“铸件砂型近净成形成套装备”的研究及应用(续)
2018-08-08姚继成崔瑞奇李来升赵林栋蔡少刚董永博孙玉霞张战友郝连涛
姚继成 ,崔瑞奇 ,李来升 ,赵林栋 ,蔡少刚 ,董永博 ,孙玉霞 ,张战友 ,李 琛 ,郝连涛
(1.国机铸锻机械有限公司,山东济南 250306;2.济南铸锻所检验检测科技有限公司,山东济南 250306;3.济南铸造锻压机械研究所有限公司,山东济南 250306)
(续上期)
1.2 全自动浇注技术
浇注是铸造生产中的关键环节之一。目前,我国绝大部分铸造厂靠手工操作来完成铁液浇注,不仅劳动条件差,劳动强度高,而且安全性也差。随着高效造型设备的广泛使用,生产节拍越来越快,人工操作非常紧张,往往由于浇注环节的问题使造型线生产能力受到牵制,而且铸件废品率居高不下,铁液浪费严重,浇注工烧伤现象时有发生。要改变这种状态,必须采用自动化浇注机[1]。自动浇注机要求在整个铁液浇注过程要求做到快速、精确。
快速浇注包括:铁液包快速对准铸型浇口位置以防铁液温降带来的废品问题;铁液浇注过程快速填充型腔防止铁液内夹杂气体带来的铸件气孔缺陷。快速浇注除了能防止铸件缺陷外,还可以大大提高造型线的生产效率。
精确浇注包括:必须准确地将铁液稳定浇入浇口杯;浇注过程中始终保持浇口杯处于充满状态直至浇注结束。精确浇注是保证铸件质量的必备条件。
本项目研发的自动浇注技术,集视觉技术、称量技术、伺服控制技术于一体,完全达到了浇注过程的快速、精确的效果。
1.2.1 浇注机同步技术
同步浇注技术是指浇注机在浇注过程中,能和造型线保持同步。造型线连续造型时,铁液无论在换包还是浇注过程中,浇包嘴都能和砂型浇口杯保持一致。此技术保证了浇注的快速性。
具体实施方案:将同步编码器安装在1#推缓缸上,PLC读取其数值,在条件满足时浇注车与1#推缓缸完成同步。编码器采用绝对值拉绳编码器,通过IM174模块与PLC相连接,进而PLC能够读取到其信息。
浇注机同步原理如下:推型开始时,浇注机接到推型信号,进入同步程序。造型线浇注段消间过程结束后,浇注段砂箱被两端油缸夹紧,此时浇注机没有得到运行信号,由于消间的原因,浇口杯中心与浇口有少许偏离,但对浇注没有太大影响。消间结束后,开始推型,缓冲缸被动缩回,拉线随油缸一起运动,带动拉线盒内转轴转动,转轴与编码器同步运动,得到的编码器信号传给伺服控制器,经PLC处理后控制浇注机与造型线同步运行。
1.2.2 浇注机视觉技术
浇注生产过程中最直观反映浇注状况的是浇口杯中的铁液高度,精确的浇注必须保证浇口杯一直处于充满状态。
本项目采用3组拍摄高温铁液的专用数字摄像装置,以判断浇口杯是否充满。第一组用于检测铁液在倾倒的时候,铁液的中心线是否对准浇口杯的中心;第二组检测铁液在浇口杯内的面积变化,通过计算,得出铁液在浇铸孔内的高度;第三组用于检测浇包在倾倒铁液时的铁液的流速。
