基于FEM法的矫直压下量与锆合金性能研究
2018-09-10田春刚马令坤
田春刚 马令坤


摘 要:本文基于有限元法(FEM)研究高温矫直压下量对锆合金棒材等效应力、微区温度和材料流动最大速度的影响。结果表明:随着压下量逐渐增大,Zr-4棒材中间区域所受的等效應力和最大等效应力的区域逐渐增大,Zr-4棒材与矫直辊接触的微区温度降低,温降面积增大,Zr-4棒材材料流动最大速度由中间区域变为右侧区域。
关键词:FEM;高温矫直;压下量;等效应力;微区温度;材料流动最大速度
中图分类号:TG294文献标识码:A文章编号:1003-5168(2018)31-0056-03
Study on Properties of Zriconium alloy and levelling
Reduction based on FEM
TIAN Chungang1,2 MA Lingkun1
(1.Shaanxi University of Science and Technology,Xi'an Shaanxi 710021;2.Shaanxi Radio and Television University Baoji Branch,Baoji Shaanxi 721000)
Abstract: Based on the finite element method (FEM), the effects of the amount of leveling pressure on the equivalent stress of zirconium alloy bars, microzone temperature and the maximum velocity of material flow were studied. The results showed that as the pressure drop gradually increases, the area of equivalent stress and maximum equivalent stress in the middle area of zr-4 bar gradually increased, the temperature in the micro area where zr-4 bar met the straightening roller decreased, the temperature drop area increased, and the maximum flow speed of zr-4 bar material changed from the middle area to the right area.
Keywords: FEM;high temperature straightening;reduction;equivalent stress;microzone temperature;maximum velocity of material flow
1 研究背景
锆及锆合金因具有优异的抗腐蚀性能和力学性能,常被用于耐酸容器或耐酸结构件。锆合金棒坯经过锻造、挤压或旋锻变形工序生产而成,中间辅助以酸洗或修磨工序。挤压后的高温矫直是确保锆合金棒坯产品直线度的主要方法,该工序也为确保锆合金棒材最终成品棒材直线度奠定了基础。目前,针对高温锆合金棒材矫直的研究论文相对较少,现有文献只是关注铁基合金、钛合金及高温矫直设备工艺的研究[1-3]。马佳[2]摸索出了适用于Cr12MoV大型矫直辊的铸造及热处理工艺。兰贤辉[3]等人研制出了张力可控制的β型钛合金丝材矫直机组。邱东[4]概述了使用背衬轴承作用支承辊的矫直机的技术优势,阐述了选用背衬轴承座热矫直支撑辊的注意事项。李阳华等人[5]模拟出了V150油套管热矫直的残余应力分布。宋凯等人[6]阐述了十一辊全液压矫直机的结构和技术特点,并指出目前存在的问题和改进方向。本文基于有限元(FEM)法建立了Zr-4合金热矫直过程的模型,并分析热矫直过程中Zr-4合金棒材在各种压下量下的等效应力、等效速率、等效应变和温度变化趋势,为研究Zr-4热矫直过程提供了理论依据。
