罗卡斯机械式集聚纺纱胶辊套制改进
2018-08-20薛志刚
薛志刚
(山东冠县冠星纺织有限责任公司,山东 冠县 252500)
我公司现有罗卡斯机械式集聚纺环锭细纱机10万余锭,与之配套的纺纱胶辊用量大,并与外径只有13 mm的轴承进行套制,而因铝衬管胶管内径仅为13 mm,使其套制不易、效率不高。为解决此问题,公司决定与套胶管机制造厂协作,共同研究新的胶辊套制方案。
1 制造厂套胶管机的应用问题
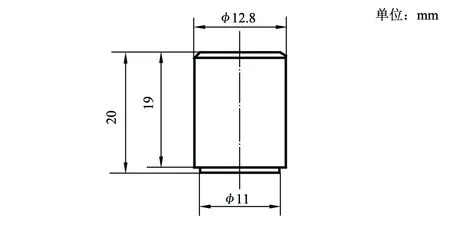
图1 引轴
无锡某套胶管机制造厂通过对5套罗卡斯纺纱胶辊轴承和铝衬管胶管实物进行分析后,研制出纺纱用铝衬管胶管的拆卸和套制用引轴(见图1)。该引轴采用下定位方式,未套制时先去掉胶辊轴承两端的彩色密封帽,将圆柱形的引轴与铝衬管胶管相配合、纺纱胶辊轴承与内孔相配合后,套杆缓慢下降完成套制,最后盖上原密封帽。
这种操作方式存在以下问题:
a) 去掉或盖上密封帽,既增加工作量又耗费时间;
b) 去掉密封帽套制胶辊时,如有铝屑则极易进入轴承内腔,导致轴承旋转不灵活;
c) 套制胶辊工作效率和合格率偏低,套制72只胶辊就需1 h,并且有3~4只胶管因中心定位不精确而导致偏心甚至报废。
2 改进方案
由于套制胶辊量大、时间紧的生产要求,笔者尝试上定位方法套制,并省掉拆、装两端胶辊密封帽的步骤,力争套制效率及合格率与普通铝衬管胶辊相同。新型引轴结构如图2所示。
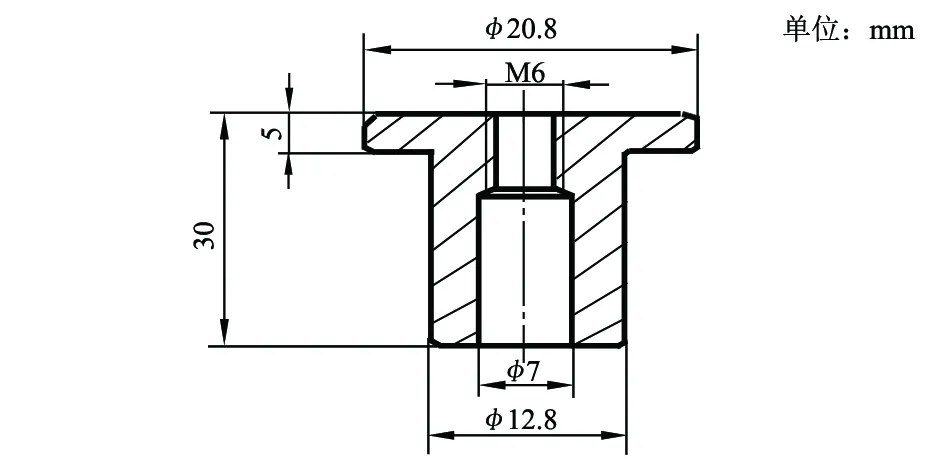
图2 新型引轴
原来操作工每天最多套制576只胶辊,套制合格率约为90%;新型引轴投入使用后,操作工每天可轻松套制1440只胶辊,且合格率达到100%,满足了车间正常生产需求,且省时省力。
3 套制胶辊的注意事项
3.1为保证套制精度,应调整好套制机的5个间隙和1个同轴度。5个间隙即:定位接套管内孔与引轴大端外径的间隙,大螺母内孔与引轴小端外径的间隙,引轴小端外径与胶管内径的间隙,轴承外径与垫片的间隙,垫片外径与底座的间隙。1个同轴度即胶辊轴承与引轴的同轴度要不大于0.02 mm。引轴外径应小于铝衬管胶管内径0.1 mm,引轴外径过大时则安放胶管困难;引轴外径较小或磨损严重时,铝衬管胶管易滑脱、套偏或损伤。
3.2套铝衬管胶管时,应进行一次只放轴承的预定位调节;待套制位置调整好、锁紧大螺母后,方可正常进行套压铝衬管胶管,正常套制的工作压力大于0.6 MPa,套压时要一次到位。
3.3在套制过程中,禁止将手指放在顶头或胶辊之下,以防轧伤。
