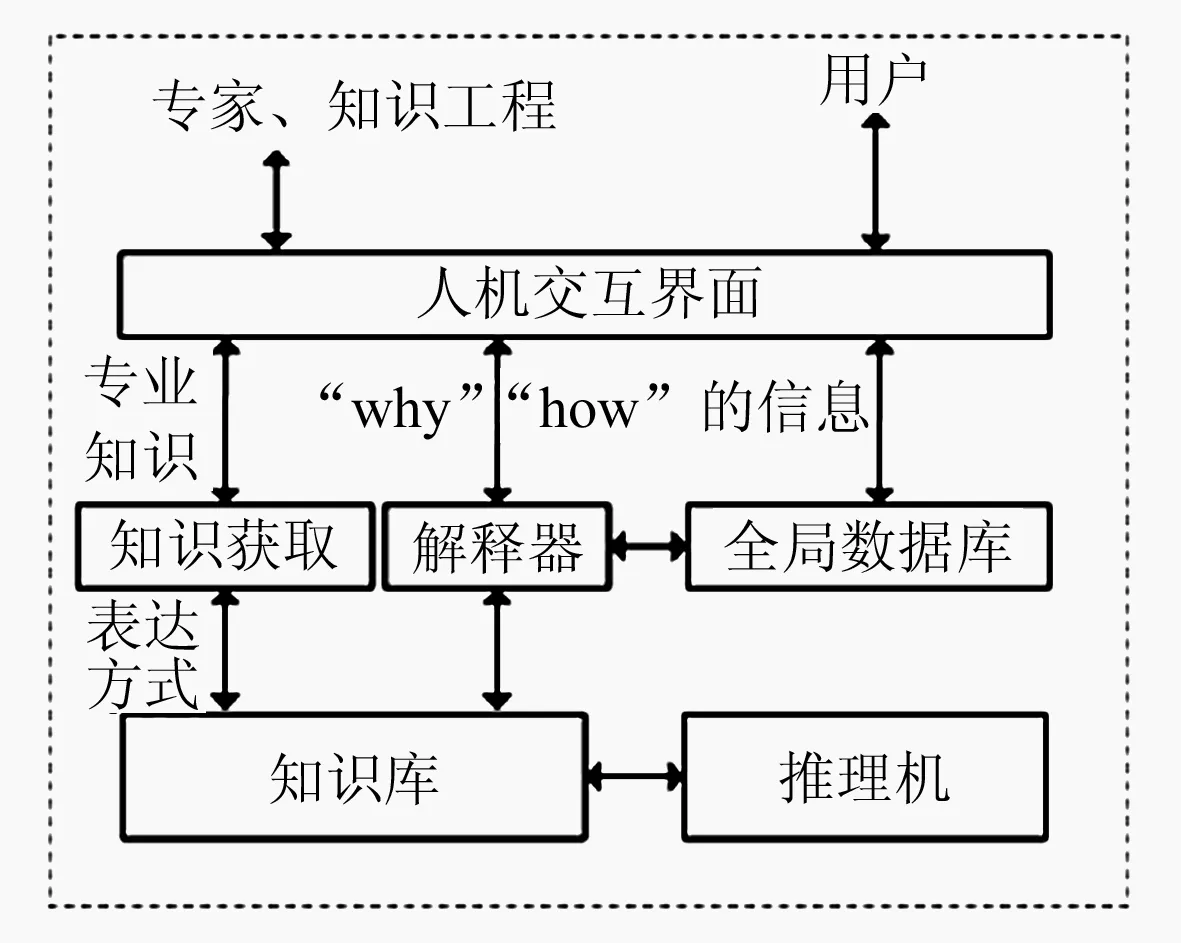
图1 专家系统的架构
2 航弹控制舱装配工艺知识库
航弹控制舱装配工艺知识库的建立分为两部分,即装配工艺知识获取和装配工艺知识表示.其中装配工艺知识获取途径有两个:一是企业专家经验总结;二是控制舱装配标准和规范性文件提炼.
2.1 专家经验总结
根据企业装配工程师的经验,可总结出两种控制舱装配工艺规则,即基于零件划分的装配工艺规则(表1)和基于特性的装配工艺规则(表2).

表1 基于零件划分的装配工艺规则

表2 基于特性的装配工艺规则
2.2 装配标准和规范性文件提炼
装配标准和规范性文件主要指装配控制舱时使用的企业传统工艺卡片和装配技术文件.对这些文件进行提取,可形成装配控制舱的设计要求和注意事项等.
根据企业提供的相关资料和数据总结出航弹控制舱的知识库,可采用Excel表格的形式建立知识库(图2).知识库涵盖零件名称、零件BMP(Bitmap)地址和零件规则属性等.知识库中各项内容都可进行补充和完善.

