一种基于机器视觉的水龙头曲面识别检测系统*
2018-09-20吴智恒陈启愉段先云童季刚邓一波
□ 王 宇□ 吴智恒□ 陈启愉□ 段先云 □ 童季刚□ 李 平□ 邓一波
1.广东省智能制造研究所 广州 510070
2.昆明理工大学机电工程学院 昆明 650504
1 设计背景
国家大力倡导发展智能制造装备产业,以实现制造过程智能化。在现实生产过程中,不可避免地会出现一些表面带有缺陷的产品,及时检测出缺陷产品,并将这些产品从流水线中剔除非常重要[1]。
近年来,很多学者对基于图像处理的机器视觉技术进行了研究,这一检测技术具有非接触性、快速、高效等特点[2-4]。机器视觉以计算机为中心,由视觉传感器、图像采集系统及图像处理软件组成[5]。
目前,机器视觉检测技术已大量应用于视觉检测、自动化装配和机器人视觉引导等领域中。
五金金属件的表面曲面类型多,其表面曲面缺陷种类也很多,在生产中如何提高缺陷检测正确率,降低误检率,进而提高产品加工速度,显得尤为重要[6]。
在曲面带钢表面检测方面,德国伊斯拉视像公司研制了HTS-2型带钢表面曲面检测系统[7],美国国家仪器公司研制了机器视觉表面缺陷在线检测系统,在金属件表面曲面检测领域有广泛应用[8]。我国对金属件表面曲面检测方面的研究起步较晚,目前一些科研机构和高校已经开始对图像处理技术的磁瓦表面曲面检测方法进行研究[9]。
水龙头表面曲面光滑且反光,有高光效应,在进行图像采集时外界环境对目标成像质量影响很大,若采用普通射线光照法检测,成功率较低,且目前生产线上的人工检测已无法满足自动化生产的要求。同时,反光对人眼也有不利影响。
针对以上情况,笔者设计了一种基于机器视觉的水龙头曲面识别检测系统,通过多传感器耦合与工业相机对水龙头曲面进行图像采集,并采用Visual Studio 2010软件配合Opencv函数库,对图像进行一系列数学形态学处理,实现了水龙头曲面的识别[10-13]。这一系统在快速检测识别的基础上,做到高效高准确率,并且相比于其它检测设备,降低了成本。
2 系统框架
水龙头曲面识别检测系统主要由硬件和软件两部分组成,两部分之间通过网口通信进行传输。系统整体框架如图1所示。
图1中,图像采集模块中的工业相机用于采集水龙头曲面图像,位移传感器被触发后,可以将采集到的水龙头曲面图像通过工控机与识别软件系统的网口通信传输到图像处理模块。经过一系列数学形态学处理及水龙头曲面特征提取后,可以进行识别检测。光源控制器可以根据水龙头曲面反光程度大小实时调节光照强度,保证工业相机能够完整采集到水龙头曲面缺陷特征区域的图像。
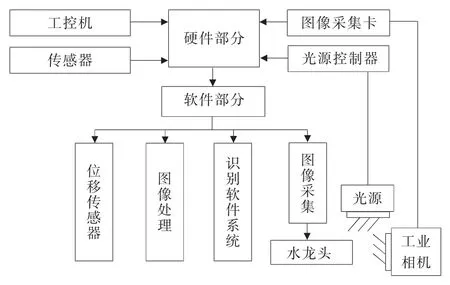
▲图1 水龙头曲面识别检测系统整体框架
3 系统硬件
3.1 工业相机与光源
硬件是支撑整个水龙头曲面识别检测系统的框架,负责完成零件图像处理前的一切工作,涉及零件传输、数据采集及处理。
系统硬件主要包括工业相机、光源、传感器和工控机等。由于所采集的水龙头曲面比较光滑,考虑到后期应用的企业生产线实际生产工况,工业相机选用高帧率200万像素工业相机,以满足生产线快速识别检测的要求,如图2所示。
在光源方面,需要考虑水龙头曲面会反光,结合生产线实际使用工况,选用碗状红光无影光源来配合图像采集,如图3所示。

▲图2 工业相机

▲图3 碗状红光无影光源
碗状红光无影光源可以形成一个碗状的封闭环境,能够抑制水龙头曲面反射回来的光,同时也能够避开环境光的影响。另一方面,碗状红光无影光源可以减小水龙头曲面所产生的阴影区域,进而可以获得更高质量的图像。
3.2 多传感器融合
对于水龙头识别检测生产线而言,水龙头曲面识别检测系统的稳定性和可靠性是生产线实现自动化、智能化的前提。
在水龙头曲面识别检测系统中,图像采集部分配置多传感器融合工作。多传感器融合不仅保证了系统检测的准确性,而且使检测更加方便,进而可以实现水龙头生产线检测的自动化、智能化。各传感器选型及主要参数见表1。

表1 传感器选型与参数
4 系统软件
4.1 软件框架
水龙头曲面识别检测系统软件主要包括图像采集模块、图像处理模块、识别软件系统等,系统流程如图4所示。
光电传感器触发后,工业相机开始采集水龙头图像。水龙头触发位移传感器后,图像处理模块经过一系列数学形态学处理,由识别软件系统识别检测水龙头曲面是否合格。
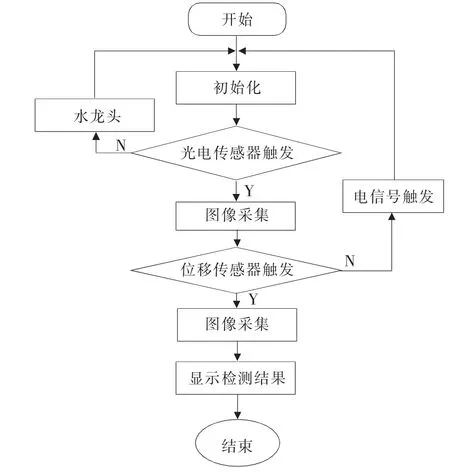
▲图4 水龙头曲面识别检测系统流程图
4.2 系统界面
水龙头曲面识别检测系统界面运行于工控机上,采用Visual Studio 2010软件开发环境,通过软件界面创建检测模板,设置检测区域参数,打开工业相机进行实时图像采集,然后进行水龙头曲面的实时识别检测,并将处理结果显示在系统界面上。系统界面如图5所示。

▲图5 水龙头曲面识别检测系统界面
5 试验与分析
在实际生产中,水龙头曲面质量缺陷检测是至关重要的一个环节,如何快速准确地识别检测有缺陷的水龙头,是提高水龙头检测效率的关键。基于机器视觉的水龙头曲面识别检测系统通过多传感器融合与工业相机获取水龙头图像,经过处理分析,实现了自动化检测。在水龙头数量相同的情况下,使用水龙头曲面识别检测系统检测与人工检测进行对比试验,试验结果见表2。
由试验结果可以看出,系统和人工同时检测100个合格水龙头,分6组进行试验,系统的误检率均在1%内,且比较稳定。随着工作时间的延长,人工误检率逐步增大到2%左右。系统所用时间均在251 s内,人工所用时间则基本是系统的3倍,相差较大,而且长时间检测容易产生疲劳,影响检测率。可见,使用水龙头曲面识别检测系统进行检测的效率高于人工检测,且合格率高。
6 结论
笔者基于机器视觉设计了水龙头曲面识别检测系统,可以对水龙头曲面缺陷进行自动化、智能化检测,保证了水龙头曲面识别检测的高效性,且误检率在1%内。这一系统具有较高的应用价值。
