胶带运输机防跑偏装置的不足及改进
2018-08-26石磊
石 磊
(西山煤电集团镇城底矿选煤厂, 山西 古交 030203)
引言
胶带运输机作为一种机械设备,自身具有连续输送功能,应用于许多行业生产工作中,包括建材业、化工业、冶金业、工业码头、矿山等[1]。在实际的生产活动使用中,胶带运输机通常会出现四种故障,分别是堵塞、打滑、跑偏以及撕裂。在这四种故障中,跑偏故障最为常见。胶带运输机出现跑偏故障会造成撒料、划伤胶带、撕裂、胶带边缘受损、机架受损等不良现象。由此可见,胶带运输机跑偏故障的防止与控制尤为重要,可有效提高胶带运输机传输工作可靠性,同时也在一定程度上提升生产效率[2]。
1 现阶段常用胶带运输机防跑偏装置
1.1 带旋转架及挡轮的防跑偏装置
1.1.1 工作原理
带旋转架及挡轮的防跑偏装置其结构如图1所示。该装置是现阶段较为常用的一种。这一装置的工作原理是:在运输机的胶带发生跑偏时,会与一侧挡轮相互摩擦,此时在胶带和挡轮间会出现一定的摩擦力,摩擦力的产生会使旋转架沿回转中心旋转一定的角度。此时,托辊轴和胶带前进方向不会互相垂直,而会产生胶带中心方向的力,进而实现调偏目的。
1.1.2 不足
1)不适用于可逆胶带运输机。当胶带运输机的运行方向呈逆方向时,由于胶带两侧挡轮被挡,而旋转架旋转受阻,因此不具备调心功能。
2)在旋转架旋转时,会出现两侧挡轮在胶带横向投影距离变短。为使阐述简洁易懂,对带旋转架和挡轮的防跑偏装置进行分析。在图2中,中间处的实线长方形,是处于原始状态的运输机,B表示运输机的胶带宽度,是胶带和挡轮间的距离,B+2e表示两侧挡轮间的最近距离,挡轮在旋转时会产生一定的角度,α就是其旋转中心线和托辊轴线产生的水平夹角。在防跑偏装置的使用运行中,逆时针旋转θ角度后,两侧挡轮间的距离则变为(B+2e+2R)×cosθ-2R,并且图 2 中的左侧会变为(0.5B+e)×cos(α+θ)×cosθ-R,距离缩短的更多,距离的减小会在旋转时与对侧挡轮相碰,这样会阻碍旋转架旋转,最终起不到调偏的作用,甚至会出现夹胶带的情况。同样,在进行顺时针旋转时,也会存在上述出现的阻碍调偏。
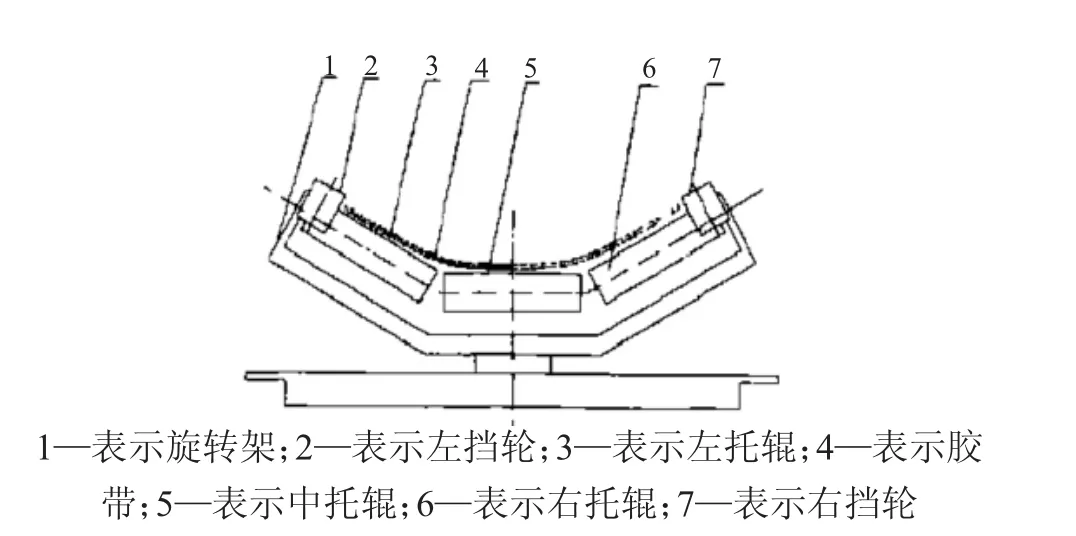