项目组做了大量的试验,对获取的浇注过程图像进行二值化处理,分析液面特征,对数据进行比对,建立数据库;本试验基于边界法的处理方法,不仅可以比较准确的求出液面的高度,同时可以估算出液流的大小和液面的波动情况,而且消除了液柱的干扰信息,求得的液面高度比较准确的反映了实际液面高度。
1.2.3 称重传感技术
在浇铸过程中,当浇包的铁液剩到不足一个铸型所需要的铁水时,应及时进行换包;当铸型的铁液达到满位时,应及时的收包,否则铁水外溢,除了带来铁液的浪费外,还会带来严重的安全事故。国内目前完成以上工作基本靠人眼观察。无人操作的自动浇注机,为避免上述现象的发生,必须采用自动称量技术。
本项目称重技术采用四个轮辐式称重传感器,通过称重模块SIWAREX FTA采集读取数据。称重模块SIWAREX FTA集成在SIMATIC中,在SIMATIC自动化系统中直接应用,通过相应的软件SIWATOOL FTA对四个传感器进行标定,可以方便的调整滤波器的频率、平均值滤波器的深度等。具有高速度、高精度的优点。项目组解决了由于浇包倾转运动带来的重心偏移导致传感精度发生变化的难题。
实际使用过程中,称量系统随时检测浇包内剩余的铁液重量,待剩余铁液不足一个砂型的铁液时,自动提示换包;在浇注过程中,自动检测和计算每型铁水的消耗量,防止视觉系统出现误差导致过浇现象,强制收包,以防出现安全事故。
通过以上自动浇注技术的研究,项目组获得了国家专利“浇注机同步装置”(ZL201110082603.7)[3],制定了“全自动浇注机”行业标准(JB/T 12242-2015)[4]。
1.3 高效率、高可靠性、智能化连线技术
1.3.1 高效率
“铸件砂型近净成形成套装备”研制样机是以造型主机为主的30余台单机设备组成的生产线,当前国内同类、同规格的生产线,生产率在200箱/小时左右。项目组研发的生产线的生产率为241箱/小时。
影响静压造型自动生产线的效率因素有很多,抛开其它工部导致的因素,仅从静压造型自动生产线本身分析如何提高静压造型自动生产线的效率。
1.3.1.1 布线方式
目前自动生产线的布置方案主要分为两种,一种是上下箱在同一辊道上输送(见图5);另一种是上、下箱分道输送(见图6)。
图5中上下箱在同一辊道上输送,运行节拍较慢;而图6中所示将上、下箱分道输送,运行节拍得到提高。为提高生产率,项目组经过研究,确定了砂箱分道输送方案。
(1)液压系统
在静压造型自动生产线中,液压驱动是最主要的一种驱动方式。各种液压油缸、蓄能器、液压马达等组成了生产线设备的动力源。
项目组经过反复的理论计算和实验,确定了各种液压参数,优化设计了液压系统,使液压系统能够稳定、高效的工作。
(2)砂箱移箱技术

图5 上、下箱在同一辊道上输送
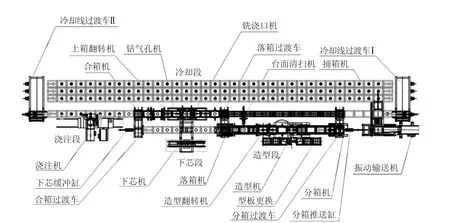
图6 上、下箱分道输送
