胶辊胶圈应用实践
2018-08-20罗秀丽逯常青
罗秀丽,徐 敏,逯常青
(1.帛方纺织有限公司,山东 潍坊 261041;2.陕西纺织器材研究所,陕西 咸阳 712000)
胶辊、胶圈是重要的牵伸器材,各企业都非常重视研究其选型、制作、使用和维护等环节对成纱质量的影响,并结合企业所纺品种制定适合自身企业的管理办法,以达到保质量、降消耗、提效率的目的[1]。
1 胶辊胶圈的择优选用原则
1.1 坚持技术优先原则
国内外生产胶辊、胶圈的企业数十家,企业在选择胶辊、胶圈时,技术优先是第一原则,即要选择技术先进、管理良好、质量稳定的器材制造企业的成熟产品;对未使用过的新产品,一定要通过点试、小试、中试的科学程序,才能大面积推广。
1.2 重视条件适用原则
不同的胶辊、胶圈其性能和使用条件不同,各企业应结合自身条件和纺纱品种的质量要求,选择适宜的胶辊、胶圈品种型号。胶辊、胶圈的选用,需综合纺纱品种、设备和管理等多个因素,并与企业生产条件所匹配,既要防止因生产条件不适,无法充分发挥胶辊、胶圈的性能,从而引起效能损失;又要避免高进低做,引起的效能剩余和浪费[2]。
1.3 有利生产管理原则
国内先进的纺织企业一般只选1~2个纺橡器材制造企业为供方,不但有利于胶辊间的日常管理,避免出现混乱;更重要的是,有利于最大限度地避免纺同批纱时,使用不同型号的胶辊、胶圈,导致成纱质量差异问题。
1.4 注重综合效益原则
不同质量水平的胶辊、胶圈,对提高产品质量、降低物料消耗、减少劳动工时及减轻劳动强度等综合效益的影响也不同,因此,在选型时不能只看价格因素,必须从胶辊、胶圈的性价比,从企业的整体效益上去综合考量。
2 各工序胶辊的选型与使用
2.1 精梳胶辊
2.1.1精梳胶辊的选型
精梳工序的核心是去除短绒、降低棉结,故胶辊对纤维的握持要好。我公司最早使用进口胶辊,但其价格较高,后来通过不断试验,选用国产胶辊代替,通过落棉率、精梳条棉结和短绒、值车工操作的稳定性等方面的对比试验,最终确定使用WRC-963型铝衬管胶辊。不同胶辊对精梳条质量的影响见表1。
表1 不同胶辊对精梳条质量的影响

胶辊类型邵尔A硬度/度条干CV/%棉结/(粒·g-1)短绒率/%落棉率/%进口胶辊634.56138.1619.32国产胶辊A635.24189.8720.45WRC-963型634.67148.3419.62
从表1可以看出,WRC-963型胶辊同进口胶辊相比,精梳条质量基本相同,完全可以替代进口。
2.1.2精梳胶辊的磨砺
由于精梳分离胶辊直径小、长度较长,压力分布为中间小、两端大,胶辊中间是握持纤维的工作区,故一定要选用刚性好的心轴,可选用硬度较低的WRC-963型胶辊。磨砺时,将分离胶辊磨成两端细、中间粗的橄榄形,直径相差0.20 mm~0.30 mm为宜,这样便于分离钳口对纤维的有力握持和顶梳对纤维的充分梳理。表2为橄榄形与平行圆柱形WRC-963型分离胶辊对精梳条质量的影响对比。
表2橄榄形与平行圆柱形WRC-963型分离胶辊对精梳条质量的影响

胶辊类型条干CV/%棉结/(粒·g-1)短绒率/%落棉率/%复磨周期/月平行圆柱形4.86148.6519.8810橄榄形4.55138.0418.916
