超声振动塑料焊接机振子的有限元分析*
2018-08-31
苏州科技大学机械工程学院 江苏苏州 215009
1 课题的提出
1950年,美国人发明了一种超声焊接技术,用于特种连接。随后,日本、瑞士、英国、德国等研究人员先后对这一技术进行了研究和应用。超声焊接是利用超声振动实现焊件粘结的技术,在焊接区通过摩擦的方式将振动能量转换为热能[1],焊接区产生局部高温使焊件达到熔点,实现对热塑性塑料的焊接。相较于传统的焊接方法,超声焊接可以有效提高焊接效率和焊接质量,并且具有节能环保的优点,符合绿色生产的理念。
基于超声振动塑料焊接的原理,笔者设计了一种新型超声振动塑料焊接机,具有结构简单、外型小巧、生产成本低等特点。笔者同时应用ANSYS有限元分析软件对超声振动塑料焊接机的振子进行结构动力学模态分析、谐响应分析和瞬态分析。基于有限元分析结果,可以对超声振动塑料焊接机的振子进行方便快捷的结构优化。
2 超声振动塑料焊接机振子结构
如图1所示,超声振动塑料焊接机振子由超声换能器、变幅杆和工具头组成,其中超声换能器由前盖板、后盖板和中间部分的压电陶瓷片通过螺钉连接并预紧而构成。变幅杆和工具头加工为一体,通过螺钉与超声换能器连接。
超声电源输出的电信号作用在超声换能器的压电陶瓷片正负极。由于压电陶瓷片的压电逆效应,压电陶瓷片将电信号转换为机械振动。机械振动通过超声换能器传递至变幅杆,由变幅杆放大振幅并传递至工具头。焊接时,垂直于工具头端面施加一个合适的压力来压紧两个被焊接物体,在高频机械振动下可以将塑料局部熔化并连接在一起。
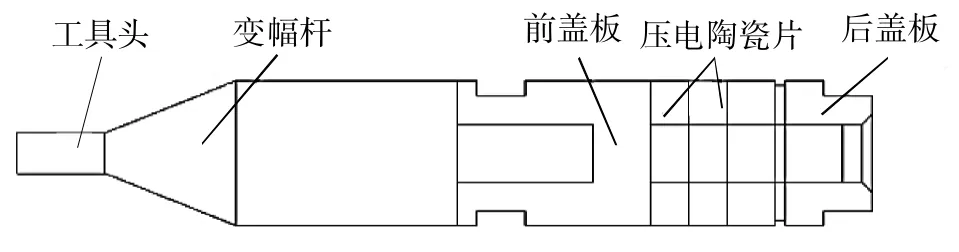
▲图1 超声振动塑料焊接机振子结构简图
