WNM360L耐磨钢材料焊接工艺开发及应用
2018-08-23欧先印余细萍沈华西
■ 欧先印,余细萍,沈华西
关键字:焊接工艺;WNM360L耐磨钢;力学性能

扫码了解更多
1. 材料选用
本试验所用的材料与实际制造尾滚筒所使的材料一致,为舞阳钢铁有限责任公司生产的40mm厚度的WNM360L耐磨钢,其化学成分、力学性能经检测后分别如表1、表2所示。拉伸试验下的抗拉强度为1260MPa,屈服强度为1040MPa,断面收缩率为12%,在-20℃下三次的冲击试验值分别为41J、36J、26J,经超声波探伤后合格,符合WYJ112—2008标准的要求,为合格钢板。
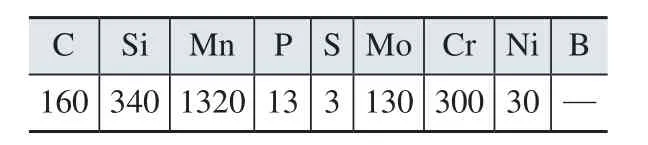
表1 WNM360L耐磨钢化学成分(质量分数)(%)
2. 焊接工艺
(1)坡口设计及试样制备 为保证焊透,WNM360L耐磨钢试板对接焊采用了“X”形坡口(见附图)。试板焊接完成后,根据规范要求,将从试件上截取2件纵向拉伸试样,4件侧弯试样,分别从焊缝中心线、熔合线、距熔合线2mm及距熔合线5mm处各截取3件V型缺口冲击试样。
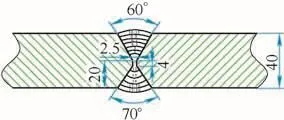
坡口形式及焊道布置图

表2 WNM360L耐磨钢力学性能
(2)焊接方法、焊丝与焊剂的选择 为保证焊接质量兼顾焊接效率,焊接方法选择了埋弧焊。由于实际上没有匹配母材强度的焊丝,根据船东需求,选用了焊丝H08Mn2MoA,其强度经计算后满足船东提出的要求,化学成分及力学性能分别如表3、表4所示。经射线探伤后合格,符合GB/T12470—2003标准的要求;与其配合使用的焊剂为SJ101,其测试后的力学性能如表5所示,经射线探伤后合格,其含水量、含硫、磷量及机械夹杂物等均满足GB/T12470—2003标准的要求,且焊丝与焊剂的化学成分分析结果及力学性能结果均获得了CCS认可。
(3)焊前准备及焊接参数的选择 焊前保证坡口及附近25~30mm内表面洁净,无油污。焊接过程需严格控制预热温度、层间温度与最大热输入。预热温度过低或不预热,会加快WNM360L耐磨钢焊缝的冷却速度,易使接头生成马氏体组织,产生冷裂纹;层间温度过高,会造成铁素体晶粒粗大,使塑、韧性降低;层间温度过低,易形成马氏体组织,使硬度提高;焊接热输入不但影响焊接过程中峰值温度的分布和冷却速度,还影响凝固时间,从而影响焊接接头的力学性能。因此焊接预热温度最低值控制在100℃,层间温度控制在100~250℃,最大热输入控制在19.67~26.61kJ/cm,各焊道焊接参数具体如表6所示。
3. 焊接接头力学性能测试
试样焊接完成后,参照焊丝的力学性能,根据CCS焊接与材料规范对该接头进行力学性能进行测试。
(1)焊接接头冲击试验结果 如表7所示,焊缝中心线、熔合线、距熔合线2mm及距熔合线5mm处的冲击吸收能量值均符合规范要求。
(2)硬度测试结果 母材的硬度为293~325HV10,热影响区的硬度为214~229HV10,焊缝的硬度为219~229HV10,均未超过420HV10,符合规范要求。
(3)焊接接头拉伸和弯曲试验结果 如表8所示,抗拉强度试验断裂位置在焊缝处,最小抗拉强度为645MPa,满足设计时所需求的最小抗拉强度值,符合规范要求;试样侧弯后,试样无裂纹与其他缺陷,满足规范要求;焊缝断面宏观检查显示,焊缝完全焊透,无裂纹、气孔夹杂等缺陷,符合规范要求。

表3 H08Mn2MoA 焊丝化学成分(质量分数) (%)

