浅论现代先进焊接技术
2018-08-17王东生杜伟明
王东生,杜伟明,邓 斌
(1.中国电子科技集团公司第十三研究所,河北石家庄050050;2.河北中瓷电子科技有限公司,河北石家庄050200;3.中国电子科技集团公司第四十八研究所,湖南长沙410111)
焊接是通过加热、加压,或两者并用,使同种材料或者异种材料的两个工件或者多个工件实现原子间结合的加工工艺和连接方式。除了金属材料,陶瓷、塑料等非金属材料亦可进行焊接。焊接方法有几十种,根据焊接部位(焊缝)的成型机理,主要分为熔化焊、固相焊接(压焊)和钎焊三大类。其中,先进焊接技术分别在自动化、智能化、难焊材料和特殊结构等方面表现突出。
1 激光焊
激光焊(Laser Welding)属于熔化焊的一种先进焊接技术,借助激光的高效能对焊接位置进行快速升温,熔化焊接材料形成致密、高强度焊缝,已经成功应用在汽车、能源和电子等领域。与传统焊接技术相比,其在焊接精度、效率、可靠性、自动化程度以及焊接变形量控制等方面具有综合优势。
尽管激光焊对于焊接材料和产品结构的要求较高,但是在高反射率的铝合金焊接上也取得了长足的发展,如铝合金的激光-GMA复合焊、激光填丝焊、双束激光焊和激光辅助搅拌摩擦焊[1]。此外,电子封装行业铝合金盒体的密封要求高,而且受产品材料、结构和装配工序等条件限制,常规焊接方法和设备无法完成,激光焊凭借自身显著的特点实现了盒体的密封。
2 搅拌摩擦焊
搅拌摩擦焊(Friction stir welding)是固相焊接的典型代表,是由英国焊接研究所(TWI)在1991年发明的一项最具革命性的新型材料连接方式[2]。该技术已经应用在国内外的航空航天、船舶制造、轨道交通、冷板散热等众多领域。
搅拌摩擦焊是一项焊接工件不需要熔化的固相连接技术。焊接过程中,搅拌头高速旋转,在压力作用下旋入焊接工件内部,然后通过机械传动沿着焊接位置进行移动实施焊接。高速旋转的搅拌头与工件之间的摩擦,产生的大量摩擦热使得工件的焊接位置处的金属达到热塑性状态(未熔化),并被挤压在一起,随着热量的降低形成新的连接,如图1所示。

图1 搅拌摩擦焊模型图
搅拌摩擦焊接过程中热输入较少,工件温度低,无烟尘、飞溅,结构变形小,可以焊接所有系列的铝合金材料,是一项绿色环保的焊接技术。由于在整个焊接过程中,工件不熔化,成型的焊缝不存在裂纹和气孔等缺陷,接头的强度显著提高,大大降低了产品在工程使用中的安全隐患。
3 扩散焊
扩散焊(Diffusion welding)是一种精密的固相焊接技术,它是指在不高于母材熔点的温度和不致引起母材产生宏观变形的压力作用下,使相互接触的两零件表面发生微观塑性变形,实现紧密的物理接触,并通过表层原子相互扩散和再结晶而实现冶金结合的过程。扩散焊特别适合异种金属材料、耐热合金和陶瓷、金属间化合物、复合材料等新材料的接合,尤其是对熔焊方法难以焊接的材料,扩散焊具有明显的优势,日益引起人们的重视[3]。扩散焊机理如图2所示。
