试验室用真空回潮设备的开发与应用
2018-09-08付亮易斌卢杰熊开胜马宁林文强高晓华温亚东李雯琦郑红艳
付亮,易斌,卢杰,熊开胜,马宁,林文强,高晓华,温亚东,李雯琦,郑红艳
云南中烟工业有限责任公司,昆明市红锦路367号 650231
真空回潮设备广泛应用于中式卷烟制丝生产工艺中,该工序的工艺任务主要是增加烟片含水率和温度,使烟片柔软,易于松散,提高烟片的耐加工性,同时能减轻烟叶杂气,改善产品感官质量[1],是中式卷烟生产的关键工序。传统的静态真空回潮方式存在松散效果不理想、回透率低的问题[2],为解决以上问题开发了试验室用真空回潮设备,该设备为动态回潮,在具备大生产线真空回潮工序现有功能的同时,还具备更多的试验功能。基于所开发的试验室用真空回潮设备,考察了关键工艺参数对出口物料水分、松散效果、回透率[3-5]以及感官质量的影响,并开展了与大生产线生产样品的感官质量符合性研究,旨在为动态真空回潮设备的研制提供参考。
1 系统组成
试验室用真空回潮设备主要由真空罐体、真空机组、热水器机组、管道系统以及电控系统组成。
正常生产时,热水器系统对罐体进行加热,当罐体温度达到工艺要求预设值时,开启进料口置入试验物料后,罐体开始旋转,使物料在罐体内进行多次翻转,实现预松散与初步混合。