图1 胶带运输机防跑偏装置
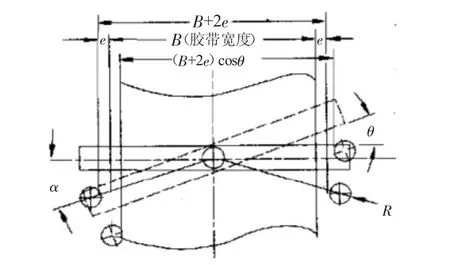
图2 防跑偏装置旋转后的情况
3)会存在一部分旋转架立轴不具备轴承,往往会使旋转架旋转受阻、不通畅。
4)存在挡轮固定不牢的情况,使用一段时间会发生脱落,调心作用很难发挥出来[3]。该类型的装置挡轮的材质是普通的钢管,其自身耐磨性不佳,若在工作较差的环境下工作,其使用寿命仅在一个月左右。
1.2 带旋转架及曲线盘的防跑偏装置
1.2.1 工作原理
这种防跑偏装置的结构如图3所示,这一装置是现阶段可逆胶带运输机上的一种常用防跑偏装置。它的工作原理是:在胶带运输机胶带发生跑偏时,会与一侧挡轮相互摩擦,在胶带和挡轮间会出现一定的摩擦力,摩擦力的产生会使旋转架沿回转中心旋转一定的角度。此时,托辊轴和胶带前进方向不会互相垂直,而会产生胶带中心方向的力,进而实现调偏目的。
1.2.2 不足
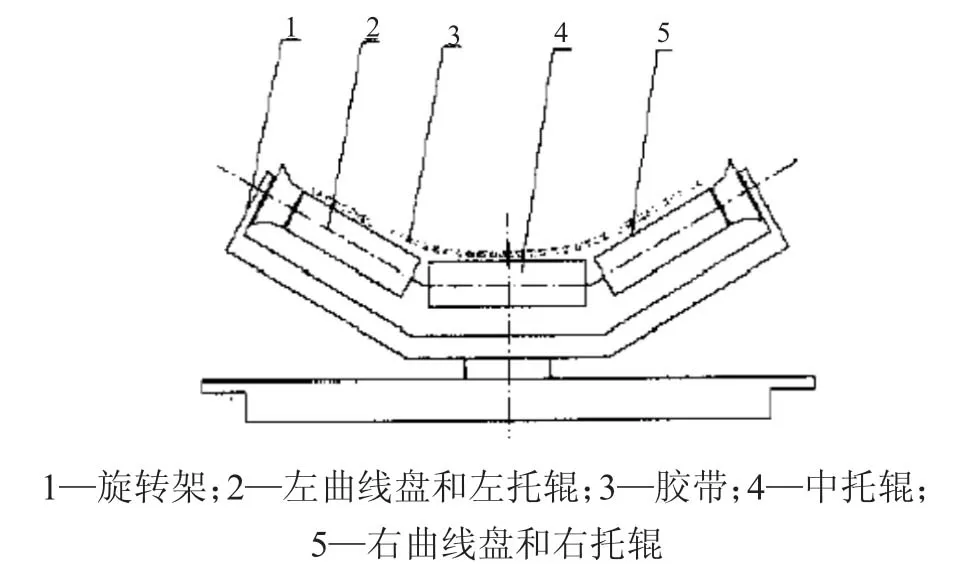
图3 胶带运输机防跑偏装置
1)不具备较好的防跑偏效果。曲线盘旋转拥有一致的角速度,但在托辊轴线方向,辊皮表面的线速度却不一致。若胶带的线速度小于曲线盘线速度,由于胶带的牵制,旋转架会反向旋转。与此同时,另一侧也会出现类似的情况,最终使得旋转架来回摆动而无法达到效果。
3.1 个体化系统管理模式降低了新生儿出生缺陷率 本研究在孕前及孕早期开展了健康生活方式的教育[5-6],生殖遗传咨询门诊,建立了新生儿缺陷的三级预防体系[7]。结果显示,观察组新生儿出生缺陷(4.95‰)明显低于对照组(12.53‰),说明在孕前开展个体化的优生优育知识健康教育工作的必要性,观察组建立孕前—围产期档案、计划妊娠管理,从年龄、营养、遗传和环境因素进行孕前风险评估,做好优生优育的科普教育,减少遗传性畸形的出生。孕早期及时补充叶酸及少量维生素,开展实验室筛查、羊水检测等物理诊断,充分做好三级预防体系,将孕期保健时间节点前移,为孕产妇提供一体化的延伸服务措施。
2)为了摆脱以上不足产生的不良影响,有些曲线盘会做成阻尼式,这样会使曲线盘旋转阻力系数大大增加。不过由于胶带线速度要大于曲线盘线速度,会使胶带的磨损速度加快。
3)存在一些旋转架立轴不具备轴承,所以对旋转架的旋转会造成影响。
