浸润料饲喂技术
2018-08-13邓启伟张桂红
邓启伟,张桂红,王 衡
(华南农业大学兽医学院,广东 广州 510642)
1 研究背景
“浸润料”饲喂技术是从现有饲喂技术中总结出来的,它既综合了现有各技术的优点,又规避了现有技术的部分缺陷,同时还具有一些特殊的优势。在介绍“浸润料”饲喂技术之前,先分析一下现有各喂料技术的优势和弊端。
1.1 干料饲喂技术
干料饲喂技术,是目前国内最为普及的饲喂技术。从形态上来分,干料主要包括颗粒干料、丸状干料、块状干料和粉状干料。从处理工艺上来分,又可分膨化料和未膨化料,或熟料与生料。其饲喂操作简单,灵活多样易掌控,可人工饲喂,也可用专用的设备自动传送和调控投放饲料。此外,干料还具有易储存、方便运输、不易发酸变质等优势,因此在我国最为普遍。但干料也存在很多缺陷,如颗粒料和块状料存在饲料较硬或过干,不利于猪只的采食和吞咽[1];干粉料容易引起猪只噎食,以及易扬尘,造成舍内空气混浊,诱发呼吸道病症状[2];在饲料中添加药物时,药物容易沉降,引起药物饲喂不均;采食期间供水不足,干料容易黏附于猪只的食管和胃壁,有诱发肠胃溃疡的风险等[3]。
1.2 拌湿料饲喂技术
拌湿料饲喂技术在我国也十分普及,尤其是在高温季节、母猪产后、以及仔猪断奶转保育的初期。拌湿料饲喂技术其实是对干料饲喂技术缺陷的弥补,无论是颗粒干料、块状干料还是粉状干料的拌湿,都提高了饲料的含水量,使原本坚硬的饲料变得柔软,易采食吞咽和消化吸收。因此,拌湿料饲喂技术在提高猪群采食量、减少空气尘埃粒子等方面具有明显优势。如果在拌湿液中加入药物,还可避免干料拌药的沉降现象,拌药也更均匀。除治疗药物外,通过拌湿技术还可以加入益生菌、多维等。但其缺陷也十分明显,现有的拌湿和投料方式基本都由人工或搅拌机拌湿,因此工作量大,且工作效率低。拌湿过程会造成饲料颗粒原有结构破坏,降低口感的同时,碎末也会造成饲料浪费。此外,拌湿后的饲料极易发酸变质,残余的拌湿料如不及时清理还会发霉,影响猪群健康。
1.3 液态料饲喂技术
现代液态料饲喂技术,也称“水料”饲喂技术,广泛流行于欧洲,其方式为将饲料原料配合成液态流体,发酵或混匀后直接通过增压管道输送到栏舍进行饲喂。液态料在理论上可以提高猪群的采食量,促进饲料的消化吸收,提高日增重[4]。因其可采用农业副产品,以及食品工业的废料作为饲料原料,在饲料原料的开发拓展以及饲料成本的控制上具有明显优势[5]。