罐体停止旋转后真空系统启动,当罐内真空度达到工艺要求预设值时,真空系统停止,管道系统启动,根据试验要求喷射定量蒸汽、水或料液,同时罐体再次开始旋转,使烟叶在不断翻转的同时实现蒸汽、水分或料液的均匀施加与吸收。
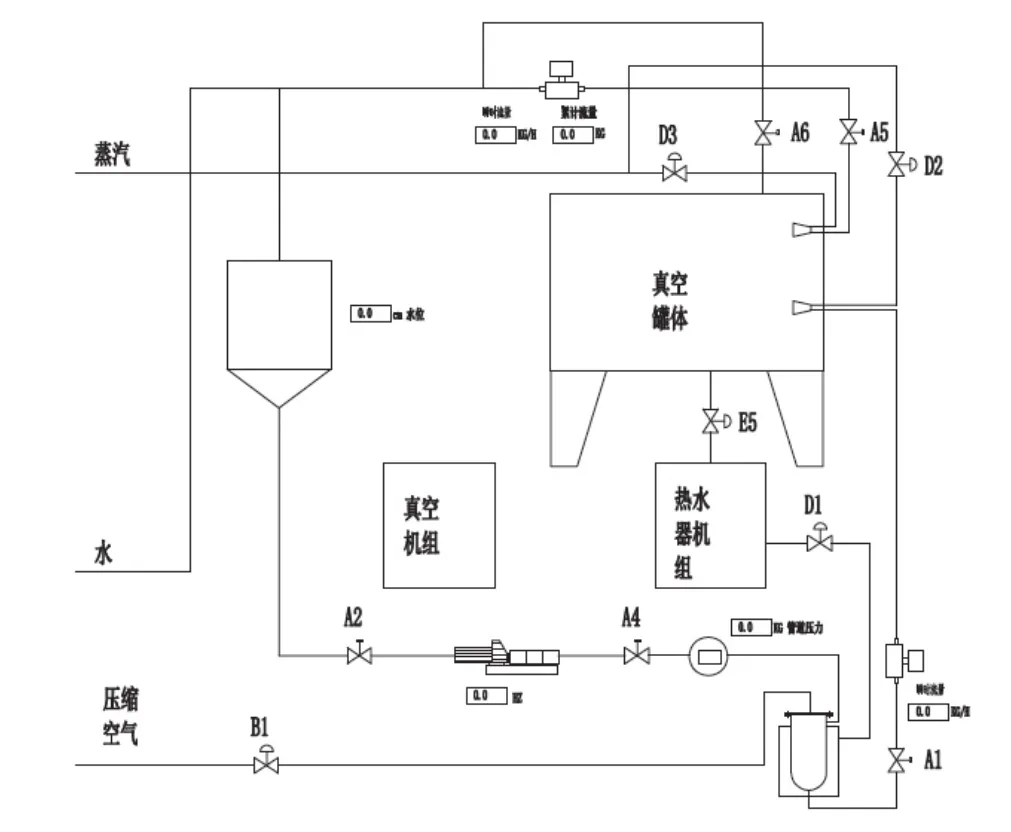
图1 试验室用真空回潮设备系统布局图Fig.1 Layout of laboratory vacuum resurgence equipment
1.1 罐体结构
真空罐采用正圆柱体设计,围绕对角轴进行旋转,如图2所示。当真空罐在旋转过程时,罐体最低点始终在进行变化,物料也随之从高点向低点做翻转运动,实现物料松散与混合。罐体内部为光滑设计,无粘附、水渍风险。雾化喷头悬于物料正上方,蒸汽管道、料液管道以及加水管道均由旋转装置引入。

图2 真空罐结构示意图Fig.2 Vacuum tank structure
喷嘴位置及容积比设计:
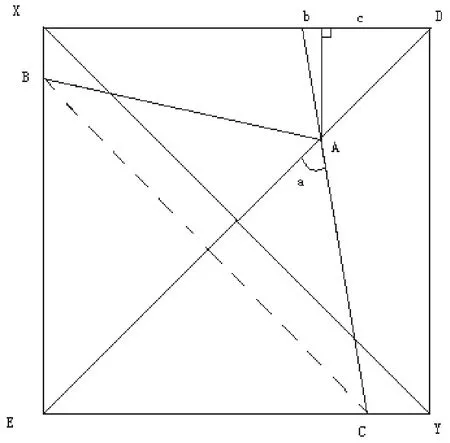
图3 真空罐物料容积几何示意图Fig.3 Geometric sketch of vacuum tank material volume