从表2可以看出,橄榄形WRC-963型分离胶辊纺出的精梳条质量优于平行圆柱形的胶辊。
2.1.3精梳胶辊的表面处理
对于含糖低的细绒棉,精梳分离胶辊在精磨后用紫外线光照处理2 min~3 min即可;对于含糖高的长绒棉和细绒棉,胶辊表面可用1∶10的A、B双组分涂料处理一遍,紫外线光照处理约1 min。由于棉纤维棉蜡较多,故精梳分离胶辊的保养周期比其他胶辊短;保养清洗时,先用40 ℃温水擦拭胶辊表面,再用无水乙醇擦拭干燥水分。
精梳牵伸胶辊由于胶层厚、弹性好,可选用硬度较高一点的胶辊,提高其耐磨性,以邵尔A硬度为70度为宜。表面处理时,用1∶10的A、B双组分涂料处理2遍,紫外线光照处理1 min。使用时需注意牵伸胶辊上方橡胶皮清洁刮板的位置要安装准确,且无老化问题,以防胶辊返花。
2.2 并条胶辊
2.2.1并条胶辊的选型
并条胶辊选型时,不仅要考虑胶辊的硬度,更要考虑胶辊的抗静电性,应选择抗绕性好、耐磨性强、耐油耐热、中高硬度的胶辊,一定要保证车好开,并且能够减少粘缠飞堵造成的纱疵[3]。为此,我公司优选WRC-980A型和WRC-GB83型两种胶辊,其邵尔A硬度为80度和83度。随着并条速度的提高,胶辊的硬度可相应提高。
2.2.2并条胶辊的制作与磨砺
由于并条胶辊长度长,最好选用微套差的铝衬管胶辊,其心轴应满足“不弯、不断、耐磨、标准”的原则。新胶辊的心轴跳动弯曲应小于0.02 mm,旧胶辊的心轴跳动弯曲应小于0.04 mm。
磨砺并条胶辊时,建议用不转动的尖顶针(死顶针),尽量不用转动的活顶针,以避免出现活顶针磨砺的胶辊外圆径向跳动易超差问题。磨砺后的并条胶辊需用胶辊跳动测量仪检查径向跳动情况,由于并条胶辊数量较少,建议进行全检。
2.2.3并条胶辊的表面处理与使用
并条胶辊最核心的是其抗绕性,尤其是在纺制天丝、莫代尔等差别化纤维时,对胶辊的表面性能要求很高,因此胶辊表面处理方法显得尤为重要。
WRC-980A型并条胶辊精磨后,采用双组分涂料对其表面进行2遍处理,第1遍为1︰4,第2遍为1︰3,然后放进烘干房加热2 h~3 h,以加强胶辊对涂料的吸收;或者涂料处理后用紫外线光照2 min,使胶辊表面结膜而不亮。该胶辊可以纺制纯棉以及涤棉混纺品种,条干CV值较好。
WRC-GB83型胶辊经半精磨后进行预加热,用配比为1.2︰2的双组分复合涂料涂2遍,注意要拉出麻点,固化干燥后用200号细砂纸在磨床上打磨毛刺。处理后的胶辊抗绕性好,适纺化纤、纤维素纤维等差别化纤维。
并条胶辊数量不多,表面处理采用笔涂方法,处理后的胶辊表面粗糙度一致性好、成纱质量优。新胶辊上机,最好先在头道并条磨合一个周期,再调到末道并条使用,这样返花减少,机台生活好做。
2.3 粗纱胶辊
2.3.1粗纱胶辊的选型
相对于细纱胶辊,粗纱胶辊握持的纤维数量较多,且无导纱动程,压力大,更容易产生静电,易返花,产生疵点。因此,粗纱胶辊的选型不宜太多。通过试纺,对比产品质量和生活稳定性,我公司选用了WRC-965型和WRC-836型粗纱胶辊。表3为不同胶辊生产12.30 tex细特涤纶品种的试验对比,表4为不同胶辊生产9.84 tex天丝品种的试验对比。
表3不同胶辊生产12.30tex细特涤纶品种试验对比

胶辊型号邵尔A硬度/度条干CV/%单位时间过疵点数/个复磨周期/月WRC-836型803.0354国产胶辊A803.21113
