HRB600E高强抗震钢筋试制开发
2018-08-02乔国平张崇民靳刚强褚文龙翁玉娟韩春良
乔国平,张崇民,靳刚强,褚文龙,翁玉娟,韩春良
(1.辽宁科技大学 材料与冶金学院,辽宁 鞍山 114051;2.河钢集团承钢公司,河北 承德 067102)
目前,世界主要工业国家已将高强度钢筋作为主要建筑用钢,正在逐渐淘汰强度<400 MPa级的钢筋。如欧洲发达国家的建筑钢筋已经升级到500 MPa级为主,日本也已开发出屈服强度>685 MPa的超高强度抗震钢筋,并在高层建筑建造中得到应用[1-2]。随着我国城镇化、高铁和建筑行业的迅猛发展,对建筑用热轧带肋钢筋的性能要求也越来越高;同时在“十二五”发展规划中已明确提出要“适应减量化用钢趋势,升级热轧螺纹钢标准,重点发展400 MPa及以上高强度螺纹钢筋、抗震钢筋”[3]。目前,GB 1499.2—2018《钢筋混凝土用热轧带肋钢筋》中增加了600 MPa级高强钢筋。600 MPa级钢筋具有强度高、安全等级储备量大和节省钢材使用量等优点,因此,具备抗震性能的HRB600E级钢筋已成为建筑用钢筋发展的必然趋势。
为适应建筑钢筋升级换代的需求,提高河钢集团承钢公司建筑用钢市场竞争力,结合GB 1499.2—2018送审稿和本公司现有设备和工艺技术,在HRB500E基础上,对600 MPa级高强抗震热轧带肋钢筋(又称HRB600E高强抗震钢筋)进行了试制开发,并采用拉伸试验机、金相显微镜等设备对钢筋力学性能、显微组织等进行了检验分析。
1 化学成分及工艺设计
1.1 化学成分
