基于AMESim 的热芯盒射芯机上芯盒提升机构液压控制系统研究
2018-08-08张静伟宋高旗丁建峰
张静伟,宋高旗,姚 胜,丁建峰
(一拖(洛阳)铸造有限公司,河南洛阳 471004)
热芯盒射芯机主要用于电加热的热芯盒射制砂芯。其工作过程是利用压缩空气将预先混有树脂粘结剂的砂子或覆膜砂射入芯盒,通过芯盒的加热,将砂子固化直至硬化,最后将砂芯从芯盒中顶出。采用机电液一体化控制,设备运行平稳可靠、自动化程度高。其中上芯盒提升机构的液压系统要求既能满足快速运动以减少运动循环时间,又能慢速合模或开模以防止芯盒冲撞而造成砂芯损坏,针对此问题,设计了热芯盒射芯机上芯盒提升机构电液比例液压控制系统,利用AMESim软件,分析了上芯盒提升液压系统的速度跟踪动态特性,仿真结果验证了液压控制系统设计的合理性。
1 上芯盒提升液压系统的组成及工作原理
上芯盒提升机构主要用于上芯盒的提升脱模和合模,同步机构确保上芯盒升降平稳、同步,提升油缸由比例阀控制,使开合模的动作平稳、快慢适度,其液压系统如图1所示。
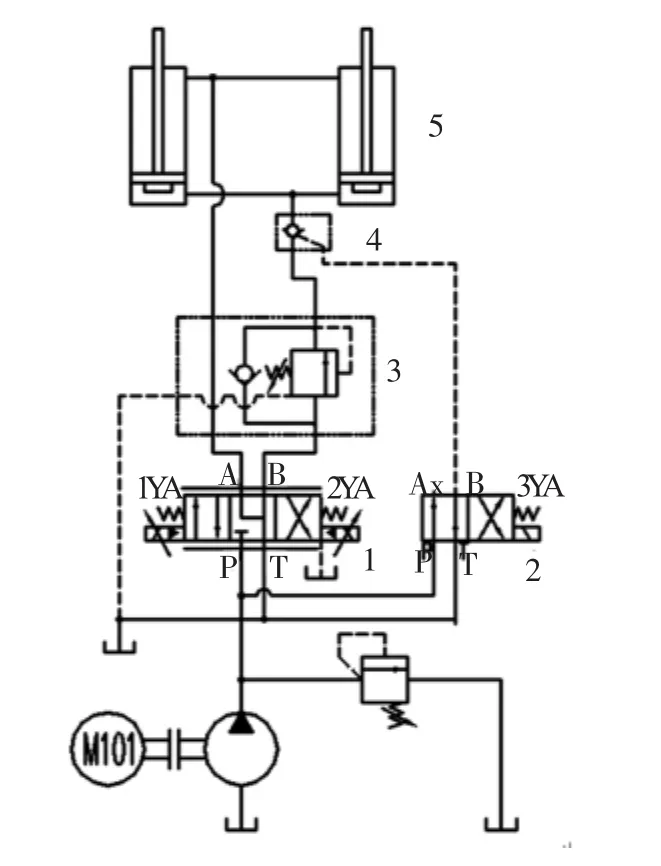
图1 上芯盒提升电液比例控制系统原理图
该系统由电液比例换向阀、电磁换向阀、平衡阀、液控单向阀和液压缸等组成。通过调节电液比例方向阀的开度,控制单作用液压缸的运行速度和方向,可以实现快-慢的运行方式,使其在合模或开模时采用低速运行,在其他行程下采用快速运行。电磁换向阀、平衡阀和液控单向阀的作用是确保液压缸静止时能锁定在任意位置,避免上芯盒因自重而下降。
2 上芯盒提升液压控制系统建模仿真
AMESim软件为流体动力和控制系统提供了优越的仿真环境和灵活的解决方案[1,2]。根据上芯盒提升系统的液压工作原理,利用AMESim中的液压系统设计库,对上芯盒提升电液比例控制系统建立物理学模型[3-5],根据整个系统之间的关系,添加电磁换向阀、平衡阀、液控单向阀和液压缸等模块,连接相关油路,完成电液比例模型的搭建,如图2所示。