扩散焊特别适用于要求真空密封,要求接头与母材等强度,要求无变形的小零件。它是制造真空密封、耐热、耐振和不变形接头的唯一方法,因此在工业生产中得到广泛的应用。在电真空设备中金属与非金属的焊接,切削刀具中硬质合金、陶瓷、高速钢与碳钢的焊接,都有采用扩散焊接的方法。
4 真空钎焊
钎焊是不同于熔化焊和固相焊接的第三类焊接方法。钎焊技术是在加热条件下,利用钎料熔化后的浸润性实现工件(不熔化)间的连接。其中,真空钎焊技术(Vacuum brazing)已成为一种极有发展前途的焊接技术。
真空钎焊最早出现在电子工业上钎焊铜和不锈钢的零件,后来又应用到航空工业、原子能工业,在1959年开始应用到制造不锈钢的板翅式换热器上。现在,被广泛应用于空气分离设备、石油化工设备、工程机械、车、船和家电等工业部门的板翅式换热器和冷却器中。其设备如图3所示。
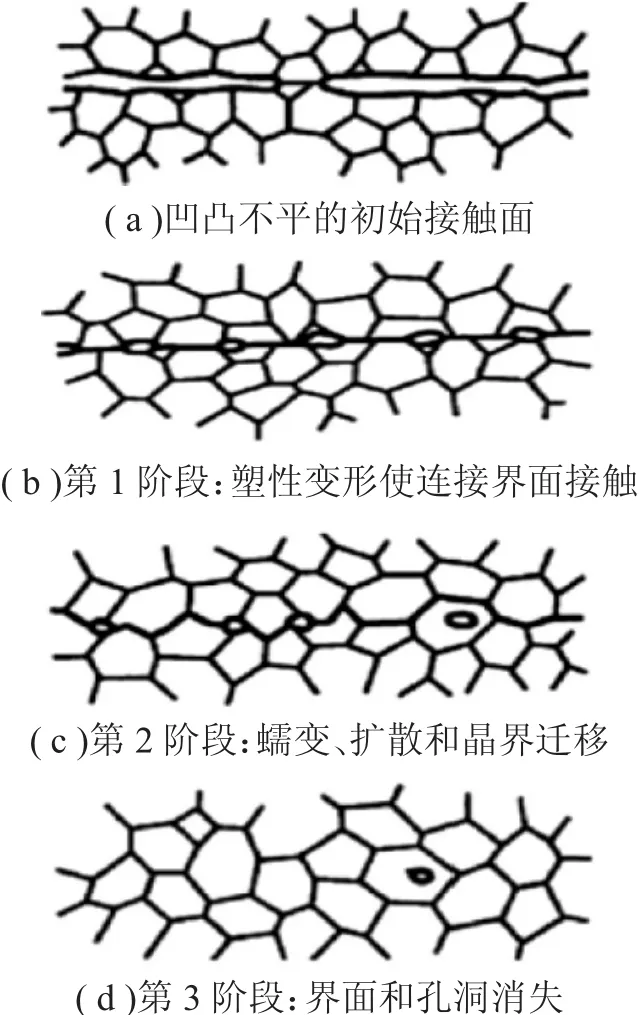
图2 扩散焊机理图

图3 真空钎焊炉
由于真空钎焊技术具有无可比拟的优点,所以在世界工业发达国家得到迅速的发展和广泛的应用。
国外,美国普·惠公司的JT9D发动机蜂窝封严环,由环件和蜂窝夹芯用真空钎焊制成;该发动机燃油总管由主管和多个支管、喷咀用真空钎焊组成;此机发动机不锈钢热交换器由300多根不锈钢管、隔板、壳体用真空钎焊组成;JT8D发动机12、13级压气机静子环由内外环和几十个叶片用真空钎焊制成。美国GE公司的发动机机匣由240多个0.25~0.7 mm厚的因康镍合金零件分3次阶梯真空钎焊而成。国内,沈阳黎明发动机公司、成都发动机公司分别真空钎焊静子环,用于飞机上;成都发动机公司真空钎焊燃油总管,并通过发动机试车。黎明发动机制造公司、成都发动机公司、北京航空工艺研究所在70年代分别研制出中型单室的真空钎焊电炉。北京航空工艺研究所在1964年与天津电炉厂合作研制出半连续式真空钎焊炉,西安航空发动机公司引进伊普森公司卧式真空电炉(炉膛尺寸910 mm×610 mm×610 mm),北京民航Ameco公司引进伊普森公司钟罩式真空钎焊电炉(炉膛尺寸2 300 mm×1 300 mm),进口的炉子皆为微机控温、程序自动控制。
5 结束语
产品在加工制造过程中,往往由于受到材料、结构、工序、使用要求以及性价比等诸多因素的制约,使得先进焊接技术与传统焊接相比,性能凸显,科技含量更高,更能满足未来工业制造快速发展的需求。先进焊接技术的发展,一方面要研制新的焊接方法、焊接设备和焊接材料,以进一步提高焊接质量和安全可靠性。另一方面要提高焊接机械化和自动化水平,如焊机实现程序控制、数字控制;研制从准备工序、焊接到质量监控全部过程自动化的专用焊机;在自动焊接生产线上,推广数控的焊接机械手和焊接机器人,可以提高焊接生产水平,改善焊接卫生安全条件[4]。