上图所示为正圆柱筒体的几何表现形式,XY为圆柱筒旋转轴,由于正圆柱筒体在翻转时物料始终从高点向低点进行翻转,为保证物料混合均匀性及料液喷射均匀性,堆积物料最高线应低于水平中轴线,即容积率小于50%,BC为此时物料水平线;雾化喷嘴在物料水平线上方,并位于垂直中轴线上,在图中以A点表示,且为方便进料低于顶部xcm,选购喷嘴雾化角度为2a。
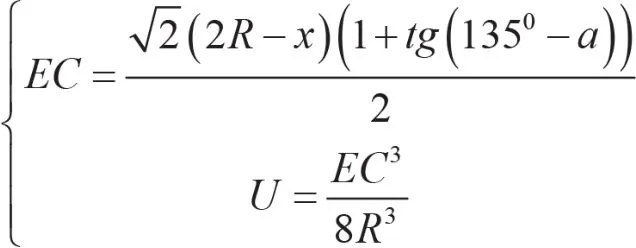
其中,x为雾化喷嘴距顶端的距离;R为正圆柱筒的底面半径;2a为所选雾化喷头的雾化角度;U为筒体设计的容积比。
1.2 管道系统
试验室用真空回潮设备配备了蒸汽管道、加水管道以及料液管道,并配备流量计以及调节阀。蒸汽采用固定流量喷射,以喷射时间进行调节;加水采用比例施加;料液采用批加料,微调加料比例模式,加料罐内置压缩空气口,在加料结束时通过压缩空气将剩余物料吹入真空罐,减少料液损耗。
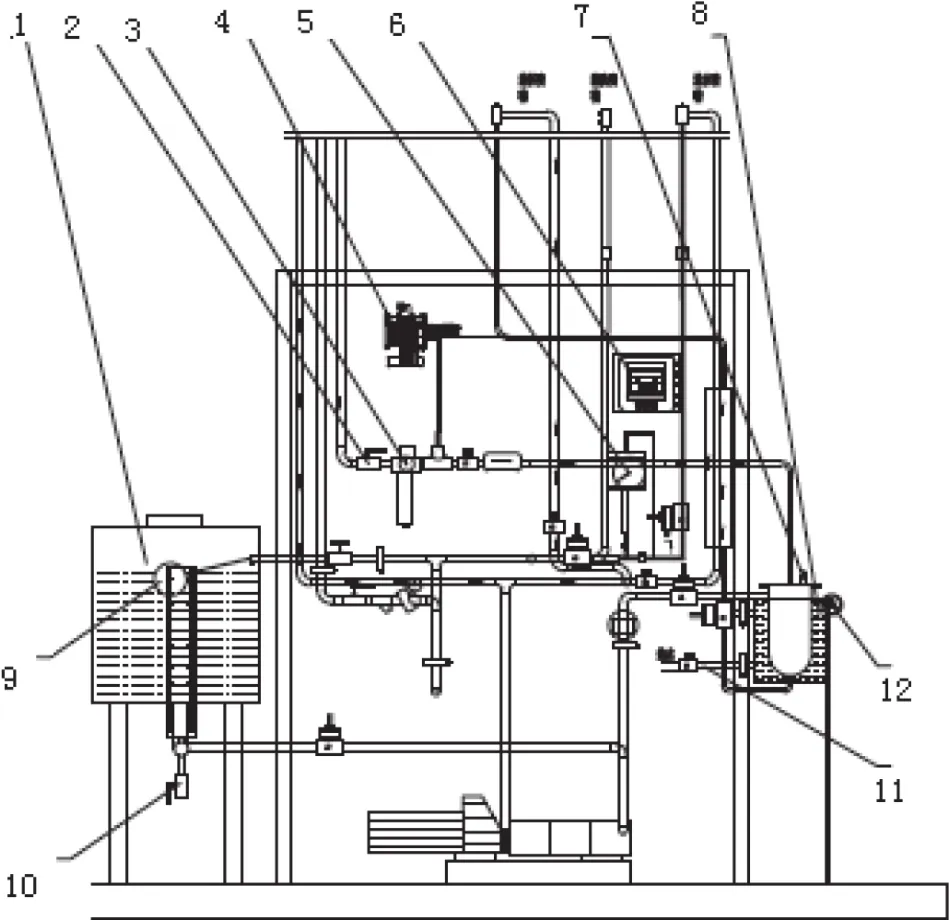
图4 试验室用真空回潮设备管道系统图Fig.4 Piping system of laboratory vacuum pre-conditioner
1.3 设备控制方式
试验室用真空回潮设备为满足试验要求,流程控制上具备多功能、柔性化特点。各工艺段可多样性组合,具备一次真空回潮、两次真空回潮、真空加料等功能。具体控制方式见下图所示:
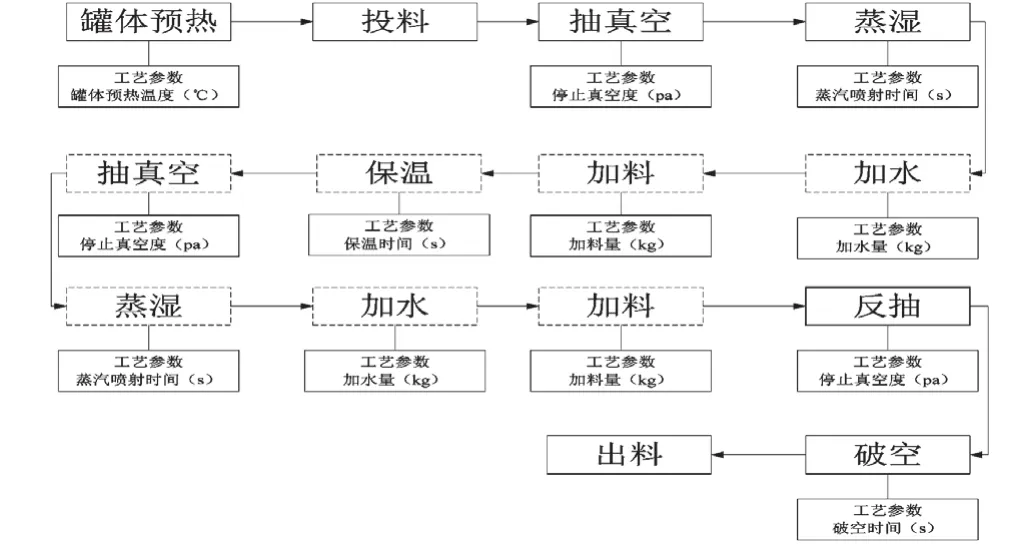
图5 试验室用真空回潮设备控制方式流程图Fig.5 Control flow of laboratory vacuum resurgence equipment
2 试验测试
2.1 试验设计
采用“玉溪”品牌某一规格卷烟全配方叶组等比缩小至100kg/批进行投料,选用一次真空回潮控制方式进行加工,抽真空压力、保温时间、反抽真空压力与大生产线保持一致;真空罐加温采用热水循环加温,考虑加温时间及稳定效果,真空罐温度设置为65℃;蒸汽喷射时间为物料水分及加工强度变化的主要影响因素,故主要针对蒸汽喷射时间进行试验。对试验样品的水分、叶片结构、松散率、回透率进行检测并评价试验样品的感官质量,确定蒸汽喷射时间对样品物理指标及感官质量的影响规律。

表1 真空回潮试验工艺参数设置表Tab.1 Parameters setting for vacuum resurgence test
2.2 结果与分析
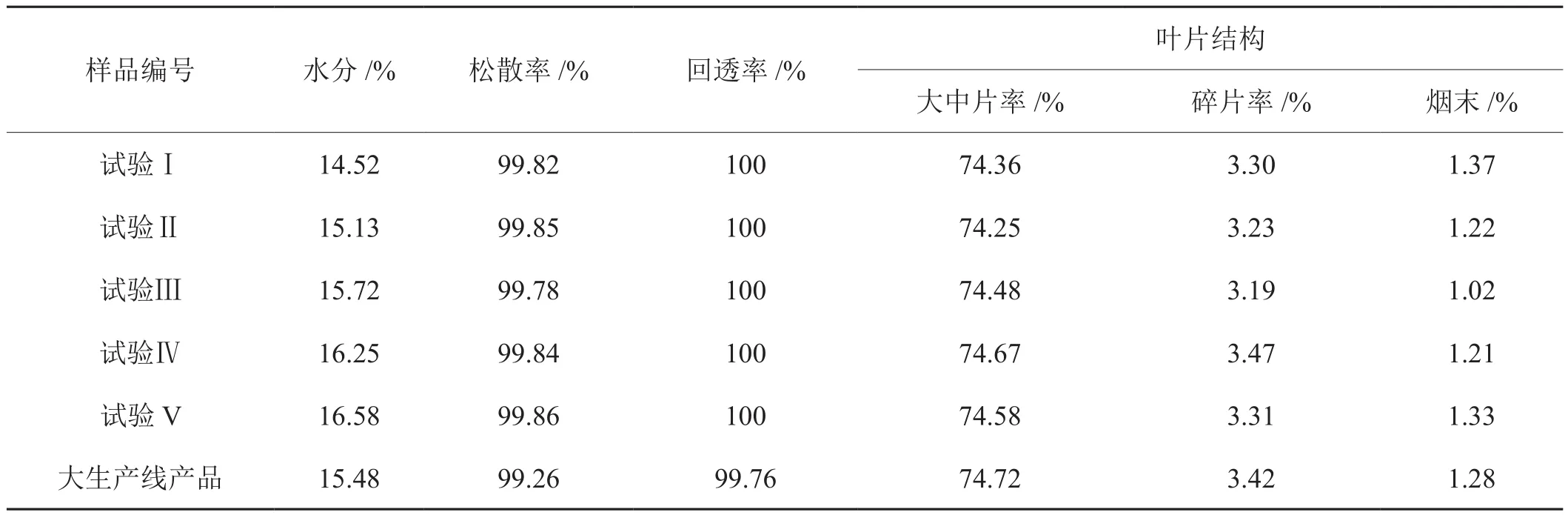
表2 样品物理指标检测结果Tab.2 Test results of sample physics indexes