表4不同胶辊生产9.84tex天丝品种试验对比

胶辊型号邵尔A硬度/度条干CV/%单位时间过疵点数/个复磨周期/月WRC-965型653.69128国产胶辊B653.82375
由表3和表4可知,WRC-965型和WRC-836型粗纱胶辊的纺纱性能较国产同类型胶辊优良。
2.3.2粗纱胶辊的表面处理与使用
WRC-965型粗纱胶辊在精磨擦拭烘干后,表面用双组分涂料按照1︰10的比例处理1遍,再用紫外线光照处理1 min~2 min。该胶辊可以纺制除纯涤纶以外的、几乎所有的纤维。新的WRC-965型胶辊上机,需先在普梳纯棉品种磨合一个周期,再在其他纤维品种上使用,效果会更好;该胶辊使用一段时间后,其表面会形成一种致密光滑的膜,使胶辊更加耐用且生活好做,可使复磨周期延长一倍以上,甚至更长。
WRC-836型粗纱胶辊在精磨揩拭干燥后,表面采用配比为1︰3的双组分涂料处理2遍,并放置在胶辊托盘上避光保存24 h后上车使用。随着胶辊磨砺次数增加,胶辊直径减小,为了稳定握持力,可将涂料配比改为1︰4涂2遍。该胶辊可纺制纯涤纶类品种,其抗绕性较好,纺纱性能优良。
粗纱四罗拉牵伸中,前二胶辊是主牵伸胶辊,一、四胶辊是整理区和后牵伸区胶辊,牵伸倍数较小。因此要把直径大、性能好的胶辊放在承担主牵伸的前二胶辊,以提高粗纱质量,减少胶辊机械波产生。
2.4 细纱胶辊
2.4.1细纱胶辊的选型
我公司产品定位为差别化纺纱路线,品种多,纤维种类多,翻改频繁。为此,对国内外不同企业生产的铝衬管胶辊在成纱质量、器材成本和车间生活等方面进行了对比分析,以此优选细纱胶辊。表5为不同胶辊生产M/CJ 60/40 9.84 tex品种的成纱质量对比。
表5不同胶辊生产M/CJ60/409.84tex品种的成纱质量对比

胶辊类型条干CV/%细节粗节棉结个·km-1毛羽指数HCVb/%进口阿姆斯壮胶辊12.35422433.831.78国产铝衬管胶辊A13.18732554.112.07国产铝衬管胶辊B13.35829494.022.12WRC系列铝衬管胶辊12.53624453.921.82
经过长期、多次的试验对比,我公司最终选用了WRC-965型和WRC-365G型低硬度胶辊、WRC-975型中硬度胶辊和WRC-836型高硬度胶辊等产品。选用的WRC系列细纱胶辊成纱质量较稳定,车间生活好做,消耗大幅降低,性价比突出。
2.4.2细纱胶辊的使用体会
WRC-836型胶辊可纺制纯涤系列品种、竹节纱、合股纱以及对质量要求不高的毛巾纱、粗号纱;胶辊的抗绕性和耐磨性好,返花少,成本低。如果纺制中长纤维、麻纺或色纺等品种,也可直接上黑色复合涂料,抗绕效果更佳。WRC-836型胶辊在相对恶劣的纺纱环境中,更能显示出其优异的抗绕品质。
WRC-965型胶辊适纺纯棉、CV值及粗细节要求比较高的产品,特别是天丝、莫代尔、竹纤维等纤维素纤维,以及长丝和氨纶丝包芯品种。由于化纤和长丝在生产过程中加入了油剂,细纱胶辊在握持过程中,油剂与橡胶发生反应,造成胶辊表面溶胀和起埂,使成纱质量急剧下降。试用国内多家公司产品,都在约20 d~30 d时出现不同程度的溶胀,而WRC-965型胶辊在纺制该品种时,未出现溶胀问题。