针对以往振子设计中出现的问题,在超声振动塑料焊接机振子的设计过程中,前、后盖板材料选用45号钢,变幅杆和工具头材料选用LY12高强度硬铝,压电陶瓷片材料选用PZT-8。首先基于变截面杆纵振动的波动方程计算超声换能器和变幅杆的基本尺寸[2-5],然后对整体进行有限元仿真分析,得到超声振动塑料焊接机振子整体的谐振频率,这样便于实现振子的整体谐振。
3 振子结构动力学分析
3.1 有限元建模
应用ANSYS有限元分析软件建立超声振动塑料焊接机振子的有限元模型,通过对振子进行模态分析、谐响应分析和瞬态分析,获得其固有频率、振动模态、导纳曲线、导纳圆等,可以直观表征超声振动塑料焊接机振子的输出性能,预测出振子在加载一定频率电压下的最佳效果。
在ANSYS前处理器中,建立超声振动塑料焊接机振子的三维模型。振子中压电陶瓷片的材料选用PZT-8,单元类型选用Solid98;超声换能器前、后盖板的材料为45号钢,单元类型选用Solid95;变幅杆和工具头的材料为LY12高强度硬铝,单元类型选用Solid95。对超声振动塑料焊接机振子的三维模型进行有限元网格划分,采用三维自由网格划分。
3.2 模态分析
模态分析是谐响应分析和瞬态分析的前提,通过模态分析可以确定结构的固有频率和振型。在ANSYS中定义材料的属性,然后划分网格。超声振动塑料焊接机振子没有边界约束条件,求解后得到其固有频率和振型,同时还可以得到振动模态图和轴线振幅分布曲线。
采用模态分析模块,在压电陶瓷片的正负极定义电压为 0,采用分块兰乔斯模态求解方法[6],求解的频率范围为50 kHz~75 kHz。对超声振动塑料焊接机振子进行模态分析后可以得到振动模态,如图2所示,可见振子的谐振频率为54.717 kHz。对振子进行模态扩展分析,沿振子轴线提取路径,得到沿轴线方向的振幅分布曲线,如图3所示。