由以上样品物理指标检测结果可知:
①蒸汽施加时间与物料出口水分呈正相关关系,可通过蒸汽施加时间的调整使物料出口水分满足加工要求;
②动态真空回潮下物料的松散率和回透率均优于大生产线采用静态真空回潮的模式;
③采用动态真空回潮加工的样品叶片结构与大生产线产品叶片结构持平,说明试验室用真空回潮设备对物料造碎程度较小。
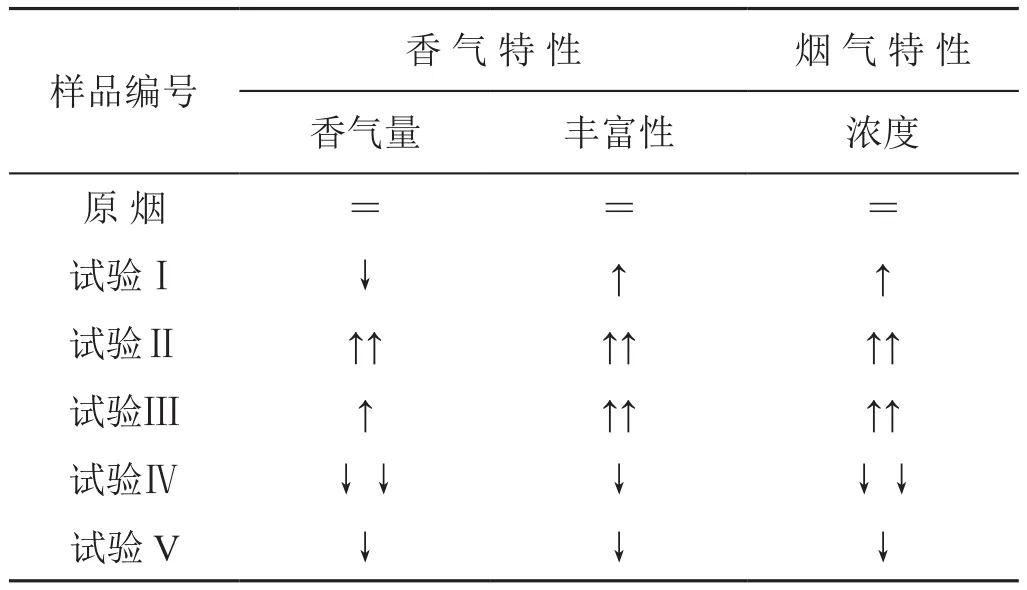
表3 样品感官对比评吸Tab.3 Comparison of sample sensory
根据以上评吸结果可知:
①较高或较低的处理强度导致香气量减少,中等偏高的处理强度导致香气量明显减少,中等的处理强度有利于香气量的提升,中等偏低的处理强度有利于香气量的明显提升;
②较高及中等偏高的处理强度导致香气丰富性下降,中等及中等偏低的处理强度有利于香气丰富性的明显提升,较低的处理强度也有利于香气丰富性的提升;
③较高的处理强度导致烟气浓度下降,中等偏高的处理强度导致烟气浓度明显下降,中等及中等偏低的处理强度有利于烟气浓度的明显提升,较低的处理强度也有利于烟气浓度的提升。
该趋势与大生产线使用的真空回潮设备加工趋势一致[6-7]。
