加氢循环油与加氢蜡油混合作为催化裂化进料试验研究
2018-09-10崔守业许友好
崔守业,许友好
(中国石化石油化工科学研究院,北京 100083)
催化裂化装置是炼油厂重油轻质化的重要二次加工装置,也是炼油厂创造效益的主要装置,产品包括丙烯、异丁烷、异丁烯等化工原料以及汽油和轻循环油等,其中轻循环油需要加氢处理后才能作为柴油调合组分。随着环保法规的日益严格和经济结构的调整,车用柴油质量要求逐渐提高,并且柴油的消费速率降低,2014—2016年消费柴汽比分别为1.6,1.4,1.3,呈逐年下降趋势[1]。催化裂化轻循环油中芳烃含量较高,十六烷值较低。国家标准GB 19147—2016对车用柴油中多环芳烃含量进行了进一步限定,车用柴油(Ⅴ)规定多环芳烃质量分数不大于11%,车用柴油(Ⅵ)规定多环芳烃质量分数不大于7%;以轻循环油中萘类化合物为例,当萘类化合物饱和为十氢萘类化合物后,十六烷值仅可以提高约30个单位,十氢萘开环裂化为单环环烷化合物,十六烷值才能提高到40[2]。因此,催化裂化轻循环油的转化成为关注点和研究方向。针对催化裂化轻循环油在不同窄馏分中单环芳烃、双环芳烃和三环芳烃含量的特点,中国石化石油化工科学研究院开发了多产高辛烷值汽油的MIP工艺技术(MIP-LTG),该技术可将轻循环油切割为轻馏分和重馏分,轻馏分中富含单环芳烃,直接作为催化裂化原料[3];重馏分中富含双环芳烃,经过芳烃加氢饱和后作为催化裂化原料。工业应用结果表明,轻循环油轻馏分在提升管中约44%转化为汽油馏分[4]。中型试验结果表明,当加氢轻循环油重馏分单独转化时,最高约59%可以转化为汽油馏分,24%转化为液化气组分[5]。可见,催化裂化轻循环油、催化裂化轻循环油加氢后的重馏分单独转化都可以实现较好的转化效果。本课题在小型固定流化床装置上,采用不同加氢深度轻循环油重馏分与加氢蜡油原料混合,考察不同混合比例原料的催化裂化反应情况。