但实际应用中却存在较多问题,以致于限制了它的发展,尤其是在中国。原因主要来源于两方面:一方面是中国的饲料原料市场不同于欧洲,中国饲料原料主要为豆粕和玉米,采用液态料饲喂技术在成本控制上并无太多优势。另一方面来源于液态料饲喂系统自身,首先是建造成本高昂,一套国外成熟设备动则百万以上,国产也要数十万元,让人望而却步。其次是制造工艺难度大,对管道系统的连接、密封、抗压要求高。再次是系统元器件多,控制精度要求高,操作这些设备需要员工有一定的知识基础和经过特殊培训,在维修方面还需要专业技术人员完成。此外,在液态料传送系统的硬件结构设计及功能上,还有很多问题需要解决和完善。如饲料干湿程度调节范围小,普遍偏稀。管道清洗不彻底,易发酸变质。饲料传输过程中易出现分层和沉降,诱发阻塞。投放饲料的精度控制还有待提高[6],同一设备不能满足不同栏舍对饲料成分和干湿度的不同要求。由于饲料在重悬和匀浆过程中搅拌剧烈,饲料变成糊状结构,缺乏咀嚼感,导致部分猪群不爱采食[7],或因黏附于管道和料槽造成浪费。
1.4 历史悠久的“水烩料”饲喂技术
水烩料饲喂技术在我国拥有悠久的历史,在工业化养猪以前,广泛盛行于中国的四川、云南、贵州、江西、湖北等西南地区和长江中下游地区。水烩料喂料技术,以剩饭、剩菜、馊水、玉米、红薯、土豆、野菜等为原料,加水放入大锅中煮熟,温热或晾凉后饲喂猪群,野菜也可新鲜混入煮熟后的饲料中。这在粮食物资极度匮乏的年代,是养猪的主要方式,避免了人畜争粮。哪怕是在当下,水烩料技术依旧具有其特殊优势。如高温蒸煮在熟化饲料、去除抗营养物质的同时,还能杀灭有害微生物。在饲料中加入新鲜野菜或果蔬,其天然微量元素是现代药物保健以及多维添加技术无法比拟的。但导致该养殖技术衰败的原因也很突出,例如其高人力投入和低肉料比所带来的养殖效益和养殖效率低下。因此,水烩料饲喂技术,这种在中国具有悠久历史的“液态料”饲喂技术,随着近代养猪工业的兴起,渐渐淡出历史舞台,只有在偏远的山村或特色养殖场还保留这一饲喂方式。
2 行业发展方向与喂料技术发展趋势
近年来,随着养猪行业内部竞争的愈演愈烈,以及猪价市场的持续低迷。这个看似对中国养猪业不利的大环境,实则也是中国养猪业大发展的契机。在这场旷日持久的养猪生存战中,个体户、私人小企等资源转化率较低的企业,必将渐渐被淘汰,而留下来的都是有技术支持与资金实力的大型企业或集团。养猪行业资源的优化和重新调配,使得行业未来必将往更高效、更规范、更环保、更健康的方向发展。简单的说,未来中国的养猪行业,人力、饲料、能源等投入将更少,而产出将更多更好,同时更有利于国家和社会的监管,对环境的影响也将更小。
在行业未来发展的大趋势之下,喂料技术的发展也必将往更高效、更机械化、更易操控、更科学、动物福利更高的方向发展。为此,华南农业大学兽医学院秉承着一贯的求实与创新理念,致力于将产学研紧密结合,将研究工作的重点放在解决实际生产问题上,以服务和促进畜牧生产的发展。在分析和总结了现有各类饲喂技术的优势和弊端后,我们创新提出了“浸润料”这一概念,同时发明了“浸润料”饲喂这一新饲喂技术。
3 什么是“浸润料”