图2 控制舱装配工艺路线知识库
2.3 装配工艺知识表示
装配工艺知识可采用产生式表示法(又称产生式规则表示法),表述事实、规则以及它们的不确定性度量等.产生式表示法通常用于表示具有因果关系的知识[7-8].
产生式表示法的基本形式是PIQ,或者IF P THEN Q.其中,P是产生式的前提;Q是在满足前提P后得出的结论或者要继续执行的下一步.本文中,P为表1和表2中各规则;Q为装配顺序.
控制舱装配工艺知识是反映装配工艺事实和装配操作经验的有序集合.针对不同的装配工艺,选择不同的装配模块,可用产生式表示法进行知识的表示.产生式表示法一般用“IF-THEN”表示.这里,IF表示装配控制舱下一零部件时的发生条件;如果其中还含有并行的操作规则,则需用AND连接并行规则;如果条件满足,则用THEN执行下一步零部件的安装.
3 航弹控制舱装配工艺推理机制
推理技术(运用知识进行问题的推理和决策)指将知识库中的知识和工作中的问题以事实结合起来,引导专家系统.其中推理和决策过程是在程序中进行的,被称为推理机.
3.1 推理方式及其分类
人的思维方式有很多种,例如线性思维和非线性思维、惯性思维和跳跃思维、抽象思维和具体思维以及直觉思维和创造性思维等.类比于计算机的程序系统,在具备思维能力的同时也应具备多种思维方式,从而在面对复杂问题时可以通过多渠道解决.大部分具备推理和决策能力的应用程序的推理方式如图3所示.

图3 推理方式及其分类
对于航弹控制舱的装配工艺来说,在总结装配工程师经验的基础上,罗列知识并建立装配工艺知识库,以基于知识的推理为前提,根据不同的装配约束条件,可建立智能装配工艺路线设计专家系统推理机制.该过程采用基于知识的推理方式.所谓装配约束条件就是工程师提供的装配工艺规则优先级.
3.2 推理的控制策略
具体来说,推理阶段就是搜寻问题答案的过程,而问题求解的质量和效率依赖于问题的约束策略,即推理的控制策略.推理的控制策略主要包括:推理方向、求解策略、限制策略以及冲突消除策略等.
3.2.1 推理方向
推理方向分为正向推理、逆向推理、混合推理以及双向推理.正向推理就是从问题的已知事实出发,正向使用推理规则向未知目标的推理,也称其为事实驱动推理,其推理的结果未知;逆向推理就是以某个假设目标作为出发点,用逆向思维推理进而求得问题的解,也称其为目标驱动推理;混合推理就是结合正向和逆向推理的优点,避开两者的缺点而进行的完善推理;双向推理就是正向与逆向推理同时进行.
在完成所有知识库储备的前提下,选择的推理方向不同,问题的求解速度就不一样.
已知关于航弹控制舱的装配事实(即依据表1和表2中装配工艺规则建立的航弹控制舱装配工艺知识库),根据零部件的装配工艺规则属性来匹配装配工艺知识库中的规则,从而求解最优装配工艺路线,因此可采用正向推理方式.正向推理的一般流程如图4所示.
3.2.2 求解策略
求解策略是指按要求推理过程得出所有可能的解以及最优解.
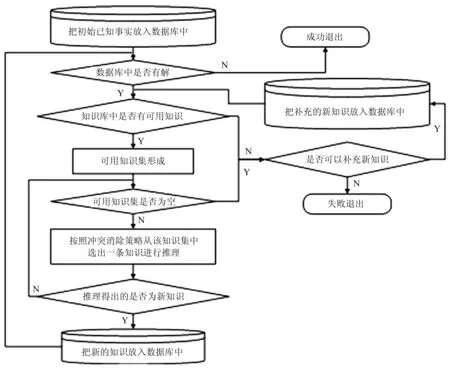
图4 正向推理的一般流程
3.2.3 限制策略
在推理过程施加约束,以便减少推理所需时间、空间等.一般可以在深度、宽度、时间、空间等方面进行推理约束.
3.2.4 冲突消除策略
在推理阶段,系统要用知识库中知识不断地对已知事实进行匹配.其结果包括不能匹配、恰好匹配、多组匹配3种情况,为此针对不同问题所采用的解决方法称为冲突消除策略.
本文总结的控制舱零件库装配规则属性如表3所示.对零部件装配工艺规则属性与装配工艺知识库中的规则进行匹配,可实现零件装配工艺路线的推理(图5).

图5 装配工艺路线推理流程

表3 控制舱零件库装配属性
4 专家系统实现
确定知识库和推理方式后,构建系统的人机界面设计框架.为便于系统的集成,在UG NX软件平台下,利用Block UI Styler添加相应控件,并采用Visual Studio 2012软件编程环境研究装配路线推理机制,实现航弹控制舱智能装配工艺路线设计专家系统.专家系统人机交互界面如图6所示.