1 实 验
1.1 原料与催化剂
试验所用原料为中国石化天津分公司提供的轻循环油,轻循环油首先在中型常减压间歇蒸馏装置蒸馏,切割温度为250 ℃,切割为轻馏分和重馏分,重馏分在中型加氢装置上进行芳烃饱和,获得加氢深度中等的加氢重馏分-M和加氢深度高的加氢重馏分-H。新鲜原料为中国石化青岛炼油化工有限责任公司提供的加氢蜡油原料,几种原料的主要性质见表1。试验所用催化剂为中国石化催化剂齐鲁分公司生产,商品牌号为MLC-500,主要物化性质见表2,试验前催化剂在常压、800 ℃、100%水蒸气的条件下水热老化12 h,备用。
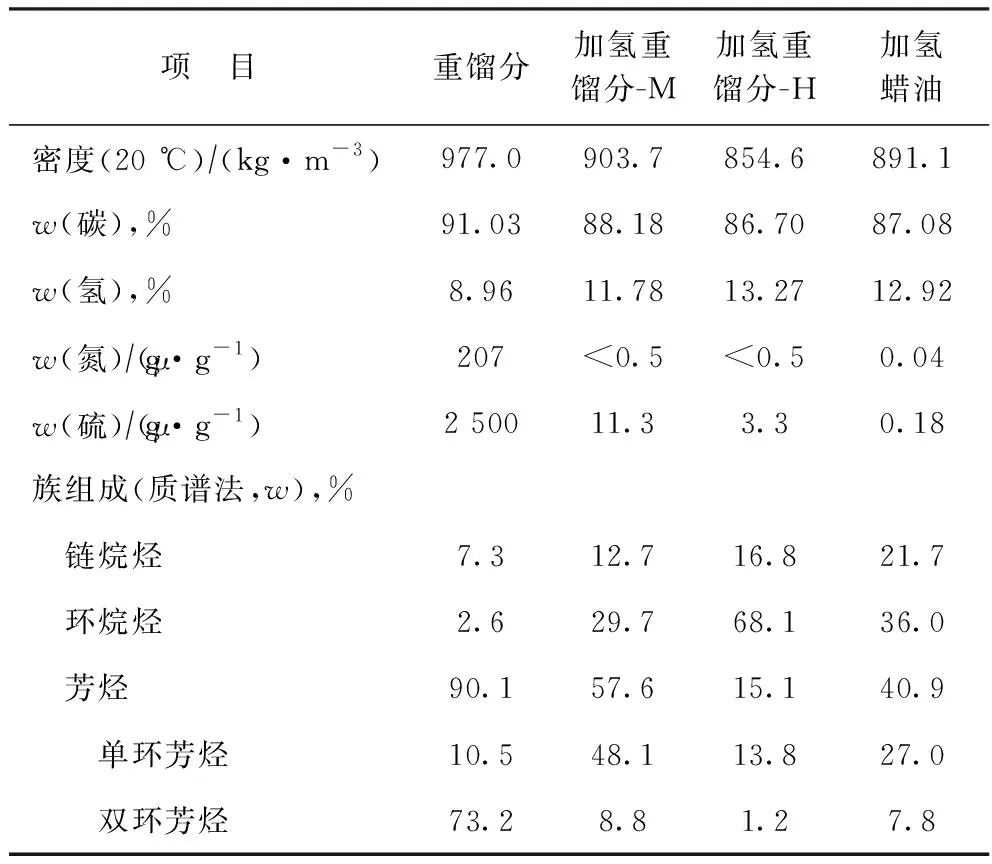
表1 原料的主要性质
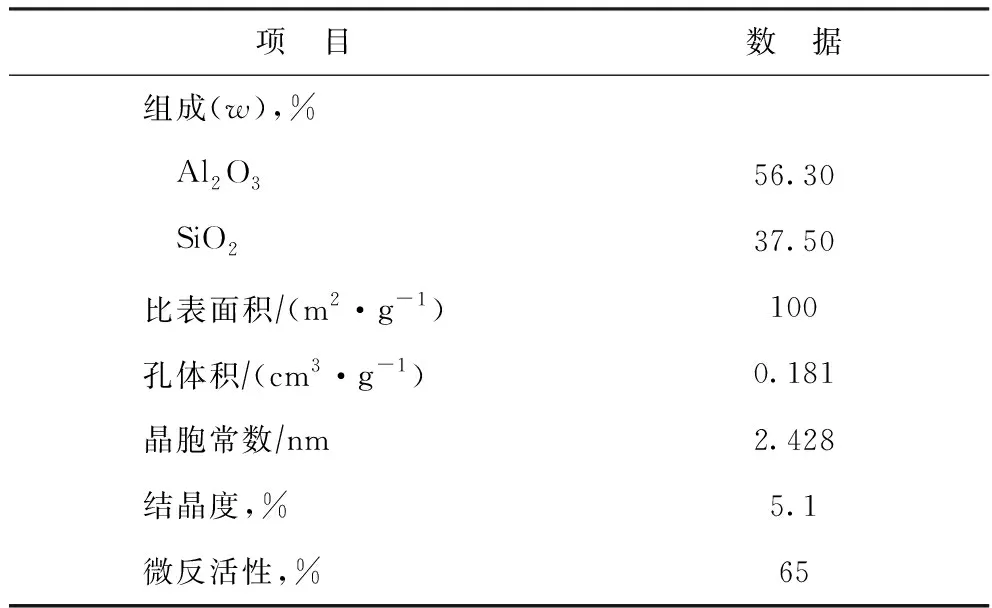
表2 催化剂的主要物化性质
从表1可以看出:轻循环油重馏分、加氢重馏分-M和加氢重馏分-H的密度(20 ℃)分别为977.0,903.7,854.6 kgm3;氢质量分数分别为8.96%,11.78%,13.27%;总环烷烃质量分数分别为2.6%,29.7%,68.1%;单环芳烃质量分数分别为10.5%,48.1%,13.8%;总双环芳烃质量分数分别为73.2%,8.8%,1.2%。可见重馏分加氢后性质得到明显改善。加氢蜡油密度(20 ℃)为891.1 kgm3,氢质量分数为12.92%,链烷烃质量分数为21.7%,总环烷烃质量分数为36.0%。该加氢蜡油性质良好。