WRC-975 型胶辊适纺棉混纺品种、其他化纤品种的混纺和质量要求相对一般的品种。
2.4.3细纱胶辊的制作
2.4.3.1胶管套制前,应先检查心壳是否符合要求,新铁壳径向跳动不大于0.015 mm,径向游隙不大于0.03 mm,轴向游隙不大于0.15 mm。用90号汽油浸泡12 h以上,彻底除净新铁壳防锈油,然后擦净晾干;旧铁壳要逐只检查胶辊轴承状况,当径向跳动大于0.03 mm,径向游隙大于0.05 mm,轴向游隙大于0.20 mm时,应报废不用。
2.4.3.2胶辊轴承按间隙大小分为两级,一级轴承套制前胶辊使用,二级轴承套制后胶辊使用。
2.4.3.3旧胶管在脱旧壳套新壳前,要清理干净橡胶和金属残渣,保证套制的新胶辊上机后无“脱壳”和跑偏问题[4]。
2.4.3.4双层胶管套制时,要注意压圆时压圆螺旋角不能太大,且压力适当,压力大容易把胶辊压扁,压力小胶辊使用中容易跑偏。采用二次压圆法对胶辊粗磨后二次压圆,可以消除胶辊在使用初期的凹心问题。
2.4.3.5胶管套制完成后,要逐只进行检查,对于出现大小头、偏心的胶辊应予以剔除;导纱动程内不允许有沙眼、气孔和划痕等,整理后胶辊外观应以手感滑爽、细腻为宜。
2.4.4细纱胶辊的磨砺
2.4.4.1细纱胶辊的磨砺分为粗磨和细磨两道工序。粗磨选用45号大气孔砂轮;细磨用80号小气孔砂轮。常规胶辊可磨砺2个往复,而微处理胶辊可磨砺4个往复。
2.4.4.2磨砺应遵循“少量多次”的原则,磨砺过程进刀量要小,以免磨削量过大留下轴向波纹印,同时产生热量过大造成胶辊表面烧伤。细磨时吃刀量应保证在0.10 mm以内。磨砺过程中要求砂轮工作面圆整锋利无毛刺。
2.4.4.3胶辊磨砺后的表面粗糙度,一般要根据纤维牵伸力和握持力的平衡关系来确定,如纺纯棉品种软胶辊的表面粗糙度Ra值一般控制在0.4 μm~0.7 μm,纺化纤类高硬度胶辊的表面粗糙度Ra值控制在0.7 μm~1.0 μm。磨砺后胶辊要逐只检测胶辊两头的直径差,看其是否符合直径差小于0.03 mm的要求;有条件的企业还可以用跳动检测仪检测胶辊外圆的径向跳动。
2.4.4.4胶辊每次的磨砺量一般控制在0.25 mm。直径为30 mm的胶辊,一般磨砺4次,当直径达到29 mm时,其硬度相应增加,不宜在前胶辊使用,可加以区分,在要求较低的后档胶辊上使用。
2.4.5细纱胶辊的表面处理
我公司细纱胶辊的表面处理采用的是效率高的涂料板涂加紫外线光照的处理方法。
WRC-836型胶辊表面处理时,用配比为1︰3的A、B双组分涂料涂2遍,2次间隔约为10 min,然后用紫外线光照处理1 min;WRC-975型胶辊表面处理时,用配比为1︰8的A、B双组分涂料涂1遍,然后用紫外线光照处理1 min~2 min;WRC-965型胶辊的表面处理方法:用配比为1︰10的A、B双组分涂料涂1遍,然后用紫外线光照处理1 min~2 min。随着胶辊复磨直径的变小,可将A组分比例逐渐减少,而光照时间不变。上涂料前,胶辊需在40 ℃烘房干燥加热2 h以上。
经过处理的胶辊,要求表面色泽一致,无明显搭头和挂料的痕迹,符合“光而不亮、滑而不溜、爽而不绕、燥而不脱”的要求,才能具有良好的抗绕性。
2.4.6细纱胶辊的使用维护与管理