根据相关研究资料[4-6],参考GB 1499.2—2018中HRB600化学成分控制要求,在本公司现有工艺技术及HRB500E基础上,制定出钒/氮和铌复合微合金化工艺试制HRB600E高强抗震钢筋的化学成分控制要求(见表1)。钢中采用钒氮合金进行钒微合金化,采用铌铁进行铌微合金化。

表1 HRB600E钢筋化学成分控制要求(质量分数) (%)
1.2 力学性能


表2 HRB600E钢筋力学性能控制要求
1.3 工艺流程
HRB600E高强抗震钢筋生产工艺流程如下:高炉铁水→100 t转炉提钒(可选)→100 t转炉冶炼→100 t LF精炼→8机8流方坯保护浇铸→钢坯检验→钢坯加热炉加热→高压水除鳞→棒材轧机轧制→分段剪切→冷床自然冷却→定尺剪切→检验→打捆包装→检斤→入库。
2 过程工艺控制
2.1 炼钢工艺
2.1.1 转炉冶炼控制
使用含钒铁水或半钢、废钢在100 t氧气转炉中进行顶底复合吹炼,终点控制要求质量分数为:w(C)≥0.06%,w(P)≤0.020%,出钢温度为1 650~1 670 ℃。出钢过程使用硅铝钡复合脱氧剂、硅铁、硅锰合金、钒氮合金和铌铁进行脱氧合金化,全程使用底吹氩工艺,促进钢水成分、温度的均匀和非金属夹杂物的上浮排除,挡渣出钢,防止大量下渣、钢水回磷。
2.1.2 LF精炼控制
精炼过程进行成分微调,对钢水温度进行控制,精炼终点钢水成分达到成分目标控制要求,温度控制在1 570~1 585 ℃,以保证钢水连铸稳定性。精炼结束保证钢包软吹氩8 min以上,促进钢中夹杂物上浮排除。
2.1.3 连铸浇注控制