1.2 实验装置及实验方法
试验在小型固定流化床装置上进行[3],先将催化剂装入反应器,原料油经计量后注入进料管线,经预热器预热后进入反应器,与热的流化状态催化剂接触进行反应,在进料的同时注入雾化水蒸气,进料终止后注入汽提水进行水蒸气汽提,反应产物经两级冷凝冷却分离成气体产物和液体产物,经计量和色谱分析,得到干气、液化气、汽油、柴油和重油产率。带碳催化剂通入氧气,在560~690 ℃条件下进行烧焦再生,得到的烟气经计量并测定其组成,计算焦炭产率。
在反应温度为510 ℃、剂油质量比为6的条件下考察加氢重馏分-M和加氢重馏分-H与加氢蜡油不同混合比例原料在MLC-500催化剂作用下的反应性能,混合原料编号及混合比例见表3。
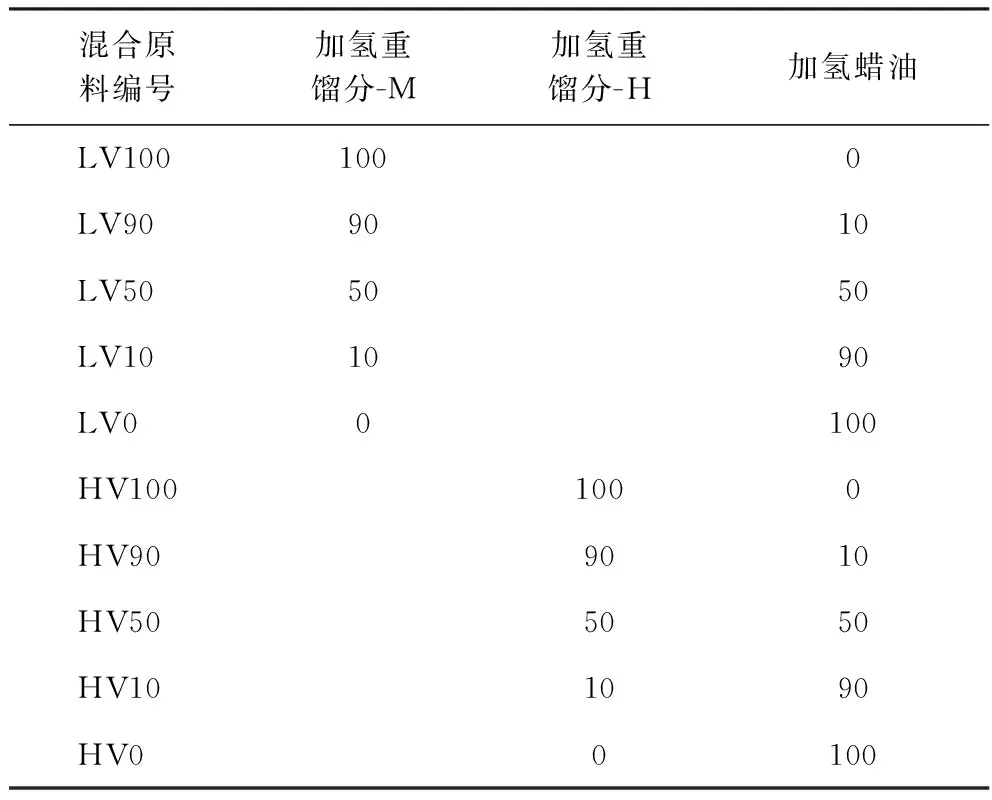
表3 混合原料编号及混合比例w,%
2 结果与讨论
2.1 加氢重馏分-M混合原料
不同比例加氢重馏分-M混合原料催化裂化反应结果见表4,其中LV90-C,LV50-C,LV10-C分别为按照LV90,LV50,LV10原料油混合比例计算得到的结果。从表4可以看出:随着加氢重馏分-M混合比例的增加,干气、液化气、汽油、重油、焦炭产率呈逐渐降低的趋势,柴油收率逐渐增加;与计算结果相比,加氢重馏分-M混合比例为90%,50%,10%时,目标产品液化气收率变化分别为-0.89,+0.18,-0.47百分点;汽油收率变化分别为+1.53,-0.06,-0.38百分点。从表4还可以看出:与计算结果相比,采用混合原料后,在加氢重馏分-M混合比例为90%,50%,10%时,干气产率降低幅度分别为22.22%,13.13%,3.17%;焦炭产率降低幅度分别为23.68%,22.05%,17.11%。总体来说,单独反应和混合进料目标产品液化气和汽油收率变化幅度不大。
