钢体PDC钻头表面强化工艺研究
2018-09-11解珅
解 珅
(大庆油田钻井工程技术研究院,黑龙江大庆 163413)
钢体PDC钻头体的表面强化质量是直接影响钢体钻头使用寿命的关键因素之一,其基本要求为:①表面硬化层的硬度高;②与钢体钻头基体结合强度高;③耐冲蚀性好。由于国产钻头体强化层耐冲蚀性差,且强化层与钢体钻头基体结合性不好,使得强化层易从基体上剥落,限制了钢体PDC钻头的广泛应用,钻头体表面强化技术已成为目前急需解决的问题。为此,提出了一种用氧-乙炔焰堆焊技术强化钻头体表面的新工艺,该技术可使钻头体表面强化质量显著提高。
1 强化材料及强化方式的选择
1.1 强化材料的选择
强化材料的成分对强化层性能起着决定性的作用,按其成分可分为铁基、钴基、镍基、铜基合金和碳化钨型等几大类。根据钻头体强化要求和各类材料特性对比可知,碳化钨型堆焊材料的硬度高,耐冲蚀性强,适合用于钻头体强化。由于钻头体形状复杂,局部强化空间小,故采用管装粒状铸造碳化钨进行堆焊。在堆焊过程中,铸造碳化钨颗粒本身并不熔化,而是借助于熔化后的钢管和基体金属将铸造碳化钨粘附于工件上。
1.2 强化方式的选择
表面涂层技术有堆焊技术、热喷涂喷焊技术、电刷镀技术和镀膜技术等,针对不同的工件及应用要求,可选用不同的表面涂层技术。经过调查研究,用堆焊技术得到的强化层与基体的结合强度较高,比较适合钻头体表面强化的要求。用氧-乙炔焰堆焊方法建立表面强化层,简便经济,稀释率低,火焰温度较低,火焰加热面积大,而且铸造碳化钨在氧-乙炔焰中不熔化,堆焊效果较好。堆焊温度一般为1600℃~1700℃,在这样的温度下,铸造碳化钨合金不会发生组织转变。因此,仍保持它原有的高硬度和高耐磨性的特点。
2 钻头体表面强化工艺
2.1 堆焊前准备工作
钻头体堆焊前,要仔细清除钻头体表面铁锈、油污、毛刺等。堆焊表面必须放平,以保证堆焊时铸造碳化钨颗粒均匀分布,用雕刻钻等手工工具对齿窝边及内部进行修整,去掉毛刺、飞边,要求齿窝内壁光滑,用手工工具对钻头刀翼背部进行尖角倒钝处理。将替片镶嵌入钻头体齿窝内,将保径合金齿装入保径合金孔内,要求镶装到位。堆焊前,将准备好的钻头体放入预热炉中预热(图1),钻头体被预热到600℃左右。
2.2 强化技术的应用技巧
当达到预热温度后,吊出钻头冠部,放入自制卡具中进行堆焊操作。堆焊时应先完成一个刀翼各部位的堆焊工作后再对其它刀翼进行堆焊。堆焊过程应采用火焰的还原焰,还原焰长度应为焰心长度的2~3倍,焰心与被堆焊表面之间的距离应保持2~3mm。为了尽快地加热堆焊表面,又避免堆焊表面过热和熔化,同时预热相邻堆焊部位,焊枪中心线应与堆焊表面约成15°~25°倾角。具体强化过程按以下步骤进行操作:
(1)用焊枪弱碳焰加热钻头刀翼正面(如图2所示)至呈现暗红色,待表面有微熔状态时,左手持枪加热,右手拿焊条加入熔池熔化,进行堆焊操作。加热时应不断移动火焰以避免局部温度过高。
(2)用相同的方法先后对钻头刀翼背部、刀翼顶部、刀翼侧面依次进行强化处理,操作完成后检查强化质量,不足之处进行补焊。
(3)采用铜钎焊的方法焊保径合金齿,钎焊过程中注意合金齿排气,钎焊表面均匀平整。
图1 钻头体预热炉示意图
2.3 强化后保温处理
焊层与基体热膨胀系数相差较大,为了避免钢体PDC钻头堆焊后的强化层冷却过快导致强化层出现裂纹、脱落等现象,强化完成后将钻头立即放入保温罩或用石棉布包裹,缓慢冷却至室温。
3 井场试验
我们对强化后的∅215.9mm的钢体PDC钻头在15504队施工的北2-350-斜E122井进行现场试验,钻头自井深200m下井,钻至1255m起钻,进尺1055m,纯钻时间26h17min,机械钻速40.14m/h。钻头提出后,钻头体表面无明显冲蚀,新度90%。接着我们又继续对该只钻头进行试验数据如表1所示。
钻头提出后,切削齿磨损严重,钻头体表面无强化层脱落现象。其后又投入9只同样钻头进行了试验。10只钻头共下井35次,总进尺38500m,平均机械钻速39.5m/h。
在正常使用条件下,试验钻头的表面强化层寿命已超过钻头切削齿寿命,表明用氧-乙炔焰堆焊硬化工艺对钢体PDC钻头进行表面强化能够完全满足现场生产要求。
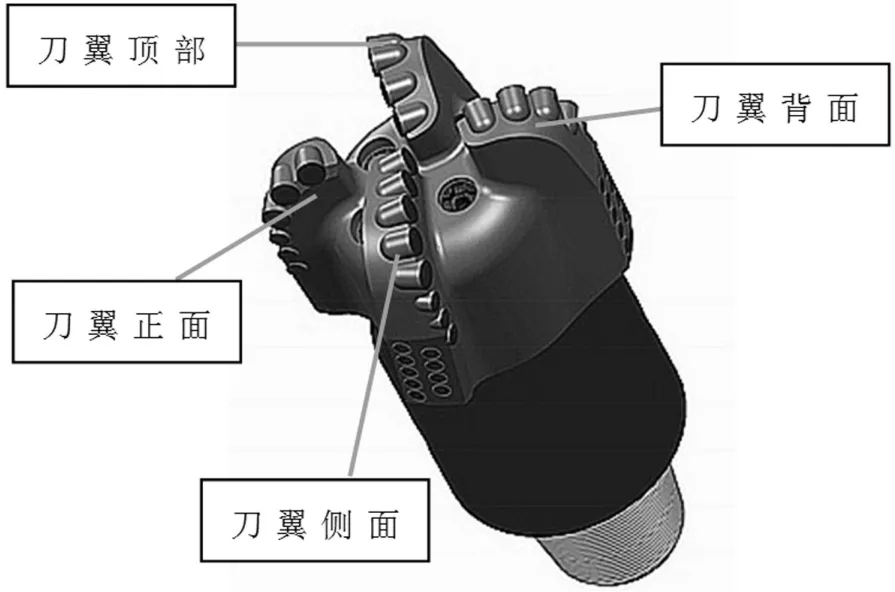
图2 钻头结构图

表1 15504井队钻头试验数据表
4 结论
(1)利用氧-乙炔焰堆焊新工艺得到的钻头体表面强化层硬度大、与基体结合强度高、耐冲蚀性强。
(2)应用该工艺生产的10只钻头共下井35次,总进尺38500m,平均机械钻速39.5m/h,能够完全满足现场应用要求。
(3)钢体PDC钻头表面强化技术的解决可大幅度提高钻头的使用寿命,且钢体PDC钻头的生产成本较胎体PDC钻头低,在生产和使用中大大节约了钻井公司的钻井成本。
