车载LNG气瓶振动试验常见失效形式分析及控制措施
2018-08-29段武李力新惠阿玲余谦
段武,李力新,惠阿玲,余谦
(西安德森新能源装备有限公司,陕西 西安 710043)
前言
在国家重拳治理大气污染、强力推进节能减排、绿色循环低碳发展的战略方针指导下,各地区都制定了保护环境和治理大气污染的相关法规和措施,将建设绿色循环低碳交通运输体系的可持续发展目标,明确提出了发展绿色交通的各项要求。天然气作为当今世界的理想能源,使用天然气是治理车辆污染的主要措施之一,因此天然气车市场需求量逐年递增。
车载 LNG气瓶作为天然气车燃料系统的核心部件,广泛应用于重卡、牵引车、客车等天然气车。随着近年来车载LNG气瓶行业发展,车载LNG气瓶标准规范也在不断完善,结合近年市场的运行情况,对车载 LNG气瓶的安全性能试验提出了更严格的要求,最新颁布的国家标准《汽车用液化天然气气瓶》GB/T34510以及气瓶标准委员会规定的大于500L气瓶企业标准中,都明确要求车载LNG气瓶型式试验中的振动试验的加速度由原来的3g变为5g(5倍重力加速度),从而增加了车载LNG气瓶振动试验通过的难度。本文总结近年来振动试验过程中出现的常见几种失效形式,探讨失效原因,结合历次改进经验,旨在为车载 LNG气瓶振动试验提供参考依据。
1 车载LNG气瓶结构介绍
车载LNG气瓶是一种可以替代汽车油箱来盛装、贮存、供给燃料(液化天然气),并能自动提供连续稳定的燃料气体的装置。车载 LNG气瓶供气系统由气瓶、框架、拉带、外置气化器、阀门及外部管路等零部件组成(见图1),气瓶由内胆、外壳、绝热结构、支撑系统和刚性组件组成(见图2)。气瓶是可以多次重复充装的低温绝热压力容器,设计温度≥‐196℃,设计压力为 3.18 MPa,工作压力为 0.2MPa~3.5MPa,使用环境温度‐40℃~60℃。内胆用来储存液化天然气,其外壁缠有多层绝热材料,同时夹层(两层容器之间的空间)被抽成高真空,共同形成良好的绝热系统。外壳和内胆之间主要由前后端支撑连接,形成刚性支撑。

图1 车载LNG气瓶供气系统示意图
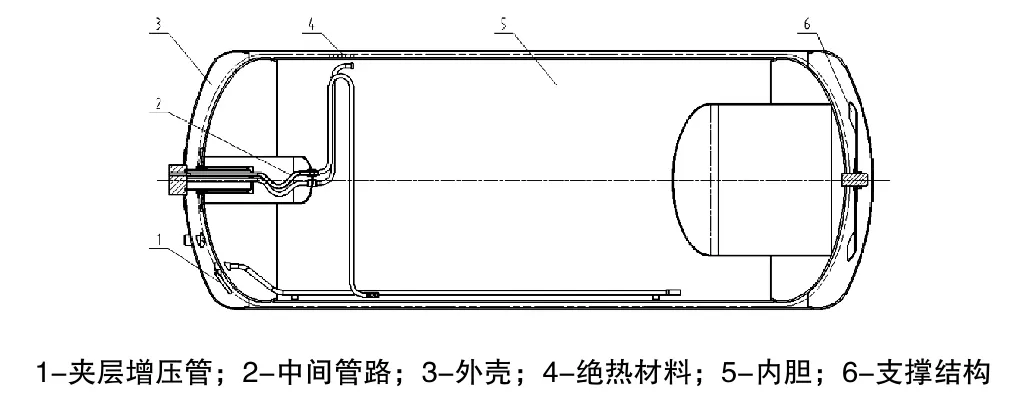
图2 车载LNG气瓶结构示意图
2 振动试验方法及评定要求
2.1 试验条件和目的
气瓶中充装与装满 LNG等重的液氮,气瓶处于完全冷却状态,压力为0MPa(表压),模拟气瓶在汽车运行条件下,给气瓶施加5g的振动加速度,使气瓶在上下垂直方向(见图3),按照表1规定的振动频率和时间加振,检验气瓶内胆与外壳的支撑结构、管路系统等零部件的耐久性。