4)这种装置的曲线盘不长,很难实现轴承密封,在使用一段时间后,会因为灰尘过多而无法旋转。曲线盘的损坏也就表示整个边托辊的损坏。
1.3 侧托辊前倾2°防跑偏装置
1.3.1 工作原理
由于侧拖辊向前倾斜2°,导致轴线和胶带的运行方向不垂直,两侧均有指向胶带运输机中心的力,这就导致了一旦胶带跑偏,两侧所产生的向心力大小会有所差异。
1.3.2 不足
1)不可以将其运用于可逆胶带机。因为当胶带运输机的运行是反方向的时候,向心力会转换为离心力,从而起不到调心的作用。
3)不适合将其运用于胶带运输机正面的受料位置,否则当胶带偏载时,两侧均会产生指向运输机的中心力,且力度不同,会导致胶带机跑偏。
1.4 螺旋托辊防跑偏装置
1.4.1 工作原理
当机器进行工作时,托辊表面所包裹焊接的螺旋会随着机器旋转,这时会产生指向胶带中心的一个螺旋力。
1.4.2 不足
1)不可以将其运用于可逆胶带机。因为当胶带运输机的运行是反方向的时候,向心力会转换为离心力,从而起不到调心的作用。
2)由于螺旋托辊其总体质量较大,制作成本也高,因此也增加了使用时的能耗。
3)不适合将其运用于胶带运输机正面的受料位置,否则当胶带偏载时,两侧均会产生指向运输机的中心力,且力度不同,会导致胶带机跑偏。
2 新型胶带运输机防跑偏装置
2.1 机械连杆式全自动调偏装置
这一装置的主要特点是分体机械连杆式结构,其自身灵敏度大大提高,在实际运行中不会出现夹胶带情况,实现了对胶带边缘的保护,适用于不可逆的胶带机。
2.2 新挡轮式全自动调偏装置
这一装置的主要特点是,结构较为简单、动作灵敏,可逆与不可逆胶带机都适用。
2.3 机械连杆-新挡轮式全自动调偏装置
这一装置是第一种和第二种结合研制而成,具备以上两种的所有特点。
三种装置的挡轮材质都是选用的铸造结构,具备较强的耐磨性,装置示意图如图4所示。
3 结语
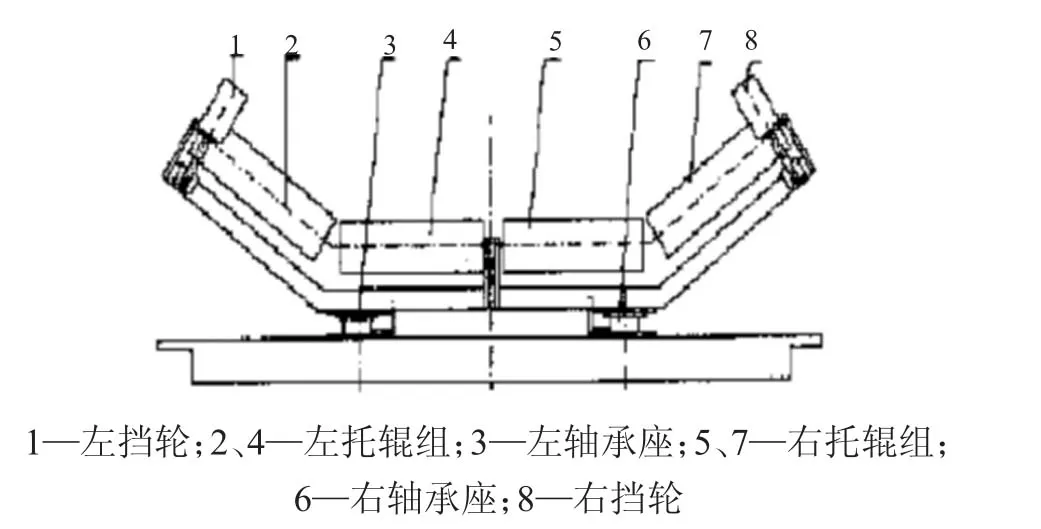
图4 新型胶带运输机防跑偏装置示意图
通过对胶带运输机跑偏现象的分析和整理,梳理出了跑偏的原因,提出了防跑偏装置的机械设计原理,并有针对性地进行改进,基本解决了皮带跑偏现象,希望能在后续使用中,能够进一步提升运输工作的可靠性。