图6 专家系统人机交互界面
工艺人员通过航弹控制舱智能装配工艺路线设计专家系统,选择零部件对应的规则属性,经过装配工艺规则优先级推理判断,得出匹配合适的装配工艺路线.优先级的设定是指工艺人员面对装配体时所设置的优先装配顺序.不同装配体的装配工艺规则优先级很可能不同,如针对控制舱,首先选择优先级“重大件优先装配”,系统匹配出cangti;选择优先级“重要件优先装配”,系统匹配出duoji;选择优先级“过盈过渡间隙优先装配”,系统匹配出zhoucheng;选择优先级“自下往上依次装配”,系统匹配出两条,即cangticegai和duoyi,按照优先级依次类推.最后输出装配工艺路线文件,该文件可作为装配仿真的指导性文件.装配工艺路线输出的形式包括记事本、Word、Excel等.图7所示为控制舱智能装配工艺路线输出文件.输出文件时可选择不同的输出形式和输出位置.
工艺人员通过技术筛选,选择合适的装配工艺路线,能够完成仿真装配.根据三维模型要求,图7中duoyi-cangticegai和duojikongzhiqi-redianchi的工艺路线不合理,应人为排除.因此,最终以cangti-duoji-zhoucheng-cangticegai-duoyi-cangtihougai-redianchi-duojikongzhiqi作为工艺路线选定文件,实现了航弹控制舱装配工艺路线设计专家系统.
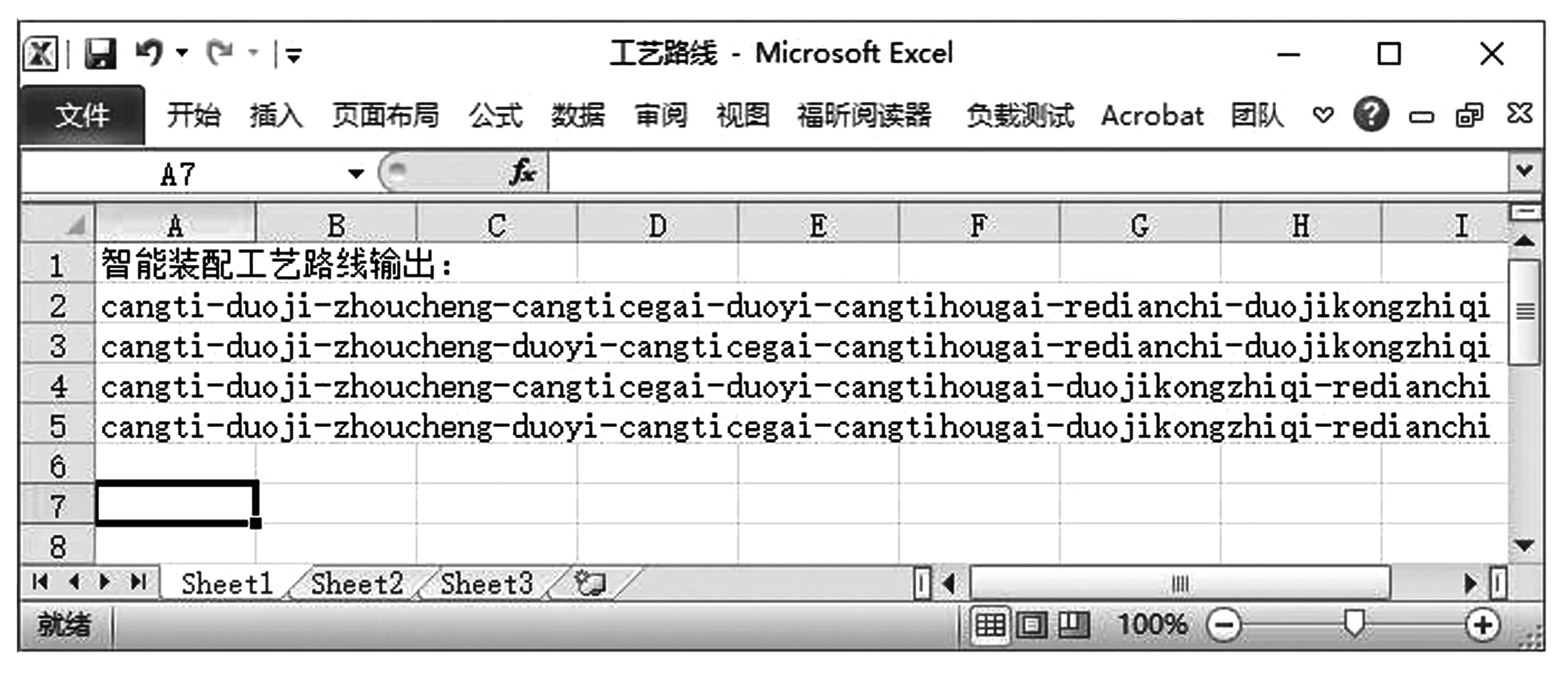
图7 控制舱智能装配工艺路线输出文件
5 结束语
对装配工程师经验归纳总结的基础上,以航弹控制舱为例,赋予零部件装配属性规则,建立装配知识库,并根据装配工艺规则进行推理机制研究,完成了航弹控制舱智能装配工艺路线设计专家系统的开发.通过该系统可选择赋予零件的装配属性规则信息,进行装配工艺规则匹配,输出装配工艺路线,指导装配仿真.