图3 振动试验示意图

表1 振动频率与加振时间对照表
2.2 试验评定
试验结果应同时满足以下要求为合格:
a)振动完毕后,任何部位不得出现泄漏;
b)振动完毕后,静置30 min以上气瓶外壳不应有结露或结霜现象(内胆与外壳连接支撑部位除外)。
3 失效模式及原因分析
3.1 夹层中间管路泄露
气瓶内胆与外部管路接口通过夹层管路连通,夹层中间管路一般包括充装管路,用液管路,放空管路,增压管路。夹层中间管路处夹层真空中,一旦出现失效将破坏气瓶真空,导致气瓶绝热性能失效。充装管路,用液管路和放空管路集中在前端支撑中,刚性支撑管对此三条管路具有支撑保护作用,强度失效较少,但由于试验过程需要充装液氮,这些管路两端温差大,低温冷缩会在管路中产生应力,在多次振动下,容易产生疲劳损坏。
振动试验过程中夹层中间管路泄露最常见的现象就是夹层增压管路泄露,夹层增压管独立位于内胆和外壳之间,试验过程中内胆将会有相对于外壳的位移,对增压管产生作用力,气瓶经历不同频率的振动后,在增压管两端焊接部位很容易出现断裂,导致气瓶失真空。
3.2 支撑失效
连接外壳和内胆之间的刚性支撑包括前端支撑和后端支撑。后端支撑结构失效主要形式为支撑轴强度不足而引起的断裂。
前端支撑失效大多数为支撑管之间连接焊缝及分配头与外前封头连接焊缝开裂。支撑管失效后,夹层中间管路成为了内胆前端的主要支撑,而夹层中间管路都为薄壁不锈钢管,就很容易损坏。
分配头与外前封头连接的焊缝开裂为大于 500L气瓶试验主要失效模式,此种失效现象主要由于焊缝质量缺陷,封头强度不足和前后端支撑刚度不足而造成。
3.3 外部管路失效
外部管路失效最常见的是分配头周围仪表管路断裂,断裂原因主要是气瓶振动过程管路悬臂过长而导致疲劳断裂。
3.4 紧固带失效
气瓶与框架之间用紧固带固定,避免振动过程气瓶与框架之间产生不同步位移。紧固带一般用钢板和螺栓组成,试验过程失效最常见的为螺母松动和螺栓断裂。在紧固带设计时,需校核螺栓强度及螺栓与紧固带支架焊缝的强度。
4 注意事项和预防措施
4.1 提高气瓶固有频率通过试验总结出以下几种措施
气瓶在振动试验过程容易在频率 8~40Hz范围内出现波峰点,造成共振现象而破坏气瓶结构。为在振动频段内避开波峰点和减小振动加速度放大量级倍数,需尽可能提高气瓶固有频率,通过试验总出以下几种措施:
1)增强气瓶的前后端支撑强度;
2)满足装配工艺要求的前提下,尽可能减小气瓶零部件配合间隙;
3)气瓶框架设计为整体结构,紧固带螺栓严格按照计算力矩预紧;
4)气瓶框架与振动台面之间尽可能多设连接螺栓。
4.2 增加设计强度余量
在气瓶支撑结构、紧固带和支撑受力焊缝设计过程,需考虑振动试验过程振动加速度量级的放大效应,气瓶强度计算选取1.6~2倍的安全系数为宜。
根据有限元分析及以往振动试验总结,外封头若选取4mm以下钢板,外前封头开孔与分配头连接方式选取补强板结构比翻边结构可靠性更高。
4.3 夹层中间管设置补偿结构
中间管路设计时,需考虑管路两端温差引起的伸缩量,设置折弯或大弧度的补偿结构。特别是增压管路需在 X-Y-Z三个空间方向内都要有能补偿位移量的柔性结构。
4.4 保证焊接质量
气瓶在制造过程中,需保证支撑结构受力焊缝和外部管路焊缝的焊接质量,避免出现咬边,过热及焊缝高度不足等焊接缺陷。
5 结语
针对车载 LNG气瓶振动试验要求及常见的失效模式,本文总结的各项预防措施,在产品试验中得以证明是有效可行的,为车载LNG气瓶设计、试验提供了参考依据。