表4 H08Mn2MoA焊丝力学性能

表5 SJ101焊剂力学性能
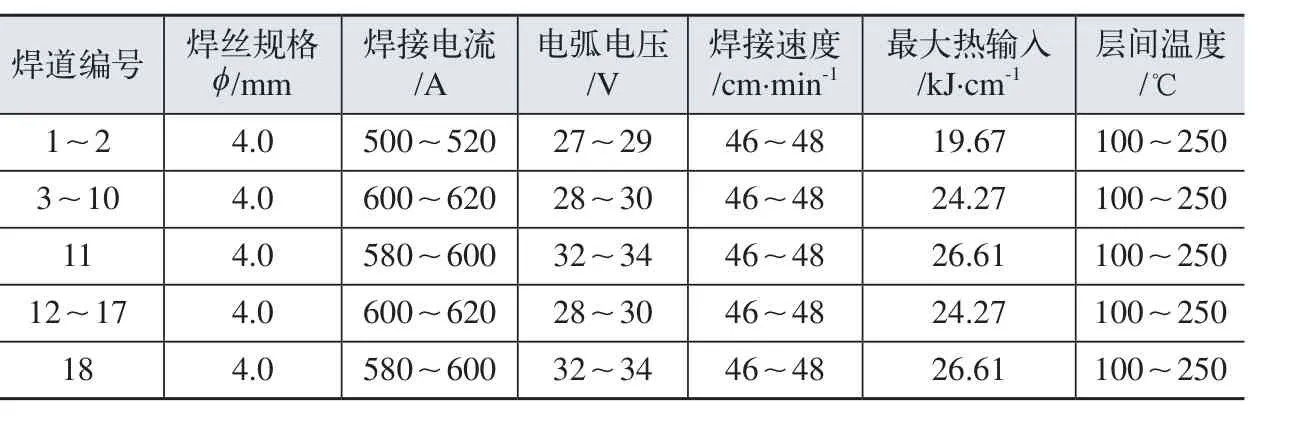
表6 WNM360L耐磨钢对接焊缝各焊道焊接参数
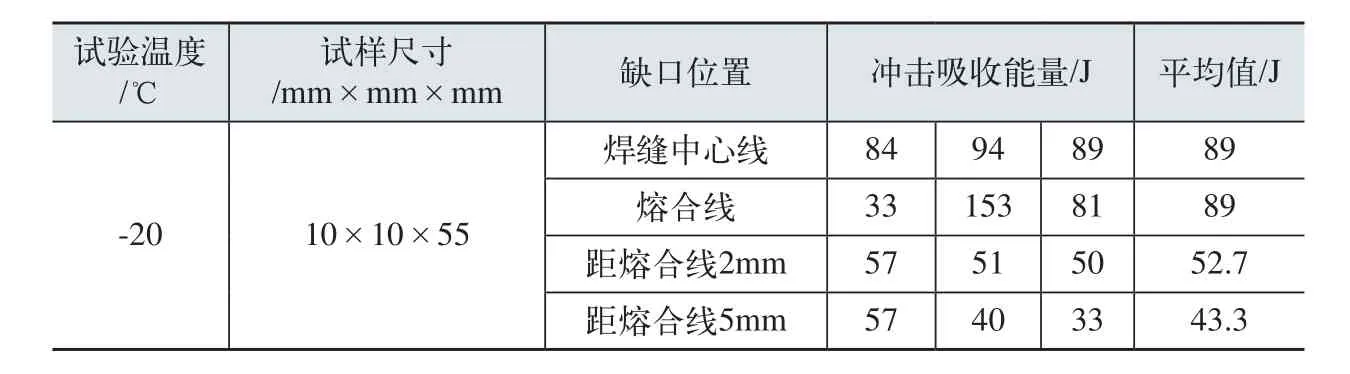
表7 焊接接头冲击试验结果
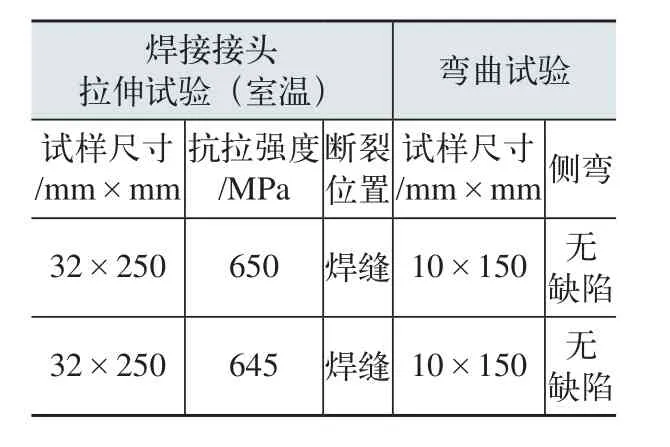
表8 焊接接头拉伸、弯曲试验结果
4. 结语
试验结果表明,采用所述的焊接工艺能满足规范要求,该焊接工艺已获得船东认可,在尾滚筒生产过程运用,焊接质量理想, MT、RT及UT均未发现裂纹等超标缺陷,合格率100%,能满足实际焊接工艺的需要。