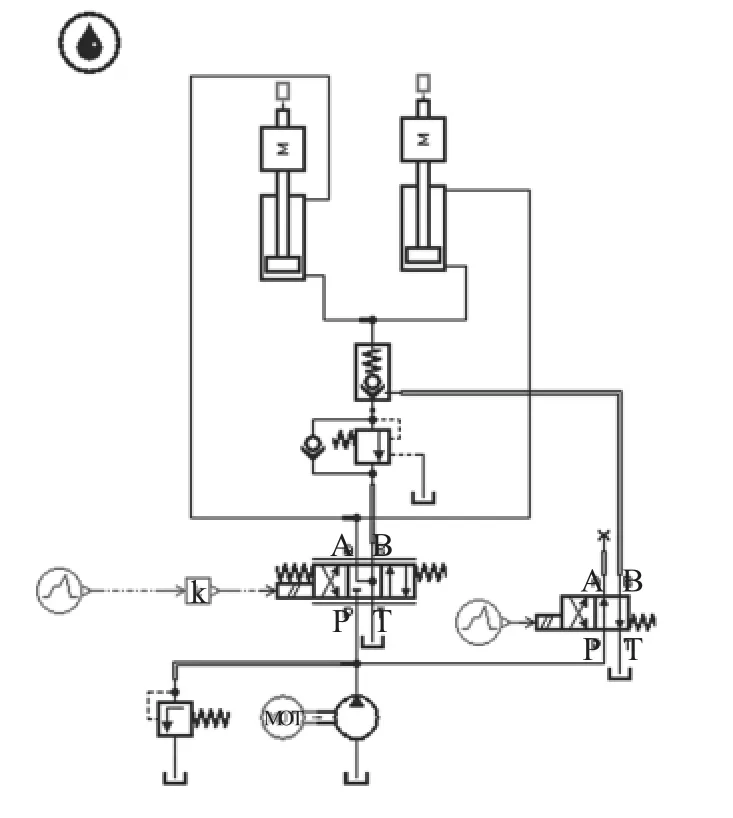
图2 上芯盒提升电液比例控制系统仿真模型
搭建上芯盒提升液压系统模型后,要为系统中各模块选择子模型。每个模块都有一种或数种子模型可供选择。根据提升系统的实际工况要求,以上芯盒最大重量700kg为对象,对模型和子模型逐一进行匹配,对系统中元件的结构参数进行设置。以瑞士万福乐的WDPFA10电液比例阀为对象,设置模型如下:泵的转速为1500r/min,溢流阀的压力为15MPa,单作用缸的缸筒直径为50mm,活塞杆直径为36mm,行程为305mm,平衡阀的平衡压力设定和负载匹配。在控制系统中控制信号比例放大系数为10。
3 仿真结果与分析
对于上芯盒提升液压系统,由于实际使用要求系统既能满足快速运动又能慢速合模或开模,故对上芯盒提升液压系统进行速度跟踪仿真。给定信号是按上芯盒提升系统在合模(液压缸缩回)或开模(液压缸伸出)过程中,由快速合模—慢速合模—停止—慢速开模—快速开模的状态给定。其中快速合模时,比例阀负向开度100%,速度为0.32m/s,时间为0.75s;慢速合模时,比例阀负向开度30%,速度为0.1m/s,时间为0.65s。停止的时间设定为0.6s。慢速开模时,比例阀正向开度30%,速度为0.05m/s,时间为1.3s;快速开模时,比例阀正向开度100%,速度为0.16m/s,时间为1.5s。设定系统仿真时间为5s,步长为0.01s,进行仿真,仿真结果如图3所示。为了更好的显示控制系统对目标速度的跟踪特性,利用AMESim后处理(Post Processing)功能得到目标速度与控制系统液压缸活塞速度的差值与时间的关系,如图4所示。
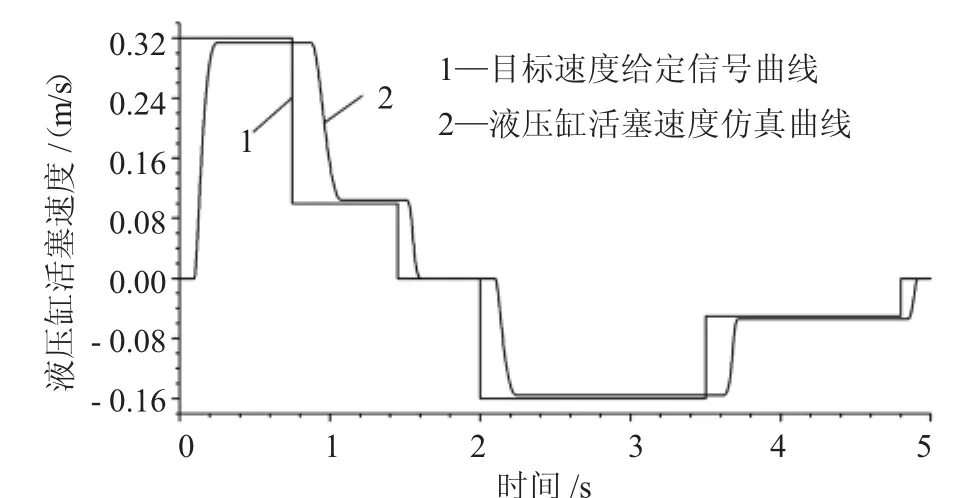
图3 上芯盒提升电液比例控制系统仿真曲线

图4 动态跟踪误差曲线