由图3可知,超声振动塑料焊接机振子的纵向振幅在工具头前端最大,在压电陶瓷片附近最小。为获得工具头处更大的纵向振幅,可以对变幅杆的结构进行优化设计,从而获得理想的纵向振动,提高超声振动塑料焊接机振子的工作效率。

▲图2 超声振动塑料焊接机振子振动模态
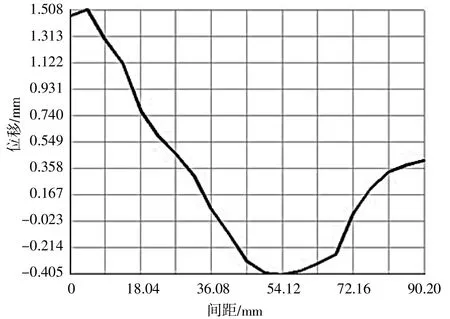
▲图3 超声振动塑料焊接机振子轴线方向振幅分布曲线
3.3 谐响应分析
谐响应分析用于确定线性结构在受正弦载荷作用时的稳态响应,可以计算出超声振动塑料焊接机振子在响应频率范围内的受载情况,并得到随响应频率变化的振幅曲线。
超声振动塑料焊接机振子的纵向振幅是一个很小的微米级振动量,并且振子的振动状态直接影响自身工作性能,因此要对振子进行谐响应分析,求解谐振频率下振子的响应位移。在超声振动塑料焊接机振子负电极上加载电压为0,在正电极上加载电压为500 V,进行激励,采用完全法对振子进行谐响应分析,设定谐响应频率范围为 45 kHz~65 kHz,子步数为 100,阻尼比为0.03。谐响应分析后可以得到振子的幅频曲线,如图4所示。可见在54.7 kHz附近,振子的纵向振幅达到最大,接近通过模态分析得到的振子谐振频率。通过POST26后处理器处理,还可以得到超声振动塑料焊接机振子的导纳曲线和导纳圆,分别如图5和图6所示。观测振子在不同频率下的导纳,对振子与超声电源的制作,以及电路谐振的匹配具有参考价值[7-8]。
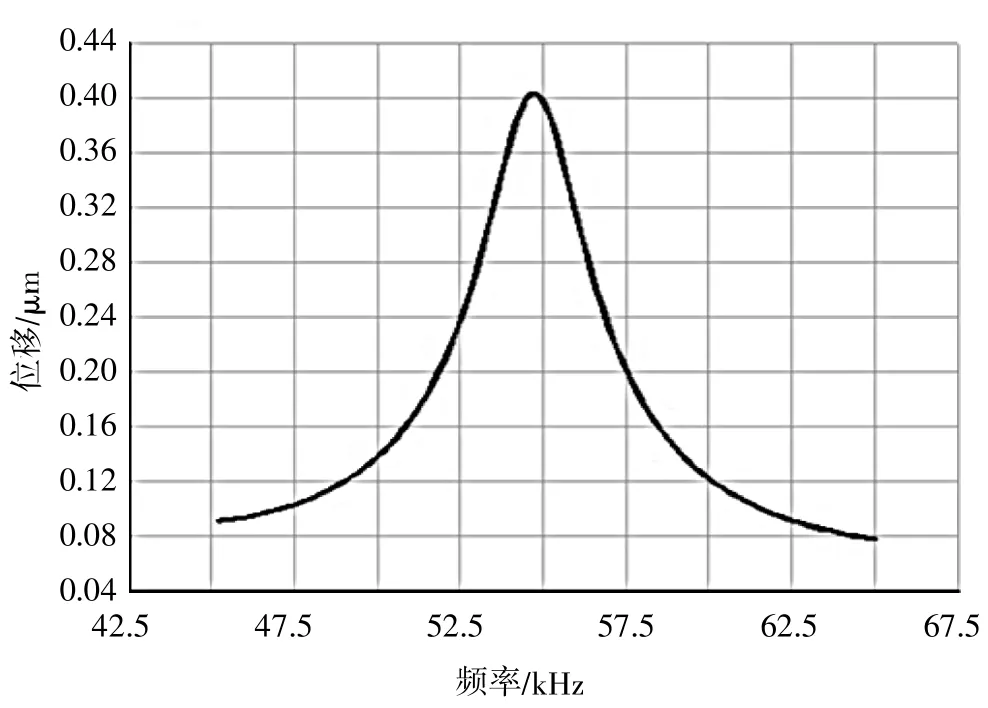
▲图4 超声振动塑料焊接机振子幅频曲线
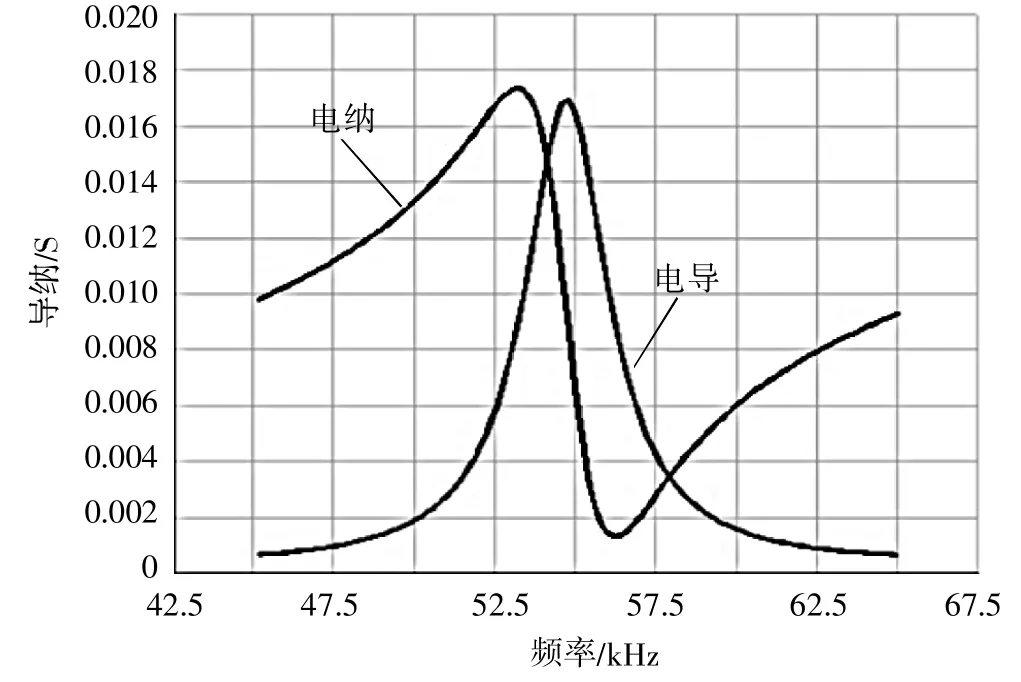