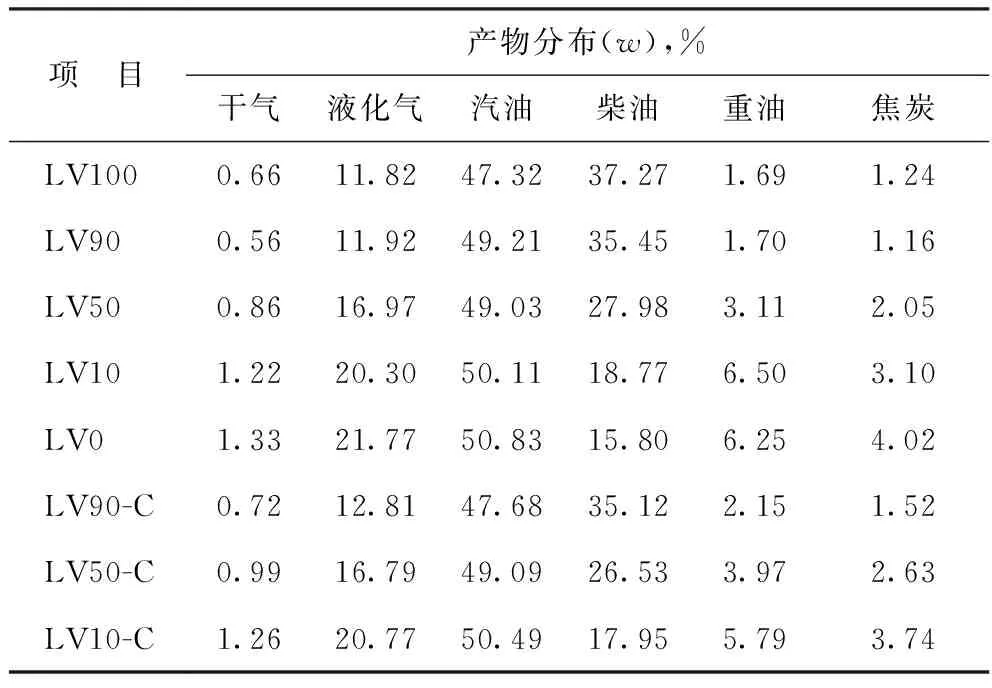
表4 不同比例加氢重馏分-M混合原料催化裂化反应结果
不同比例加氢重馏分-M混合原料催化裂化反应后汽油PONA组成见图1。从图1可以看出:随着加氢重馏分-M混合比例的降低,正构烷烃含量略有增加;异构烷烃含量呈先明显增加、后缓慢增加趋势;加氢重馏分-M混合比例为10%和0时,烯烃含量相对较高,环烷烃和芳烃含量呈逐渐降低趋势。
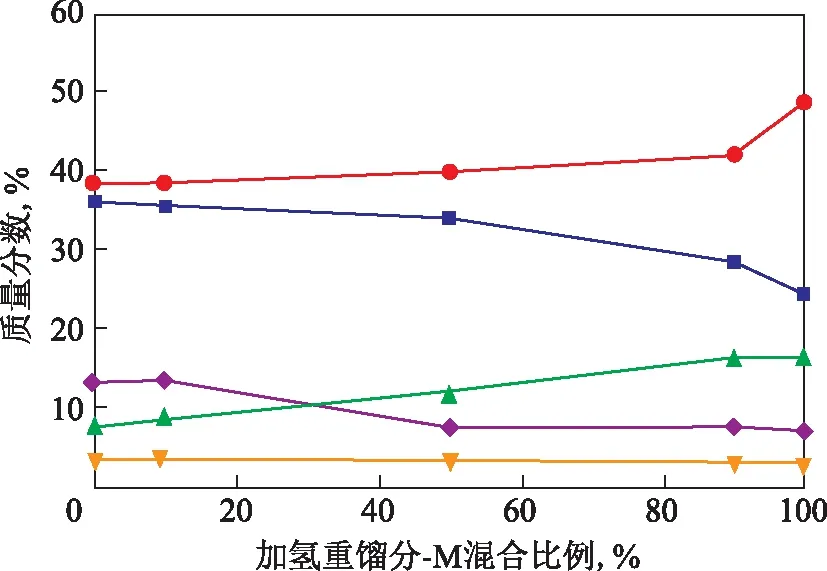
图1 不同比例加氢重馏分-M混合原料催化裂化反应后汽油PONA组成正构烷烃; ■—异构烷烃; ◆—烯烃; ▲—环烷烃; ●—芳烃。图2同
总体来说,采用中等加氢深度的加氢重馏分-M混合原料时,在目标产品液化气和汽油收率变化幅度不大的情况下,干气和焦炭产率降低幅度较大,说明原料混合后出现了“1+1>2”的效果;汽油的质量组成变化不显著。
2.2 加氢重馏分-H混合原料
不同比例加氢重馏分-H混合原料催化裂化反应结果见表5,其中HV90-C,HV50-C,HV10-C分别为按照HV90,HV50,HV10原料油混合比例计算得到的结果。从表5可以看出:随着加氢重馏分-H混合比例的增加,干气、液化气、重油、焦炭产率逐渐降低,汽油收率逐渐增加,柴油收率先增加后降低;与计算结果相比,加氢重馏分-H混合比例为90%,50%,10%时,目标产品液化气收率变化分别为-0.25,-0.24,-2.0百分点;汽油收率变化分别为-0.32,+1.49,+1.33百分点。