结合评吸结果与出口物料水分,保持其他工艺参数不变,仅将蒸汽施加时间优化至267s,以保证出口物料水分与正常生产样品水分大体一致,两个样品分别取样后进行切丝,同时置入烘箱,在45℃下使样品达到可评吸水分进行对比评吸。评吸结果如下表所示:
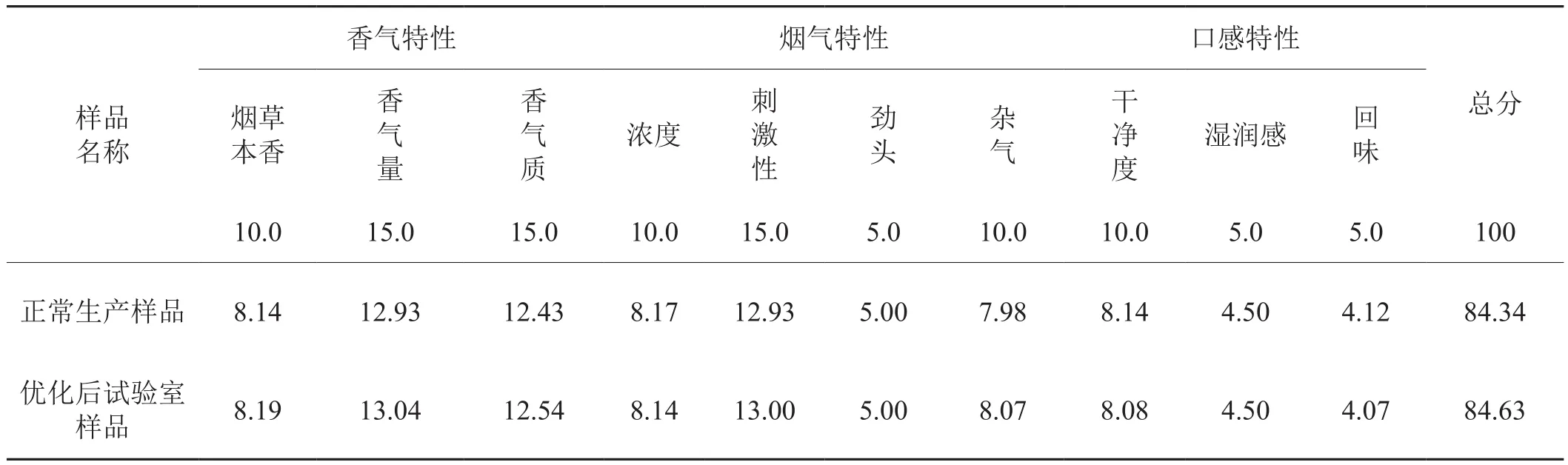
表4 样品香气品质特征对比评价结果Tab.4 Comparison of aroma quality of sample
由以上评价结果可知,经过工艺参数优化后试验室用真空回潮设备加工的样品在感官质量上保持了与正常生产样品较高的一致性,说明该设备能有效模拟正常生产条件,对正常生产具有较高的指导意义。
3 结果与讨论
(1)采用正圆柱筒体设计的试验室用真空回潮设备,结构独特,功能多样,满足了试验的多样性需要。
(2)试验室用真空回潮设备采用动态回潮的加工模式,松散高达99.8%、回透率高达100%,均高于大生产线的正常生产水平,过程造碎程度与大生产线持平。
(3)加工物料感官质量随加工强度的变化而变化,变化趋势与大生产线真空回潮设备参数变化规律一致,通过工艺参数优化,所加工产品的感官质量与大生产线产品有较高的一致性。试验室用真空回潮设备能有效指导大生产线真空回潮工序的工艺优化和调整。