“浸润料”由浸润液和干料两部分组成,固态干料在吸收浸润液后变成柔软的浸润料。“浸润液”可以是清水、发酵液、绿植鲜榨液,也可以是加有治疗或保健药物等的液体。“干料”为经熟制、膨化的颗粒、丸状或块状等具有一定形态结构的固态配合饲料。
3.1 浸润料饲喂技术的操作流程
(1)在喂料之前确定浸润液的类型,以及干料的类型。
(2)根据猪群类型、饲养目标、气温等因素,明确最终浸润料的含水量,以确定浸润液与干料的比例。
(3)根据浸润液的需求,预先调节好进入料槽中浸润液的量。
(4)投放干料,干料进入浸润液后吸水润湿,成为浸润料。
(5)干料投放后,便是猪群的采食过程。
(6)猪群采食后,料槽自动清洗与控干。
图1为浸润料饲喂技术的原理演示过程。
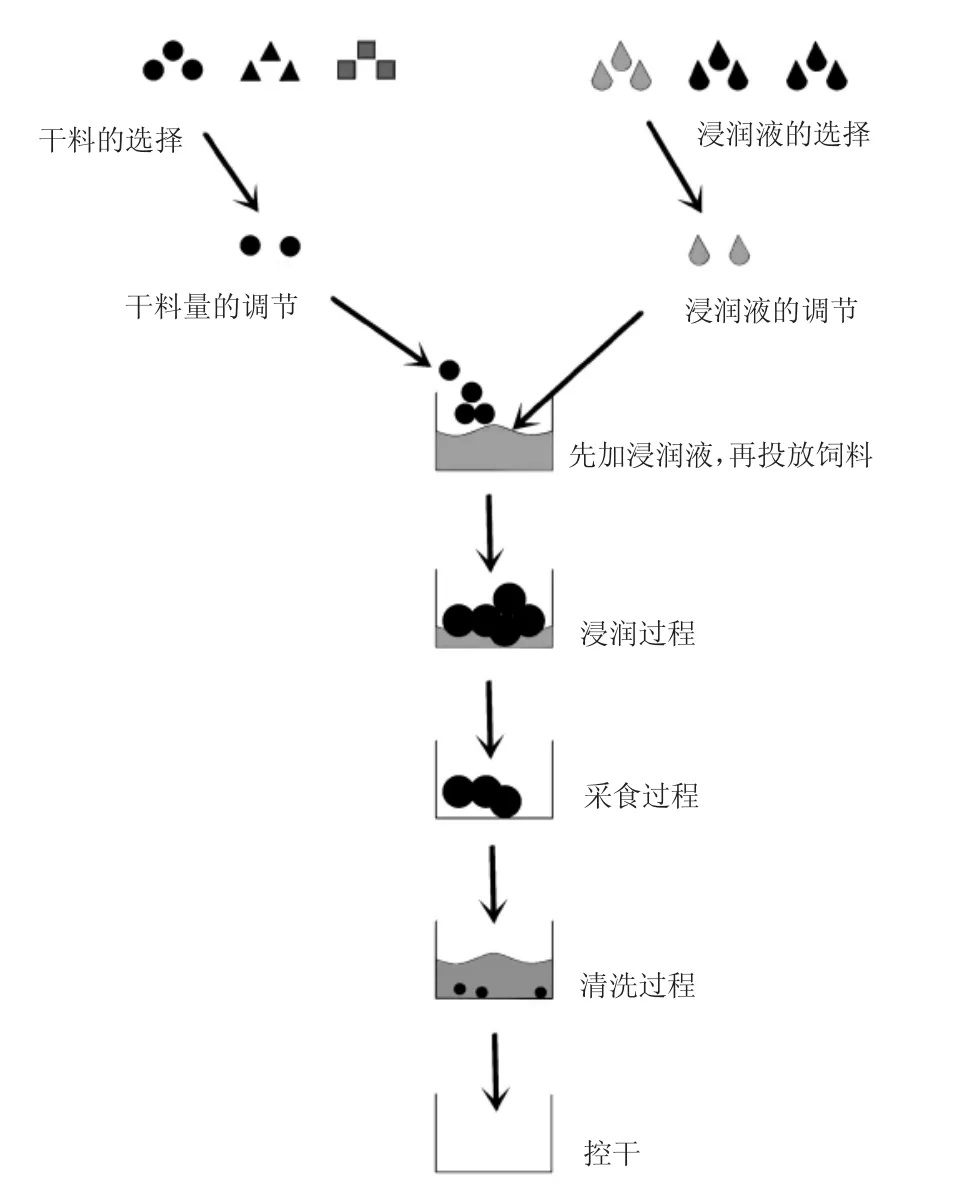
图1 浸润料饲喂技术原理演示过程
在现代化猪场,“浸润料”技术自动化和机械化的实施,需依赖于“畜禽多功能饮水、喂料系统”(图2),特色养殖场可人工完成。

图2“畜禽多功能饮水、喂料系统”二维原理结构
3.2 浸润料的优势
(1)干料在吸收浸润液后变为“浸润料”,具有液态料的湿滑口感,同时还保持固态料的原有颗粒、丸状、块状形态结构不变,易采食和咀嚼,易吞咽和消化。
(2)通过浸润液加入保健或治疗药物,干料在吸收浸润液的同时也将药物吸入饲料,使用药工作更高效,更便捷。尤其是可以加入绿植鲜榨液,对于猪群饮食中微量元素以及绿植天然活性成分的补充,是现代人工合成添加技术无法完全实现和取代的。
(3)浸润料将浸润液和干料分开储存,分开运输,只有在喂料时两者才混合,避免了液态料和拌湿料饲喂技术出现的发酵时间过长、饲料过酸、饲料的固态结构被破坏等现象。
(4)浸润液与干料分管道输送,避免了相互过早接触引起的变质,也避免了液态料喂料系统出现的易阻塞、不易彻底清洗等问题。
(5)兼具了干料喂料技术的易储存运输,液态或拌湿料饲喂技术粉尘少、易采食、易消化等优势。
(6)浸润料饲喂技术避免了液态料饲喂技术对饲料必须是液态流体的要求,可实现饲料含水量的任意调节,以及干料和湿料的自由转化。
4 总结
随着中国养猪业的发展,未来养猪行业的机械化程度、自动化程度、以及智能化程度将越来越高,食品安全、环境保护、动物福利将越来越受到人们的重视。“浸润料”饲喂技术的提出,旨在通过为猪群提供清洁、卫生、安全、营养全面、口感更好的食物,最大程度满足猪群的饮食福利,以促进猪群的健康快速成长。而与之配套的“畜禽多功能饮水、喂料系统”的发明,是为实现该技术的机械化、自动化以及智能化,最终目的在于提高养殖生产水平,为养殖企业创造更多的养殖效益[8-9]。因此“浸润料”饲喂技术符合养猪业发展的趋势,是未来喂料技术发展的一个重要方向。