数控珩磨自动生产线应用分析
2018-08-03吴义荣
卢 勇,吴义荣
(1.广州数控信息科技有限公司,广东广州 510530;2.中山市拓普康自控设备技术有限公司,广东中山 528437)
0 前言
数控珩磨自动加工线是大型汽车生产厂家普遍使用的珩磨加工制造设备,汽车生产厂家和普通缸体加工企业不同,汽车厂家的生产车间往往都具备较高的自动化程度,各加工工序都能够通过自动化辅助设备进行加工对接,因此,加工设备往往选择具有高度自动化程度,且能够完成多道加工工序的复合加工设备。作为汽车发动机缸体加工的必备设备,汽车厂家对数控珩磨机床的加工效率、加工精度以及自动化可集成度要求更高,以便于将设备集成到整个生产车间的自动化系统中,满足较高的自动化加工要求,因此汽车厂家往往选择能够完成复合珩磨加工的数控珩磨自动生产线,最常见的数控珩磨自动生产线往往具备四个珩磨轴,以完成粗珩以及精珩加工,同时具备和前、后工序进行自动化对接的信号接口。
1 国内数控珩磨自动生产线现状
当前国内汽车厂家的数控珩磨自动生产线主要由德国Gehring和Nagel两家公司提供,这两家公司的单轴和双轴数控珩磨机床占据了国内珩磨机床的绝大部分市场,国内厂家仅能生产部分中低档珩磨机床,市场占有率较小。而更复杂的数控珩磨自动生产线则由这两家公司垄断,很少有其他品牌的同类产品。为了详细了解当前国内数控珩磨自动生产线的应用现状,笔者近期到神龙汽车有限公司襄阳工厂(以下简称“神龙汽车”)进行了实地考察,走访了“神龙汽车”发动机缸体生产车间,现场了解了该公司使用的数控珩磨自动生产线,对机床整体结构配置和加工工艺有了较深的理解。“神龙汽车”的发动机缸体数控珩磨机床生产线主要完成缸体的自动送料、珩前检测、粗珩加工、精珩加工、珩后检测及翻转倒液等工序,有三条类似数控珩磨自动生产线,均为进口设备。
第一条:法国产珩磨自动线,如图1所示,其配置见表1。

图1 “神龙汽车”法国产珩磨自动生产线

表1 法国产珩磨自动线配置
该数控珩磨自动生产线为“神龙汽车”早期进口的法国设备,由工业PC控制,四珩磨轴同步加工,在线实时测量[1-2]。采用滚道输送,珩前通过I/O信号和送料小车进行信号交互,以实现自动上料。翻转倒水为整个自动加工线的最后一个环节,翻转工序完成后,清除缸体积液,然后通过滚道输送到下一工序的对接滚道输送带上。
第二条:德国产Gehring珩磨自动线,如图2所示,其配置见表2。

图2 “神龙汽车”进口德国格林珩磨自动线

表2 德国格林珩磨自动线配置
此条珩磨自动生产线为“神龙汽车”近年进口的德国Gehring珩磨机床,复合珩磨加工,采用德国STOTZ量仪进行在线测量,量仪信号直接通过总线与控制器连接,加工效率高,珩磨工件能达到较高精度。上料和送料均采用滚道传送,利用I/O信号和自动送料设备连接,以集成到整个车间自动化系统。
第三条:德国产Nagel珩磨自动生产线,如图3所示,其配置见表3。