生产线在工作中,很大一部分工作量是往返转运砂箱,这也是影响生产率的主要环节。项目组研发了一种“造型线砂箱移箱装置”。该装置的上箱转运车机械手不用等待落箱机械手下降到底位即可从上箱段向造型段移动,落箱机械手也不需等待上箱转运车完全到达上箱段之后再向上升,落箱缓冲缸在上箱转运车到达造型段减速位时即可伸出油缸。另外,充分利用减速开关,使其到达减速位后能完全避让设备的下一步动作。
这种装置,在同样的油缸运行速度下,显然更能提高生产率;即使在相同的生产率之下,也能让油缸运行的更加平稳,对液压系统和设备的稳定性以及避免油管迅速发热有着很好的作用。
(3)型砂精确定量技术
在静压造型中,型砂精确定量包括精确加砂、均匀加砂、有效防散落砂三个方面。型砂的精确定量技术影响了造型的生产率及出件成功率。如不能准确称量型砂的重量会导致一系列问题:砂子加少了就会导致型砂表面硬度不够、拔模失败甚至塌箱;砂子加多了就会增加加砂时间和散落砂量,加重砂处理工部混砂和旧砂回收方面的负担,最终会导致生产率降低,能耗增加,成品率低。
为了满足定量准确的要求,采用杠杆称量原理,完成了造型机定量砂斗的研究和设计,定量精度达到3%,减少了造型过程中的散落砂总量,达到节能环保的目的。
1.3.2 智能化
智能化是工业革命发展的必然趋势。“铸件砂型近净成形成套装备”项目组在智能化方面优先研究以下内容。
1.3.2.1 模板自动更换技术研究
为了实现快速智能更换模板及造型工艺参数,研发了可以跟主机回转配合的模板自动更换机构,并可以通过预设模板参数,在需要更换模板时,输入模板编号,实现了模板在线状态下的不停机智能自动更换,以及相关设备的工艺参数自动更改。
1.3.2.2 计算机监控技术
造型生产线辅机多,动作复杂,如果修改工艺参数或排除设备故障非常困难。项目组进行了计算机监控技术的研究。通过人机界面可以完整的显示设备运行状态;能方便的进行工艺参数设置与调整;能显示设备运行状况;在线修改程序;给用户提供完备的子程序库。
1.3.2.3 设备远程诊断与控制技术
随着互联网络的发展,越来越多的用户希望能够通过互联网络对所售出的产品进行诊断和维护,这样可以减少维护工程师到现场的时间和费用,不仅节约大量的人力和物力成本,同时也能为客户提供更为快捷的服务,减少客户的损失[2]。
项目组研发的远程诊断与控制技术依托互联网平台,通过第三方软件,可实现用户现场故障诊断及排除、程序修改。既方便用户对设备的使用与维护,也提高了设备的控制水平和售后服务水平。以上研究的关键技术,全部应用在项目的样机及推广成果中,经实际生产中验证效果良好。
2 主要创新点
2.1 静压造型紧实技术
研发了“气流预紧实+多触头压实”双重紧实造型技术,其中大流量快速启闭吹气阀和快速同步运行的多触头压实装置为创新点。
2.2 带导向和检测的液压缸
获得了“带导向和检测的液压缸”国家专利(ZL201020597141.3)[5]。
2.3 自动浇注技术