浇铸在8机8流连铸机上进行,钢坯断面为165 mm×165 mm小方坯,全程保护浇铸。针对铌微合金化钢连铸坯裂纹敏感性较高,影响连铸坯表面及内部质量问题,结合本公司实际控制情况及相关研究[7-8],连铸过程结晶器保护渣使用低合金钢专用保护渣,二冷采用低合金配水模式,中包过热度≤40 ℃,拉速为1.7~2.0 m/min,铸坯矫直区温度>900 ℃。
2.2 轧钢工艺
适量铌微合金化与钒微合金化结合,不仅能够增加细晶强化效果,同时铌、钒的析出也能显著改善钢的力学性能[9],但铌、钒的碳氮化物析出温度和位置不同,钒的碳氮化物析出温度为700~900 ℃,主要在奥氏体/铁素体相变过程中以及相变后的铁素体中析出,铌的碳氮化物析出温度>950 ℃,主要在奥氏体中析出[10]。铌的加入提高了其全固溶温度,扩大了高温析出的温度区域,并且在温降过程中其析出量也显著增多[11]。为了保证铌、钒细晶强化和析出强化效果、提高HRB600E高强抗震钢筋抗震性能,轧制过程采用侧进侧出双蓄热步进梁式加热炉进行加热,出炉温度为1 050~1 100 ℃,采用18机架全连续棒材轧机轧制,开轧温度为1 020~1 070 ℃,轧制速度为13~15 m/s,上冷床温度≥1 020 ℃,冷床空冷至室温。
3 检验结果及分析
3.1 力学性能
铌钒复合微合金化工艺试制的HRB600E高强抗震钢筋力学性能检验结果见表3。

表3 HRB600E钢筋力学性能
由表3可知,采用铌钒复合微合金化工艺试制的HRB600E钢筋,各项性能指标均达到了抗震钢筋力学性能控制要求,且屈服强度具有30 MPa余量,性能波动较小,钢筋强韧性和抗震性良好,综合性能优异。