图3 “神龙汽车”进口德国纳格尔珩磨自动线
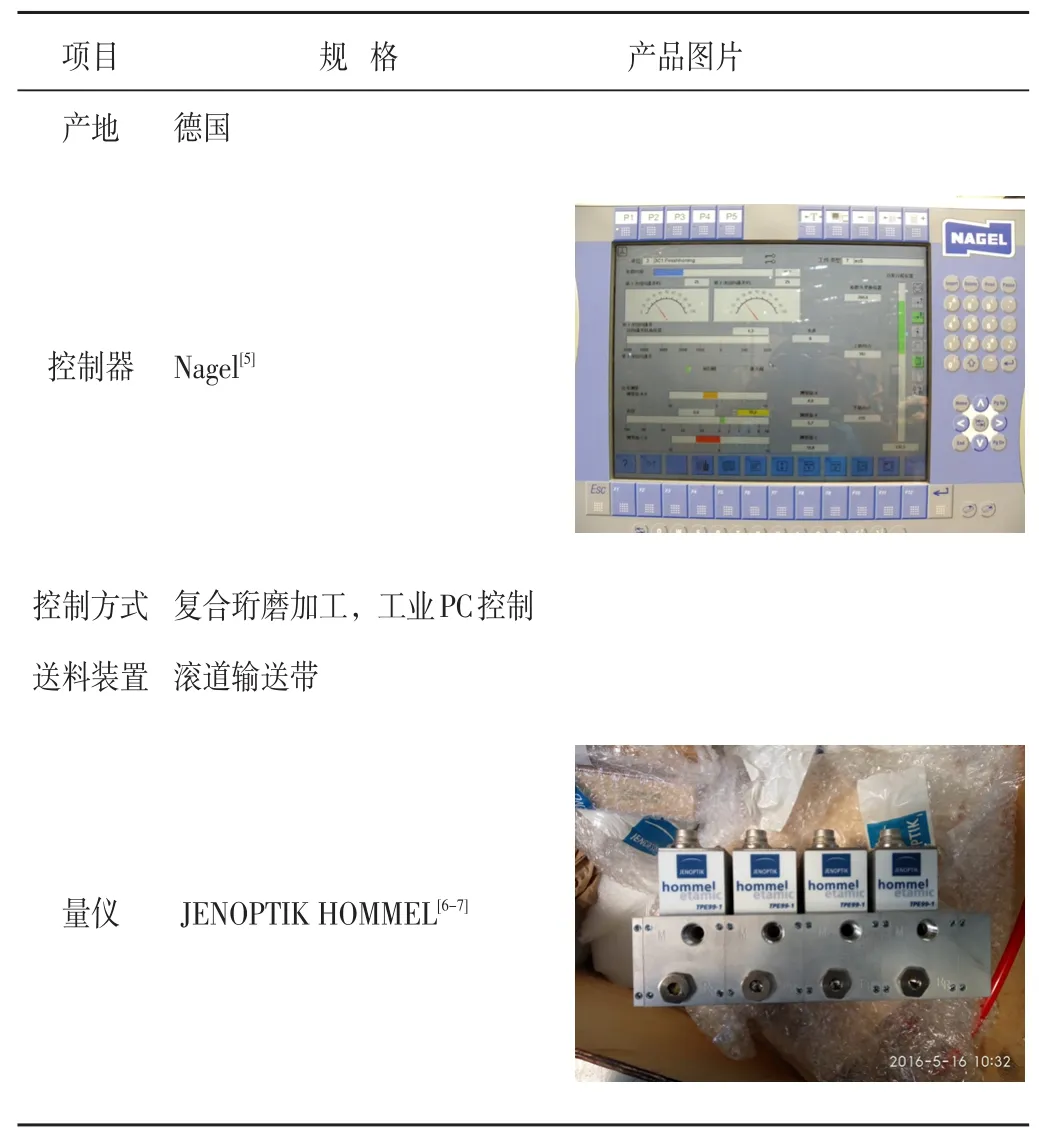
表3 德国纳格尔珩磨自动线配置
此型号数控珩磨自动生产线为“神龙汽车”近期从德国Nagel公司进口,能完成珩磨复合加工,采用JENOP⁃TIK HOMMEL公司量仪,量仪信号直接通过电流信号与控制器连接,进行珩磨自动在线测量。上下料同样采用滚道传送,通过I/O信号与送料设备连接,以集成到整个车间自动化系统。
2 应用分析
上述三类数控珩磨自动生产线均为复合珩磨加工机床,可完成珩前检测、自动珩磨加工、在线检测、珩后加工以及珩后翻转倒水等加工工艺,通常用于如图4所示的发动机缸体加工,通过分析总结,控制功能可以分解为以下几类。
(1)自动上下料
自动上下料采用滚道和其他输送设备衔接,送料通过PLC信号和送料AGV小车进行交互,实现珩磨自动线和外部输送设备的对接。下料也采用滚道,珩后检测正常后直接利用滚道输送到下一加工工位,各工序连接均用I/O信号进行控制,从而实现珩磨自动生产线和整个车间自动化系统的对接。