细纱胶辊的使用维护与管理需注意以下方面。
a) 胶辊表面处理后,用黑布避光保存,在温度为25 ℃~30 ℃,相对湿度为50%~60%的条件下(与车间生产环境相同)放置,平衡24 h后再上车使用;
b) 胶辊处理室的温湿度与车间的温湿度要接近,防止温湿度差异大造成的胶辊收缩或静电产生出现的缠绕问题;
c) 胶辊处理室要执行“干净、清爽、一致”的原则,胶辊托盘等盛装容器要清洁干净,确保无油污、铁锈、花毛和灰尘;
d) 同品种要使用同型号、同直径和相同表面处理方法的胶辊,这是减少成纱锭间差异的基础;
e) 建立胶辊管理台账和规范的胶辊交接制度,随时对车上胶辊进行动态检查,掌握其运行状态,以强化胶辊润滑、保养和磨砺的周期管理;
f) 根据实际生产条件、成纱质量以及胶辊的返花情况,采用状态复磨的方法,一般纺普通环锭纺品种复磨周期为6个月,纺无动程的包芯纱品种为3个月,后档胶辊为1 a。
2.4.7细纱胶辊的有关规章制度
胶辊制作的技术标准见表6。
表6 胶辊制作的技术标准

检查项目允许限度(≤)/mm检查方法及说明胶管套后与铁壳夹入杂物或啃伤不允许目视 胶辊压圆后表面不平整不允许目视 胶辊压圆后倾斜跑偏不允许目视 胶辊倒角不良不允许目视 动程内砂眼、气泡不允许目视 胶辊转动不灵活不允许打顿为不良径向跳动条卷、精梳、并条0.04在V型架上用百分表查左、中、右3点粗纱、细纱0.03百分表査工作面同档直径差异条卷、精梳、并条0.04在V型架上用百分表查左、中、右3点粗纱、细纱0.03百分表査工作面表面粗糙不允许目视、手感无明显纹路,不糙手 漆头标记不符规定、表面有油漆不允许目视心轴轴头弯曲0.02目视 心轴两端磨灭不允许目视同台胶辊色泽不一致不允许目视
胶辊调换上车质量标准见表7。
2.4.8细纱大直径前胶辊的定制
目前细纱胶辊直径一般为30 mm,随着磨砺次数的增加,胶辊直径变小、硬度变大,对纤维的握持能力减弱,易出现牵伸不开、毛羽多、锭间差异大及断头多等问题。经试验对比成纱质量,发现适当加大前胶辊直径,可有效解决以上问题。不同直径的WRC-965型胶辊(前区加压力棒)纺天丝9.84 tex品种的成纱质量对比。
由表8可以看出,前胶辊直径加大0.5 mm,成纱的各项指标明显变好。这是因为直径加大后,胶辊与罗拉钳口的接触面加大,握持纤维的能力增强,浮游区相应减小,纤维变速点前移,提高了条干均匀度,减少了锭间差异。同时,大直径胶辊弹性好、弹性变形大,前钳口握持范围大且前冲量大,加捻三角区变小,毛羽少,断头少。
表7 胶辊调换上车质量标准

检查项目允许限度(≤)/mm检验方法及说明 胶辊轴承心轴不清洁不允许胶辊轴承铁壳夹花以手能拉下为不良 加油不良、密封帽脱落不允许目视、手感心轴上油外溢或缺油为不良 胶辊表面油污、伤痕、清洁不良不允许目视、手感表面有油污、伤痕为不良胶辊表面涂料脱落不允许导纱动程内露白为不良 胶辊回转不灵活不允许转动打顿为不良 同台胶辊直径不一致不允许目视 条卷、精梳、并条胶辊套筒磨灭、有红锈不允许目视 条卷、精梳、并条胶辊心轴轴头弯曲0.02百分表查胶辊外圆偏心精梳、并条粗纱、细纱0.050.04百分表查左、中、右3点百分表查胶辊轴承间隙过大不允许手感、百分表查上、下车不按规定交接验收签字不允许