从表5还可以看出:与计算结果相比,采用混合原料后,在加氢重馏分-H混合比例为90%,50%,10%时,干气产率降低幅度分别为4.34%,16.49%,9.52%;焦炭产率降低幅度分别为10.52%,30.16%,29.30%。总体来说,单独反应和混合进料目标产品液化气和汽油收率变化幅度不大。
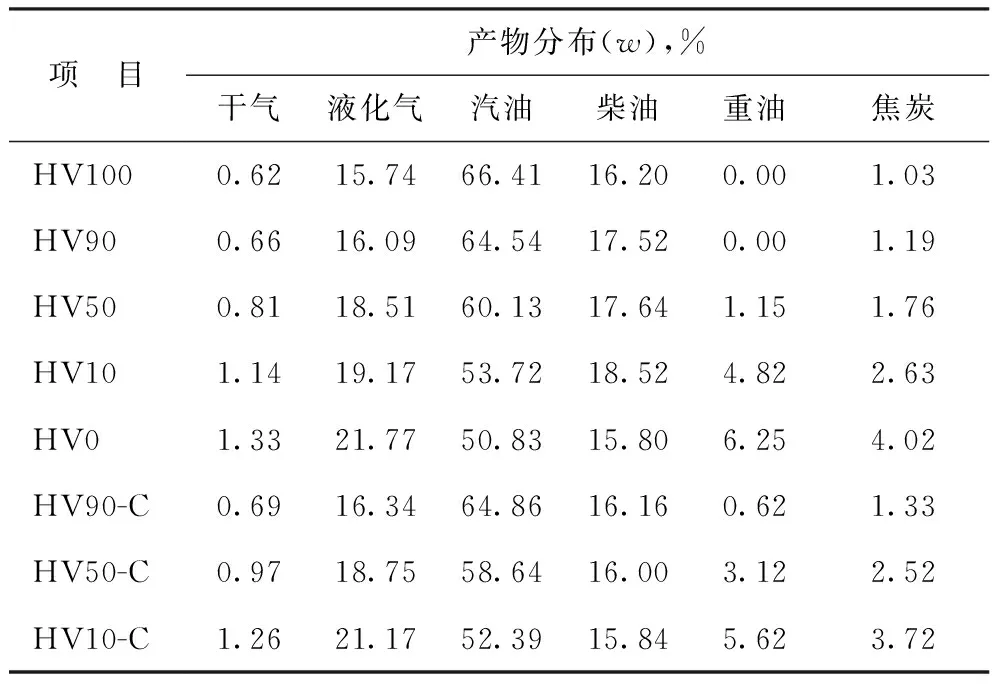
表5 不同比例加氢重馏分-H混合原料实验结果及计算结果
不同比例加氢重馏分-H混合原料催化裂化反应后汽油PONA组成见图2。从图2可以看出:随着加氢重馏分-H混合比例的降低,正构烷烃含量变化不明显;异构烷烃含量呈先明显增加、后缓慢增加趋势;加氢重馏分-H混合比例为10%和0时,烯烃含量相对较高;环烷烃含量呈降低趋势;芳烃含量变化不明显。

图2 不同比例加氢重馏分-H混合原料催化裂化反应后汽油PONA组成
总体来说,采用高加氢深度的加氢重馏分-H混合时,在目标产品液化气和汽油收率变化幅度不大的情况下,干气和焦炭产率降低幅度较大,说明原料混合后出现了“1+1>2”的效果;汽油的质量组成变化幅度不显著。
3 加氢轻循环油与加氢蜡油混合作为催化裂化进料探讨
从2种不同加氢轻循环油重馏分与原料混合实验结果可以看出,采用混合的方式使干气产率降低,尤其是焦炭产率降低幅度较大。本课题尝试从化学反应和混合原料物理性质变化的角度探讨混合进料的合理性。
3.1 化学反应的影响