从图3和图4中可以看出,对上芯盒提升电液比例液压控制系统,通过设定控制信号比例放大系数,很快减少误差,最终接近系统要求的速度。在上芯盒提升系统快速合模时,目标速度设定为0.32m/s,由于机械系统存在惯性以及液压阀电磁铁本身动作滞后,造成系统响应有0.1s延迟。在快速合模启动后,在0.15s时间内速度达到稳定,与目标速度的差值为6mm/s;在慢速合模时,目标速度降到0.10m/s,同样由于系统跟随存在滞后,滞后时间为0.12s,而后电液比例阀动作,系统再进行跟随,在0.1s时间内速度达到稳定,与目标速度差值为-4mm/s;当目标速度降到0m/s时,同样系统存在滞后,但滞后时间已缩短到0.06s,最后系统再进行跟随,在0.1s时间内速度降为0。同理,在上芯盒提升系统慢速开模时,目标速度设定为0.05m/s,同样存在滞后,造成系统响应有0.1s延迟。在慢速开模启动后,在0.1s时间内速度达到稳定,与目标速度的差值为5mm/s;在快速开模时,目标速度设定为0.16m/s,同样由于系统跟随存在滞后,滞后时间为0.13s,而后电液比例阀动作进行跟随,在0.08s时间内速度达到稳定,与目标速度差值为-4mm/s。当目标速度降到0m/s时,同样系统存在滞后,但滞后时间已缩短到0.05s,最后系统再进行跟随,在0.05s时间内速度降为0。从图3和图4中可以得出结论,上芯盒提升液压控制系统能够跟随系统设定的速度变化而变化,没有超调,由于系统存在惯性和液压阀电磁铁本身动作滞后,所以系统响应有很小的时间延迟,但能满足系统速度控制要求。
4 结论
(1)应用电液比例控制技术对热芯盒射芯机上芯盒提升机构液压系统进行了设计,采用电液比例阀能连续可调,并便于操作,有利于实现自动化和智能化。
(2)利用AMESim软件,建立上芯盒提升机构电液比例控制系统仿真模型。基于此模型,分析了上芯盒提升液压系统的速度跟踪动态特性,仿真结果可靠合理,验证了液压控制系统设计和选型的合理性。