表8不同直径的WRC-965型胶辊纺天丝9.84tex品种的成纱质量对比

前胶辊直径/mm条干CV/%细节粗节棉结个·km-1毛羽指数HCVb/%断头率/%30.5014.151855834.151.782.3630.0015.0632781084.392.072.92
细纱前胶辊直径是不是越大越好?针对这一问题,笔者对不同直径的WRC-965型胶辊纺S R/CJ 14.58 tex品种进行成纱质量对比试验,结果见表9。
表9不同直径的WRC-965型胶辊纺SR/CJ14.58tex品种的成纱质量对比

前胶辊直径/mm条干CV/%细节粗节棉结个·km-1毛羽指数HCVb/%31.5013.01232453.751.9831.0012.86228393.682.0330.7512.58122353.541.8730.0013.15129423.622.12
由表9可以看出,成纱质量并未随着胶辊直径的增大而变好,胶辊直径为30.75 mm时,成纱质量最优。这是因为若前胶辊直径过大,在其他条件都不变的情况下,摇架压力的平衡被破坏,如再更换中铁托将增加投入,成本提高,不合算。
大直径胶辊可改善成纱质量,但增加胶辊复磨次数,大幅延长了胶辊的使用寿命,降低了胶辊的投入和消耗。目前,我公司广泛采用从无锡二橡胶定制的直径为30.75 mm的胶辊,使用效果良好。
2.4.9包芯纱品种胶辊的选型
包芯纱品种无导纱动程,加大了胶辊、胶圈的磨损。既保证质量,又减少器材消耗,优选适纺胶辊尤为重要。以S M 14.76 tex(50D-DTY)+40D/3.5(综合号数为16.10 tex)品种为例,不同胶辊生产该品种的各项指标对比见表10。
表10不同胶辊纺SM14.76tex(50D-DTY)+40D/3.5品种的各项指标对比

胶辊型号邵尔A硬度/度条干CV/%细节粗节棉结个·km-1溶胀回磨周期/d国产A6512.7831836轻微30国产A7513.2582944严重溶胀报废国产B6512.9352238严重溶胀报废WRC-965型6512.6531526无60
所纺品种为细纱赛络纺包长丝、包氨纶丝的双包芯品种。由表10可以看出,WRC-965型胶辊的各项指标良好,其他胶辊除了成纱质量指标有差异外,更重要的是出现了溶胀和报废问题。这是因为莫代尔、长丝等加入的油剂渗入胶辊表面,产生反应,造成溶胀起埂,弹性下降,使得成纱质量恶化,但WRC-965型(包括WRC-968型和WRC-975型)胶辊在对抗溶胀方面表现出了优异的性能,是纺制此类特种纱的较好选择。
无导纱动程的包芯纱品种,须条和长丝集中在胶辊中间位置处磨损,大大缩短了胶辊的使用寿命。建议将该品种区域分成若干组,每组5台车,其中一台把喇叭口和须条调到前胶辊正中间位置,其余4台车整台的喇叭口和须条分别向左和向右偏离0.5 mm~1.0 mm,然后固定住整台喇叭口位置,逐锭调好导丝轮。这样,5台车的喇叭口和须条分别在前胶辊的5个位置,胶辊可随着开车周期性在5台细纱机间调换使用,胶辊则不会集中于一处磨损,使用寿命可接近有导纱动程的普通纺纱品种。
3 胶圈的选型与使用
3.1 胶圈的选型