3.2 时效性能
对部分HRB60E高强抗震钢筋分别进行3、7和15 d自然时效力学性能检验,检验结果见表4。

表4 HRB600E钢筋时效力学性能
由表4可以看出,其15 d内钢筋力学性能存在小幅波动,但整体性能稳定,且符合抗震钢筋力学性能控制要求。
3.3 金相组织及夹杂物
利用光学显微镜对HRB600E高强抗震钢筋进行金相组织(见图1)及夹杂物(见图2)检验,其钢的组织均为铁素体和珠光体,珠光体体积分数≥45%,晶粒度≥10级,晶粒均匀。夹杂物主要为A、C和D类夹杂物,均<1.5级,夹杂物数量少且尺寸较小,未出现粗系超尺寸夹杂物。

图1 HRB600E钢筋金相组织
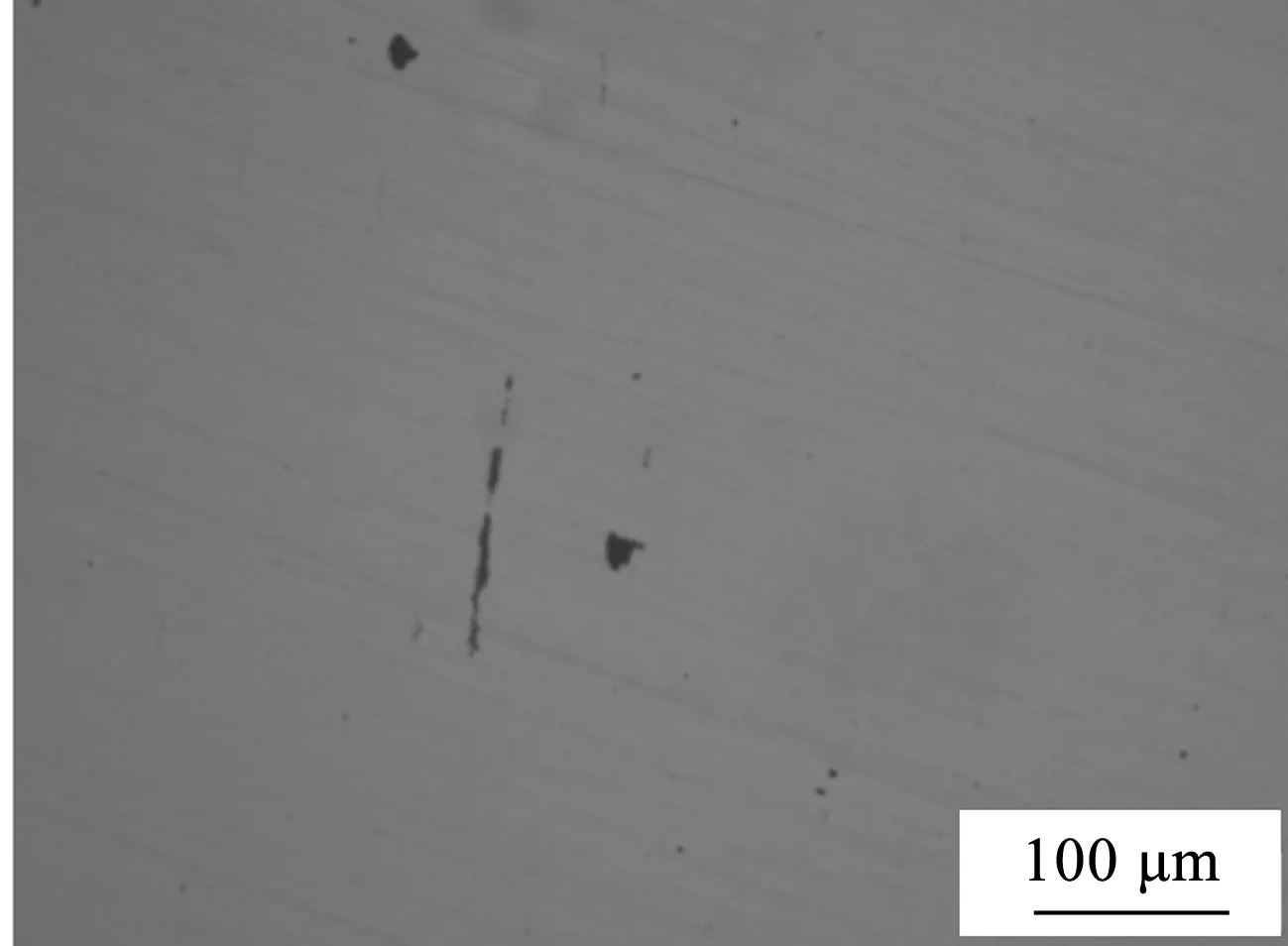
图2 HRB600E钢筋夹杂物
3.4 焊接性能
对试制HRB600E高强抗震钢筋进行闪光焊和帮条焊试验。对其钢筋焊接性能进行检验,其拉伸断裂情况如图3所示。对其焊接试样力学性能检验结果进行统计,其力学性能情况如图4所示。
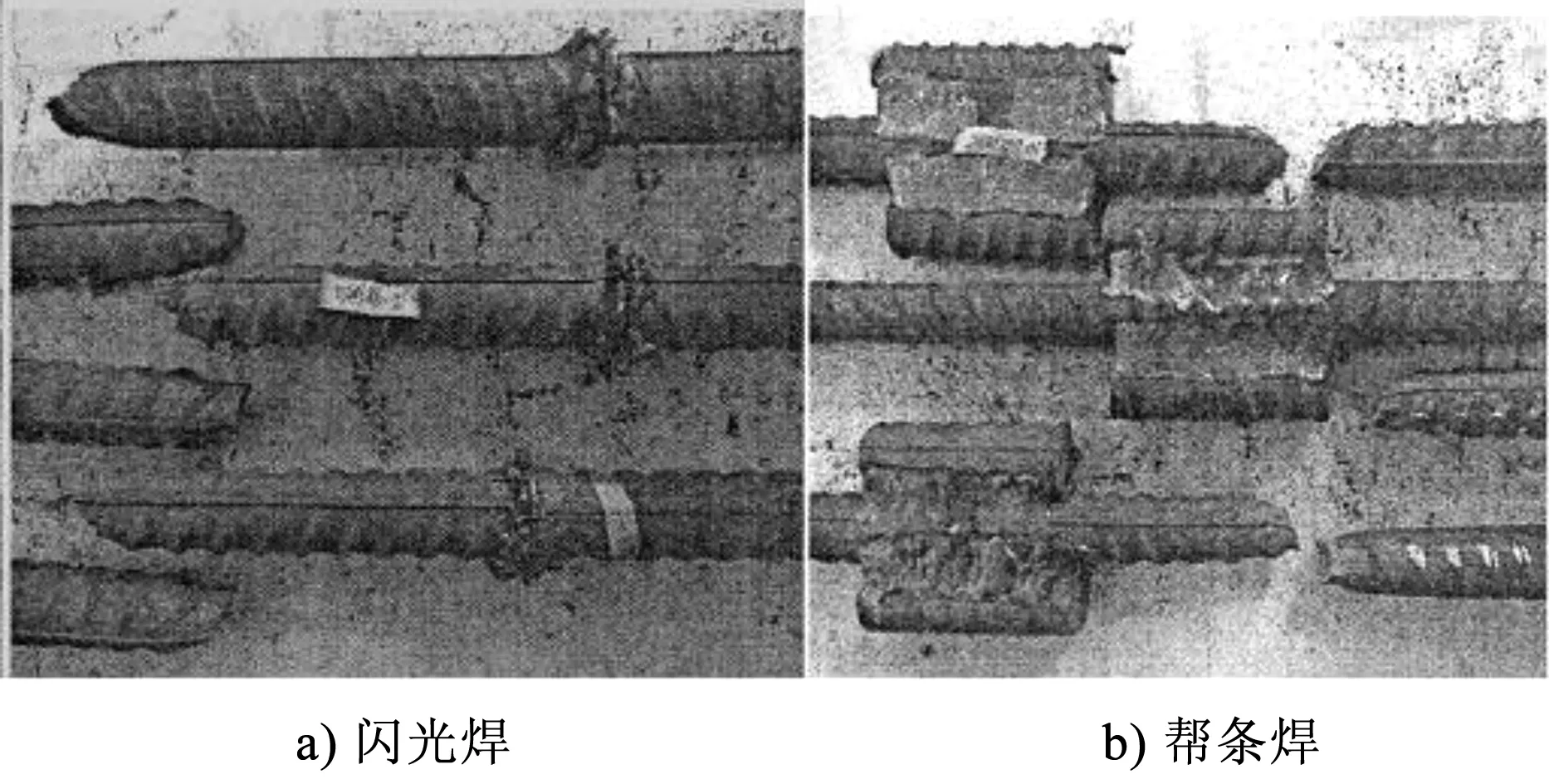
图3 HRB600E钢筋闪光焊和帮条焊拉伸断裂情况
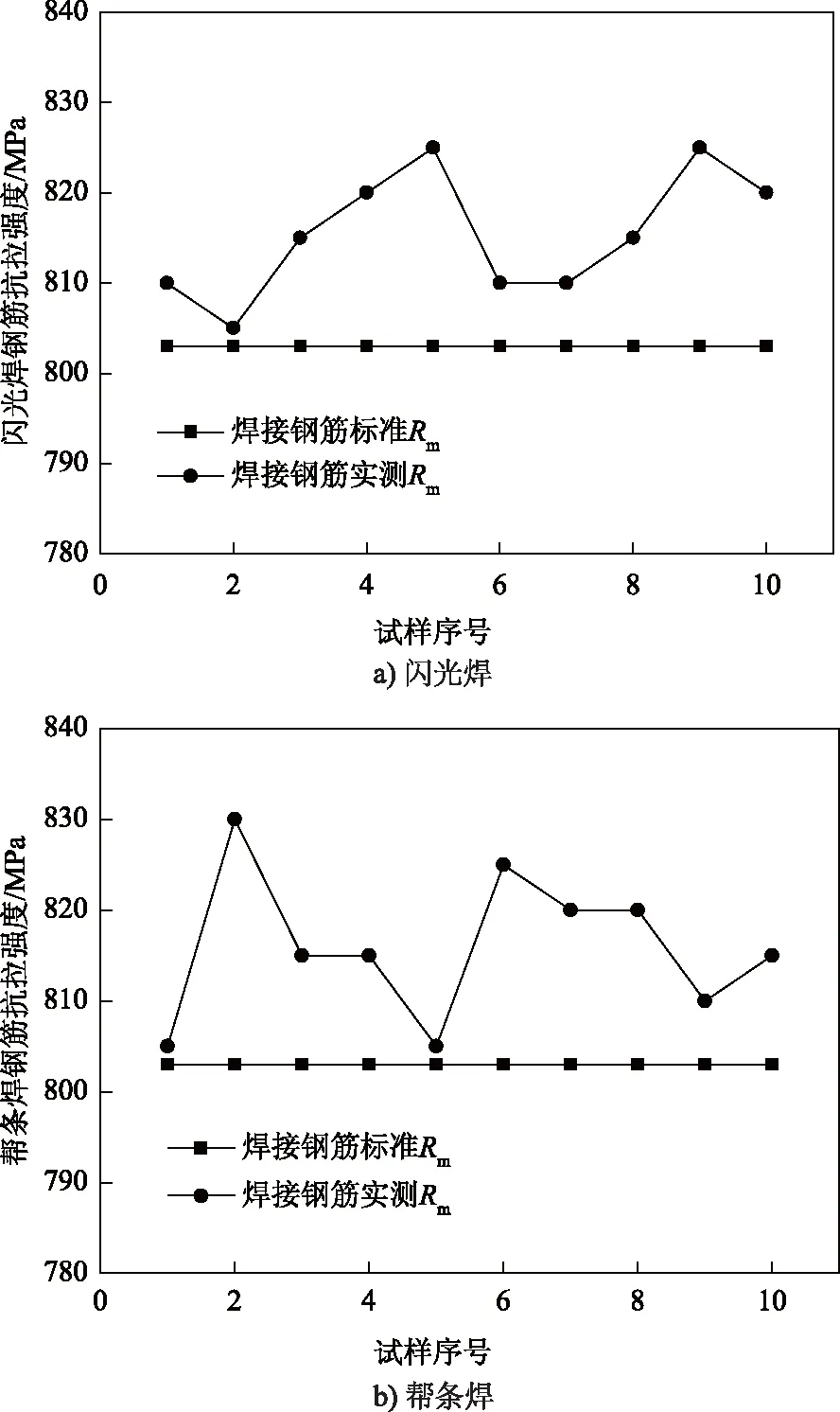
图4 HRB600E钢筋闪光焊和帮条焊力学性能