2 实验研究
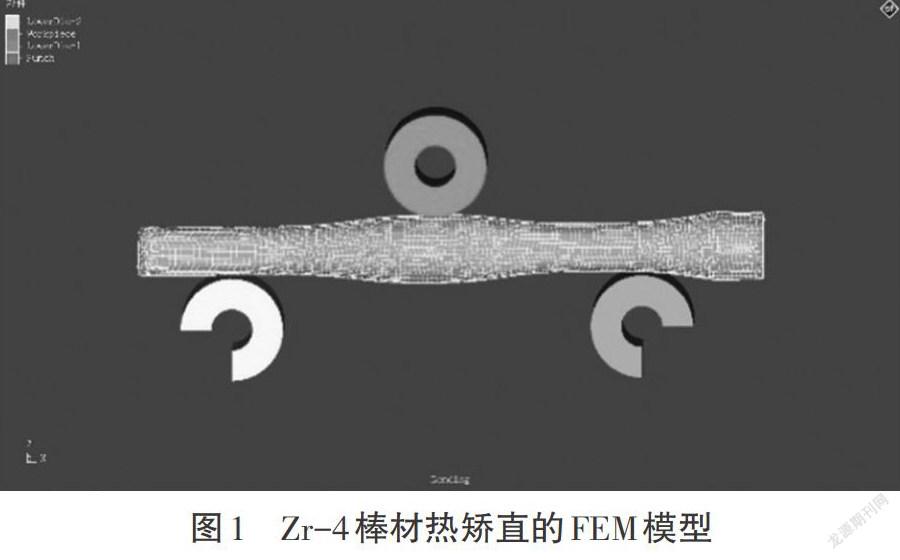
采用规格为200mm的Zr-4挤压棒坯,其化学成分(质量分数/%)为:基体为Zr,1.25~1.8Sn,0.19~0.25Fe,0.08~0.13Cr,≤0.025C,≤0.002 5H,≤0.16O。采用电炉进行加热,加热至1 050℃后到温装炉,棒坯保温60min后出炉,在三辊矫直机上进行热矫直,矫直压下量分别0%、50%和100%。基于有限元(FEM)理论,采用SIMUFACT软件对棒材热矫直的过程进行模拟,构建如图1所示的热矫直模型。
3 结果与分析
3.1 压下量对等效应力的影响
图2为变形量对Zr-4棒材等效应力影响的关系图。Zr-4棒材未变形时,Zr-4棒材受力较为均匀,其结果如图2(a)所示;随着压下量上升至50%,其等效应力出现在Zr-4棒材中间最大变形处,最大等效应力约为41MPa,最大等效应力的范围相对较小,其结果如图2(b)所示。随着压下量上升至100%,最大等效应力约87MPa,最大等效应力的面积相对较大。随着变形量逐渐增大,Zr-4棒材中间区域所受的等效应力和最大等效应力的区域逐渐增大,其结果如图2(c)所示。这是主要是因为随着变形量的增大,Zr-4棒材与中间矫直辊接触的区域逐渐增大,棒材所受的最大应力和应力面积逐渐增大[3-5]。
3.2 压下量对温度影响
图3为热矫压下量对Zr-4棒材截面温度的影响关系图。Zr-4棒材加热未矫直时,棒材截面的温度均匀一致,其结果如图3(a)所示;随着热矫直压下量变为50%,Zr-4棒材与矫直辊接触的微区温度降低至1 125~1 185℃,温降面积略有增大,其结果如图3(b)所示;随着热矫直压下量变为100%,Zr-4棒材与矫直辊接触的微区温度降低至1 004~1 155℃,温降面积增大,其结果如图3(c)所示。这是由于Zr-4棒材热矫直过程是一个放热的过程。随着矫直辊与棒材区域的接触,矫直辊会通过传导传热的方式来降低Zr-4棒材表面的热量[3-6]。
3.3 弯曲量对材料流动的影响
图4为热矫压下量对Zr-4棒材材料流动的影响关系图。从图4可以看出,在未矫直,Zr-4棒材未发生流动,其结果如图4(a)所示。随着热矫直压下量变为50%,Zr-4棒材的中间区域材料流动出现最大值,材料流动最大速率为99mm/s(与矫直辊方向反向),其结果如图4(b)所示。随着热矫直压下量变为100%,Zr-4棒材在右侧出现材料流动出现最大值,材料流动最大速率为-135mm/s(与矫直辊方向向),其结果如图4(c)所示。。这可能与该支棒材受到矫直辊的受力及变形方式有关[2-4]。
4 结论
①随着压下量逐渐增大,Zr-4棒材中间区域所受的等效应力和最大等效应力区域逐渐增大。
②随着压下量逐渐增大,Zr-4棒材与矫直辊接触的微区温度降低,温降面积增大。
③随着压下量逐渐增大,Zr-4棒材材料流动最大速度由中间区域变为右侧区域。
参考文献:
[1]刘建章.核结构材料[M].北京:化学工业出版社,2007.
[2]马佳,晏宏山,左素敏.Cr12MoV大型矫值辊铸造及热处理工艺研究[J].中国铸造装备与技术,2015(2):10-13.
[3]兰贤辉,李会武,杜亚宁,等.β型钛合金丝材在热张力矫直机组的研制[J].钛工艺进展,2016(1):33-35.
[4]邱东.背衬轴承在中厚板热矫直机中的应用[J].中国重型装备,2017(1):25-35.
[5]李阳华,李红英,尹浩,等.基于ANSYS/LS-DYNA的V150有套管热矫直残余应力[J].中南大学学报(自然科学版),2013(4):1373-1379.
[6]宋凯,肖川.全液压热矫直的结构特点及应用[J].山西冶金,2016(3):91-95.