胶圈的选用、搭配和管理,以及上、下胶圈运转的同步性都影响成纱质量。为了有效地控制纤维,上胶圈可以选用软一些、弹性好一点的胶圈。因此,我公司选用了WRA-MD60型细纱上胶圈;由于下胶圈是主动力胶圈,与中罗拉靠摩擦传动,需要强度高一些,则选用了WRA-0105型内花纹细纱下胶圈。该配置胶圈运转的同步性好,运行平稳,牵伸效率稳定可靠,适合我公司多品种特种纤维纺纱的生产需求。
3.2 上下胶圈的搭配原则
上、下胶圈的搭配应遵循以下原则。
a) 弹性要求:上胶圈弹性大,下胶圈弹性小;外层弹性大,内层弹性小。
b) 硬度要求:上胶圈软,下胶圈硬;外层软,内层硬。
c) 内径尺寸:上胶圈略松,下胶圈略紧。
d) 厚度要求:上胶圈偏薄,下胶圈偏厚。
上、下胶圈同时更换新胶圈,会造成成纱条干和粗细节的恶化。因此,上、下胶圈要按照新旧搭配使用。上、下胶圈总厚度应小于2.0 mm,一般选用上胶圈厚度为0.9 mm,下胶圈厚度为1.0 mm。
3.3 胶圈的使用管理
3.3.1平、揩车调换下来的胶圈用全自动洗衣机加清洗剂进行清洁,漂净晾干后剔除内外层损伤、中凹的坏胶圈,补足数量,写明标签备用。
3.3.2建立上、下胶圈使用台账,内容包括上车日期、胶圈月份、使用时间。
3.3.3做好日常平、揩车记录,记录当天胶辊、胶圈的使用保养情况,防止漏换、错换。
3.3.4胶圈要注意防潮、避光、防油、防压。存放期不能过长,防止橡胶过早龟裂、老化。
3.3.5胶圈寿命根据所纺纤维不同,一般为8个月~12个月。新胶圈使用寿命的前半期应在有导纱动程的品种上使用,使用寿命的后半期在无导纱动程的品种上使用,可降低胶圈的消耗费用。
3.4 胶圈的质量标准
胶圈调换上车质量标准、胶圈验收质量标准和丁腈胶圈报废标准分别见表11~表13。
表11 胶圈调换上车质量标准
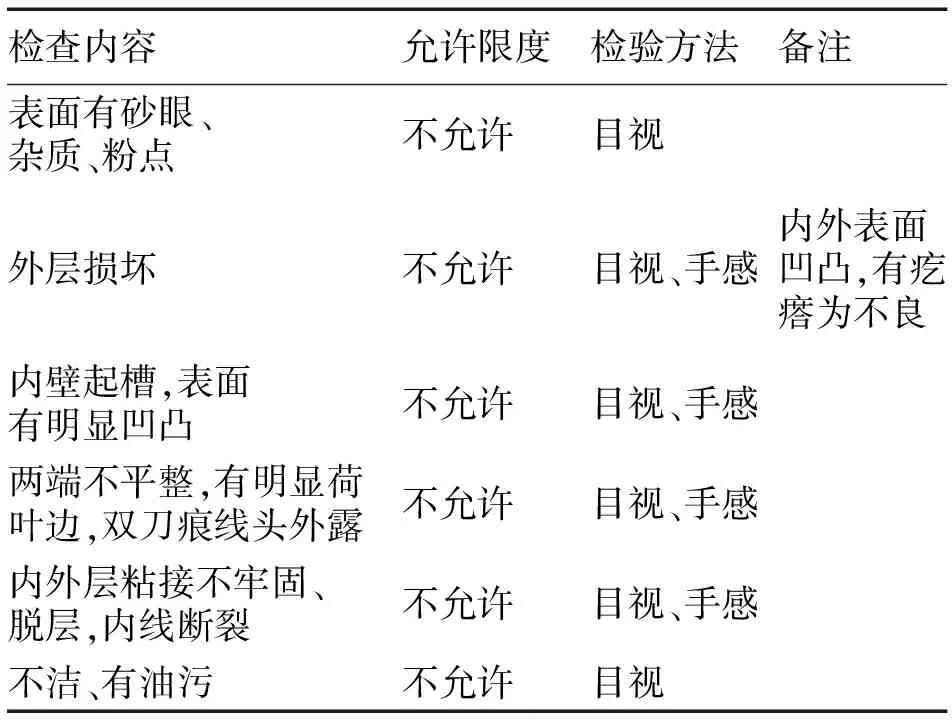
检查内容允许限度检验方法备注 表面有砂眼、杂质、粉点不允许目视外层损坏不允许目视、手感内外表面凹凸,有疙瘩为不良内壁起槽,表面有明显凹凸不允许目视、手感两端不平整,有明显荷叶边,双刀痕线头外露不允许目视、手感内外层粘接不牢固、脱层,内线断裂不允许目视、手感不洁、有油污不允许目视
表12 胶圈验收质量标准

检查项目允许限度/mm检验方法 包装有产品合格证目视内、外表面无砂眼、粉点、气泡目视 宽度极限偏差 0-0.5卡尺或专用工具 厚度极限偏差d>38 ±0.03d≤38 ±0.02卡尺或专用工具
表13 丁腈胶圈报废标准

检测项目报废标准几何尺寸超过使用规格 内外层粘结有明显脱层 两端面有明显荷叶边和单边 外表面质量有龟裂、中间起毛、凹陷、损伤内表面质量损伤,起沟槽大于0.5 mm 中间层内线断裂
4 结语
4.1胶辊、胶圈对纱线质量的影响巨大,企业应结合所纺品种及自身实际情况,重视胶辊、胶圈的选型与应用,充分发挥优质胶辊胶圈的性能,让纱线质量再上一个新台阶。
4.2企业在选择胶辊、胶圈时,要遵循“技术优先、条件适用、有利生产管理和综合效益”的原则;选择技术先进、管理良好、质量稳定的器材制造企业的成熟产品,对未使用过的新产品,一定要通过点试、小试、中试的科学程序,接受一定的时间考验后,才能大面积推广。
4.3希望胶辊、胶圈制造企业,在加大胶辊、胶圈创新研发力度的同时,加强胶辊涂料的创新开发力度,因为胶辊的更好应用,离不开涂料的配合。