▲图5 超声振动塑料焊接机振子导纳曲线
3.4 瞬态分析
对超声振动塑料焊接机振子进行瞬态分析,确定振子随时间变化的振幅曲线。进行瞬态分析时,需要在电极上加载一个正弦激励电压载荷,施加的电压大小为 500 V,电压频率为 54.717 kHz,并设置 40个振动周期的时域。超声振动塑料焊接机振子的瞬态振动曲线如图 7所示[9-10],可见振子的最大振幅为 10 μm 左右。由于受到阻尼作用,振子并不作振幅稳定不变的正弦运动。对超声振动塑料焊接机振子进行结构动力学模态分析、谐响应分析和瞬态分析,结果表明振子可以实现预期的纵向超声振动。
4 结论
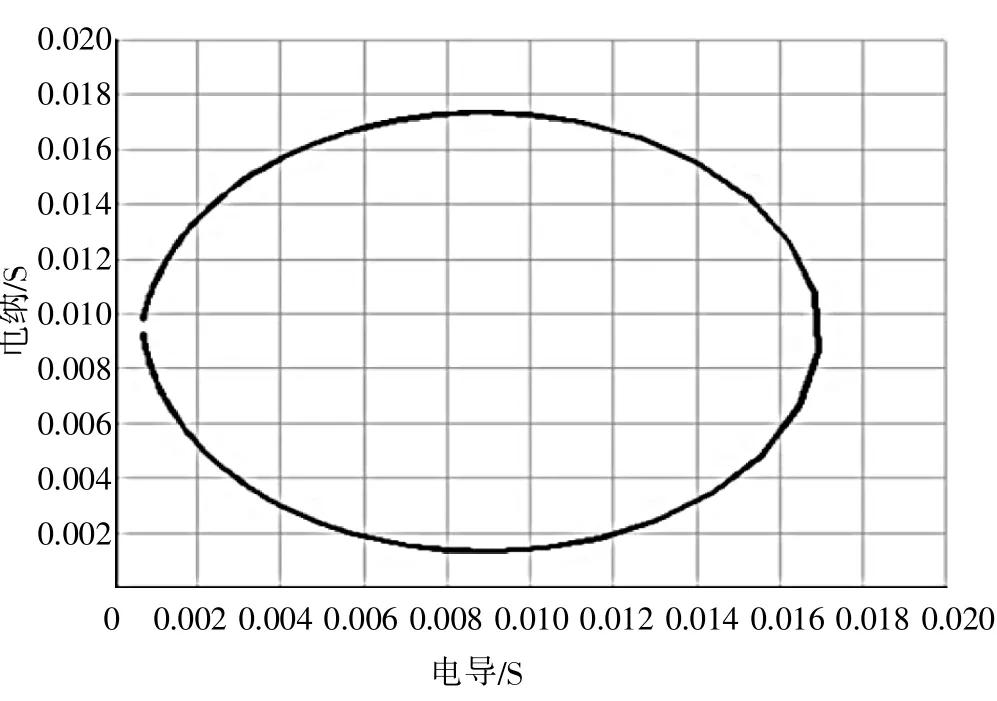
▲图6 超声振动塑料焊接机振子导纳圆
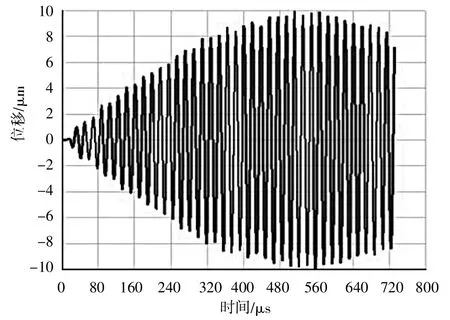
▲图7 超声振动塑料焊接机振子瞬态振动曲线
超声振动塑料焊接机通过在焊件接触面作用交替式高频应力产生热能的方式,实现热塑性塑料的焊接,焊接效率高,焊接质量好,并且节能环保,能够实现绿色生产。笔者设计了一种新型超声振动塑料焊接机,并对这一超声振动塑料焊接机的振子进行了有限元仿真分析。
通过ANSYS有限元分析软件对超声振动塑料焊接机振子进行模拟仿真,减少了试验次数,节约了时间,并能节省试验材料。采用有限元分析法对超声振动塑料焊接机振子进行结构动力学模态分析、谐响应分析和瞬态分析,通过后处理工具和数学公式运算获得了振子的固有频率、振型、振动模态、幅频曲线、导纳曲线、导纳圆和瞬态振动曲线,确认振子的谐振频率为54.717 kHz,在500 V正弦电压的作用下最大振幅为10 μm左右。以上数据和曲线对超声振动塑料焊接机振子的制作和优化具有一定的指导作用和参考价值。