由图3可知,2种焊接情况下,钢筋拉伸断裂位置均在母材上,且断口缩颈显著,钢筋断后伸长率良好,为延性断裂。由图4力学性能统计可知,2种焊接方式钢筋抗拉强度均>803 MPa,即标准抗拉强度的1.1倍,焊接钢筋力学性能良好。因此,按照JGJ 18—2012《钢筋焊接及检验规程》要求,该结果说明试制HRB600E高强抗震钢筋具有良好的焊接性能。
3.5 疲劳性能
经国家建筑钢材质量监督检验中心检验,25 mm规格HRB600E抗震钢筋疲劳性能检验结果见表5。由表5可知,25 mm规格HRB600E抗震钢筋在最大、最小力下500万次疲劳性能检验未发生断裂,HRB600E抗震钢筋疲劳性能达到控制要求。

表5 HRB600E钢筋疲劳性能
4 结语
通过铌钒复合微合金化工艺,成功试制了HRB600E高强抗震钢筋,同时,通过各项检验分析,得出如下结论。
1)采用铌钒复合微合金化工艺试制的HRB600E高强抗震钢筋的力学性能,及其自然时效15 d后钢筋力学性能,均符合其抗震钢筋力学性能控制要求,且屈服强度具有30 MPa余量,钢筋强韧性和抗震性良好,综合性能优异。
2)采用铌钒复合微合金化工艺试制的HRB600E高强抗震钢筋内部显微组织均为铁素体和珠光体,珠光体体积分数≥45%,晶粒度≥10级,晶粒均匀,夹杂物主要为A、C和D类夹杂物,均<1.5级,夹杂物数量少且尺寸较小,未出现粗系超尺寸夹杂物,钢筋内部质量良好。
3)采用铌钒复合微合金化工艺试制的HRB600E高强抗震钢筋焊接性能符合JGJ 18—2012《钢筋焊接及检验规程》要求,具有良好的焊接性能。
4)采用铌钒复合微合金化工艺试制的HRB600E高强抗震钢筋,通过了500万次疲劳性能试验,未发生疲劳破坏,具有较好的疲劳性能。