加氢循环油中链烷烃、环烷烃、单环芳烃均为理想的生成汽油潜组分。轻循环油中的双环芳烃在加氢过程中一般会饱和生成四氢萘型单环芳烃或十氢萘,四氢萘型单环芳烃在催化裂化过程中发生开环裂化反应为理想反应途径,可以生成高辛烷值汽油组分,发生脱氢氢转移反应为非理想反应途径,该反应会重新生成双环芳烃。如何控制单环芳烃的转化需要从两方面考虑:①裂化反应途径;②加氢循环油中各烃族与催化剂的竞争吸附能力。
从裂化反应途径角度来说,以四氢萘型单环芳烃为例,苯基烷烃型正碳离子和烷基苯型正碳离子的β断裂活化能分别为204.7 kJmol和184.5 kJmol[6],这两种正碳离子为经典正碳离子,可以通过负氢离子转移获得。加氢轻循环油与加氢蜡油混合进料时,加氢蜡油中的链烷烃相对容易质子化形成非经典正碳离子,然后α异裂为经典正碳离子,通过负氢离子转移使四氢萘型单环芳烃变为正碳离子,而不需要四氢萘型单环芳烃通过质子化获得苯基烷烃非经典正碳离子,从而抑制了干气的产生[7]。
加氢轻循环油中各烃族与催化剂接触的竞争吸附能力为由强到弱的顺序为:多环芳烃>单环芳烃>环烷烃>链烷烃。当加氢轻循环油直接与高温催化剂接触时,多环芳烃和单环芳烃的苯环首先吸附到催化剂酸性中心,此时催化剂酸密度最高,容易发生需要2个相邻酸性位的双分子氢转移反应,造成焦炭产率增加。
3.2 混合原料物理性质变化的影响
加氢轻循环油具有低黏度、低沸点的特点,加氢轻循环油和加氢蜡油混合有利于降低加氢轻循环油的运动黏度和馏出温度。以常压渣油原料(性质见表6)和加氢轻循环油的密度和蒸馏曲线为基础数据,采用ASPEN进行模拟,加氢轻循环油混合比例对混合原料200 ℃运动黏度以及50%和70%馏出温度的影响见图3和图4。
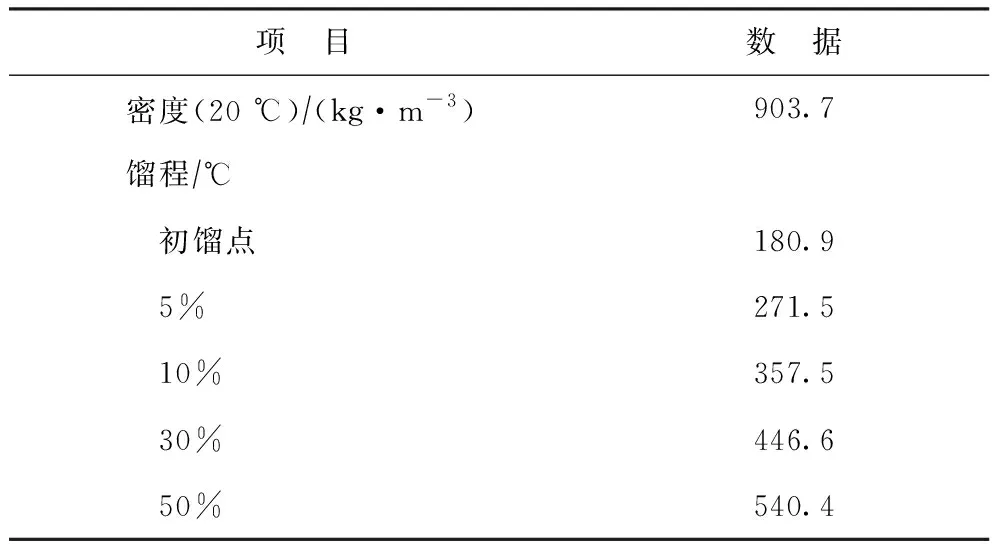
表6 常压渣油原料的主要性质