研发了视觉成像跟踪技术、浇注称重技术、浇注机同步技术,其中浇注机同步装置为创新点。获得了国家专利“浇注机同步装置”(ZL20111008260 3.7)[3]。
2.4 静压线的智能化连线技术
研发了砂箱移箱技术、型砂精确定量技术、模板自动更换技术、计算机监控技术、设备远程诊断与控制技术,其中砂箱移箱技术为创新点。获得了“造型线砂箱移箱装置”国家专利(专利号ZL201220552699.9)[6]。
3 项目的研究成果
项目组针对静压造型紧实技术等九个方面进行了研究,申报了专利37项,其中发明专利5项;制定技术标准6项,其中国家标准2项、行业标准4项;共发表论文 6篇。
4 与当前国内外同类技术主要参数、效益、市场竞争力的比较
4.1 主要技术参数
本项目静压造型自动生产线经过第三方国家级检测中心检测,各项关键技术指标与国内外国际同类产品对比情况(见表1)。
由此可以看出,本项目技术指标达到国际先进水平。
4.2 项目的成果应用及经济社会效益
4.2.1 成果的应用情况
本项目突破的关键技术在砂箱尺寸1000mm×800mm的近净成形成套装备中已全部应用;同时上述成果转换为其他同类型、不同规格的产品进行了推广应用。利用本项目技术已经研发出了砂箱尺寸700mm×700mm到1850mm×1250mm的多规格成套装备,已推广应用26条生产线。
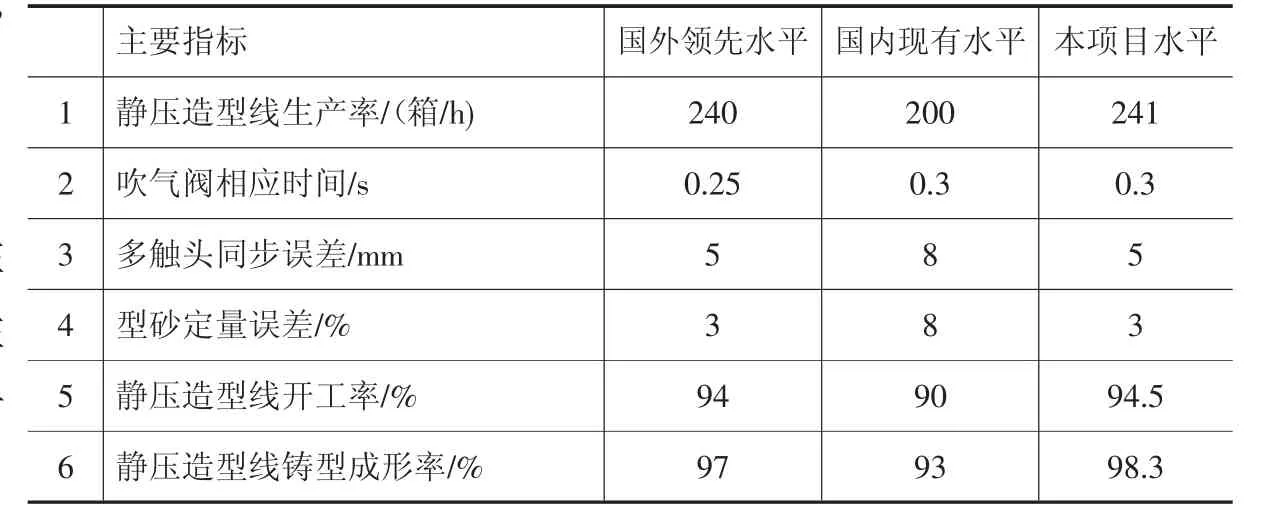
表1 本项目与国内外同类产品技术水平对比
4.2.2 成果应用所取得的经济效益及竞争力
截至目前,推广应用的26套成套装备,累计产值达3.6亿元。铸件生产企业购买该产品,每年生产铸件130万吨,合计130亿元;用该成套装备生产的铸件毛坯重量减少5%,为企业节约材料成本3.9亿元;由于生产率的提升及成型率的提高,每年为企业增收约6亿元。
本项目近净成形成套装备涉及的静压造型生产线售价约为进口的三分之一,为用户节约了大量进口设备采购及维修费用,大幅度提高了生产效率和产量,取得了显著的经济效益。从本项目研究成果推向市场后,国内已无任何一家企业全线进口国外设备;市场份额中,静压造型主机由原来的100%进口降为30%以下。该产品在国内份额占比由原来的30%增长为60%以上。
5 结束语
本项目的成功实施提升了我国近净成型成套装备的制造能力和水平,其研制成功打破了国外厂家在该领域的垄断,使我国成为世界上继德国之后少数掌握该项绿色铸造技术的国家之一。为汽车行业对精密铸件的需求提供了关键装备,极大地提高了我国现有静压造型线和水平分型脱箱自动造型线的技术水平、可靠性和稳定性,为替代进口,打造自主品牌做出了应有的贡献。同时,对打破国外厂家在该领域的垄断,改变依赖进口的局面,满足国内市场的需求,促进我国铸件砂型近净成形成套装备技术的进步和发展,积极带动我国铸造机械行业和节能、环保、新能源汽车产业的快速健康发展具有重要意义。