图4 珩磨自动线主要加工的四孔缸体
(2)珩前检测
珩前检测的目的是为防止前道工序加工异常,缸孔直径偏小,导致珩磨加工过程中拉伤磨头砂条或者孔径过小撞坏磨头。因此在缸孔珩磨加工之前,必须采用通止规进行缸孔测量,若发现不合格件则立即报警处理。
通止规上下运动检测缸孔通常用伺服轴进行控制,检测轴上安装传感器,当通止规控制轴向下运动检测缸孔时,如果缸孔孔径过小,检测到信号,则运动轴立即返向回到原位。
(3)粗珩加工
粗珩单元用来对缸孔进行粗珩加工,此道工序主要进行缸孔去量操作,加工效率直接决定了整个自动线的加工效率,因此该工序采用高速往复,砂条高压力膨胀进行加工,通常此工序采用单进给,即一组砂条。在珩磨加工中根据要求的孔径尺寸,量仪实时检测,完成自动测量加工动作。
粗珩往复轴由伺服轴控制,主轴旋转可由变频器控制或者伺服主轴控制,当选择变频器控制或者伺服主轴的速度方式时,主轴可达到持续的稳定转速,测量效果更佳。磨头砂条膨胀可由液压系统或者伺服进给轴控制[8]。
(4)精珩加工
精珩单元用来完成粗珩加工后的精加工工序,通常分为拉网和平顶加工两道工序,每道工序完成不同的加工要求,因此采用双进给磨头,拉网砂条和平顶砂条分别控制,当选择拉网珩磨时,拉网砂条膨胀,完成珩磨加工,缸孔沟槽深度、网纹形状均由此工序完成;平顶珩磨时,平顶砂条膨胀,此工序主要完成拉网后的缸孔表面处理,消除拉网产生的尖峰,改善沟槽性能。拉网和平顶的加工性能直接决定了发动机缸体的排放性能和使用寿命,属于珩磨加工中的最核心工艺。
同粗珩单元一样,拉网珩磨加工中,量仪实时检测缸体孔径,完成自动测量加工动作。平顶珩磨加工中,通常使用时间控制,往复若干时间,削平沟槽尖峰即可。
拉网和平顶加工时,往复轴由伺服轴控制,主轴旋转可由变频器控制或者伺服主轴控制,当使用伺服主轴的位置方式进行控制时,珩磨往复轴可以和旋转主轴依据网纹夹角、往复速度等构成插补控制,以得到更高质量的网纹。磨头砂条膨胀可由液压系统或者伺服进给轴控制,对于加工薄壁缸套以及为了达到更优指标的网纹沟槽,伺服进给轴控制砂条膨胀更具优势。

图5 ETAMIC量仪的屏显内容
(5)珩后测量
缸体经过精珩单元的加工后,水平输送到珩后测量单位,由专用珩后测量计算机对缸体进行测量,同时将测量结果显示在珩后计算机上。
整个珩后测量控制过程中,珩后测头装配在珩后伺服轴上,珩后伺服轴由珩磨控制器控制,珩后测量计算机的测量启动信号由珩磨控制器发出,珩后测量结果以合格或者不合格的形式,通过I/O信号发送给珩磨控制系统,详细的测量数据在珩后测量计算机上显示并存储。
(6)翻转倒水
此道工序主要起清洁作用,缸体经过粗珩、精珩之后,缸孔中留有大量的珩磨液,翻转倒水工序需要将缸体多点倾倒,将缸体残留的珩磨液倒出。
3 总结
以上详细介绍了国内使用的进口珩磨自动线的应用情况,根据加工工艺进行了功能分解,可供国内相关人士在研发珩磨自动线时参考。