图3 加氢轻循环油混合比例对混合原料200 ℃运动黏度的影响
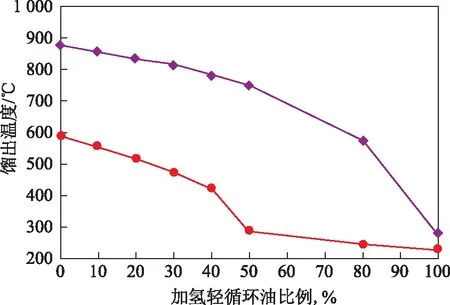
图4 加氢轻循环油混合比例对混合原料50%和70%馏出温度的影响●—50%馏出温度; ◆—70%馏出温度
从图3可以看出,只混入10%的加氢轻循环油,就可以明显降低混合原料的运动黏度。降低混合原料的运动黏度可以改善喷嘴雾化蒸汽的效果,克服原料油的表面张力和黏度约束,使原料油快速破碎成微油颗粒,形成液雾,改善原料油和高温催化剂的接触条件。从图4可以看出,混入加氢轻循环油后,50%和70%馏出温度降低,在剂油接触温度一定的条件下,意味着可以改善微油颗粒的汽化率,从而改善产品选择性。
4 结 论
(1)采用中等加氢深度的加氢重馏分与加氢蜡油混合时,随着加氢重馏分-M混合比例的增加,干气、液化气、汽油、焦炭产率逐渐降低。与计算结果相比,采用混合原料后,干气产率降低幅度为3.17%~22.22%;焦炭产率降低幅度为17.11%~23.68%;目标产品液化气和汽油收率变化幅度不大。
(2)采用高加氢深度的加氢重馏分与加氢蜡油混合时,随着加氢重馏分-H混合比例的增加,干气产率逐渐降低,液化气收率逐渐降低,汽油收率逐渐增加,柴油收率逐渐增加,重油产率逐渐降低,焦炭产率逐渐降低。与计算结果相比,采用混合原料后,干气产率降低幅度为4.34%~16.49%;焦炭产率降低幅度为10.52%~30.16%;目标产品液化气和汽油收率变化幅度不大。
(3)从模拟数据来看,加氢轻循环油与加氢蜡油混合后,可以避免加氢轻循环油直接与高温催化剂接触,降低混合原料黏度和中沸点,有利于改善原料的雾化和单颗粒汽化率,达到降低干气和焦炭产率的目的。
