燃气管材用聚乙烯专用料的应用发展
2018-08-01黄国家伍振凌利观宝李露水吴文栋
黄国家,伍振凌,利观宝,李露水,吴文栋,涂 欣
(国家非金属承压管道元件质量监督检验中心,广州特种承压设备检测研究院,广州 510663)
0 前言
随着现代能源的发展,天然气在生产生活中替代燃煤燃油的应用越来越广泛,燃气管网规模和数量亦迅速上升。作为输配系统的重要组成部分,天然输送管道的性能关乎整个系统安全性。在城镇中低压燃气输配管道材料中,PE因具有良好的焊接性能、耐化学腐蚀性、韧性和耐候性、良好的抵抗快速裂纹传递能力等优点,已经成为城镇中低压埋地燃气管材的首选材料[1-2]。“十二五”期间累计建成干线管道2.14×104km,截至2015年底,全国干线管道总里程达到6.4×104km,全国城镇天然气管网里程达到43×104km。“十三五”期间,新建天然气主干及配套管道4×104km,2020年总里程将达到10.4×104km,年均增速将达10.2 %。目前国内的PE燃气管材专用料主要依赖进口,以北欧化工、英力士、道达尔、Sabic等欧洲和中东料为主,目前国内大型石化企业齐鲁石化公司、上海石化公司、燕山石化公司、扬子石化公司、独山子石化公司等已开始PE燃气管材专用料的研发,已经出现了6380MBL、7600MBL、YGH041T、YEM4803TBK、YEM4902TBK、YGM091T、TUB121N3000B等10多个牌号,但这在生产工艺方面依然赖国外技术。全球高端燃气管材生产商,均把进入PE100+协会产品目录作为选择原料供应商的必要条件和准入门槛。PE100+协会单位中共有Borealis、Borouge、INEOS O&P、IRPC、lyondellBasell、独山子石化公司(PetroChina Dushanzi Petrochemical Company)、Prime Polymer、SABIC、SCG & Thai Polyethylene、上海石化公司(Sinopec)和Tasnee等11家企业。其中,国内有上海石化公司和独山子石化公司。上海石化公司于2015年通过国际权威PE100+行业认证,成为国内首家PE100+协会成员。其生产的YGH041T黑色专用料在2017年的销售量首次达到70 kt,预计2018年将突破100 kt。2017年4月17日,PE100+协会官方网站正式将独山子石化公司列为协会会员,意味着独山子石化公司的TUB121N3000B达到了全球燃气管材专用料生产与质量管理的高端水平。随着天然气管道应用的快速增长,燃气管道PE材料的需求与应用更加广泛。与时同时,燃气材PE专用料性能也逐渐提升,社会对PE专用料的安全需要越来越迫切,相应标准也在完善。本文比较了国内燃气用埋地PE管材制造国家标准(GB 15558.1)2015版和2003版对PE混配料的性能要求变化;分析比较了国际标准ISO 4437和欧洲标准EN 1555的对燃气管PE专用料的性能要求。
1 PE管道材料的发展过程
1.1 塑料燃气管道材料的发展
第二次世界大战时期,由于铜与钢材的短缺,国外开始研究塑料管用于燃气输配等领域。燃气输配管道中,塑料材料按应用国别、起始年代分别为:醋酸 - 丁酸纤维素(美国,1949年),硬聚氯乙烯(原西德,1950年),耐冲击聚氯乙烯(美国,1952年),环氧玻璃钢(美国,1955年),PE(美国,1956年),聚对苯二甲酸乙二醇酯(意大利,1963年)和聚酰胺(澳大利亚,1969年)[3]。自1956年采用第一条PE燃气管道以来,PE管道在城镇燃气配送领域得到迅速的推广应用,无论是对于新铺设或旧管道的修复和更新,PE管都是主要的选择之一。PE燃气管道在欧洲的普及率极高,如英国、丹麦均超过90 %,法国1998年新敷设的燃气管道几乎100 %采用PE管道。早在1988年,在慕尼黑召开的国际煤联(IGU)配气委员会会议,委员们一致认为采用PE埋地燃气管道质量可靠,运行安全,维护简便,费用经济。这不仅应归功于PE原材料的优良综合性能,而且缘于PE管材、管件的制造工艺,连接方法,连接机具以及运行中的维修手段等在多年的实践中,不断取得革命性的进步。美国塑料管道管材数据协会2017年统计报告显示了2011—2015年美国气体运输管道数据[4],如表1所示。截止至2015年底,美国约有1 479家天然气公司安装了约1 137 711 km的塑料管道以及4 750×104个塑料配件。从塑料管道原料来看,主有PE、聚氯乙烯、丙烯腈 - 苯乙烯 - 丁二烯共聚物,分别占总管道应用量的97.6 %、1.6 %、0.4 %,其他类原料塑料管道占0.4 %,以上数据充分证明了PE管道的优越性。我国自1982年上海煤气公司开始在人工煤气管道的试用PE燃气管道。 除PE燃气管材外,钢骨架PE塑料复合管、埋地孔网钢带PE复合管、钢丝网骨架塑料(PE)复合管等品种塑料复合管道在燃气领域也有不同用量的采用。

表1 美国主要燃气塑料管道及配件应用统计数据Tab.1 Statistical data of main gas plastic pipesand components in the United States
1.2 燃气管PE管专用料的发展
1.2.1 PE材料合成技术的发展
1933年,ICI公司研究人员把乙烯和苯甲醛置于200 ℃和140 MPa试图进行缩合反应时得到了极少量白色固体,后来才知道白色固体是在高温高压下乙烯聚合形成的PE,这是历史上首次制得PE,并于1939年实现了工业化。用这种工艺方法制备得到的PE为低密度聚乙烯(PE-LD)。PE材料合成技术大致发展历程见图1。1950年,德国科学家Karl Ziegler发现TiCl4和烷基铝组成的催化体系可在较低温度、较低压力下使乙烯单体聚合,并实现了乙烯和其他α - 烯烃的共聚,这一催化剂后经发展形成著名的Ziegler-Natta催化剂。共聚形成的支链降低了聚合物的结晶度,也降低了聚合物的密度,但大分子链呈线形,无长支链或枝杈状支链。用这种催化剂可以在低于4 MPa的适中条件下生产线形低密度聚乙烯(PE-LLD)[5]。1977年,美国联合碳化物公司和陶氏化学公司先后采用低压法制成PE-LLD,其中以联合碳化物公司的气相法最为重要。目前工业上普遍应用的气相法工艺主要有Univation公司的Unipol工艺、BP公司的Innovene工艺和Basell公司的Spherilene工艺[6]。双峰PE是20世纪90年代中后期开发成功的PE新品种, 由高相对分子质量PE和低相对分子质量PE组成[7]。20世纪50年代初期, Miller和Pauson等在1951年首次发现茂金属—二茂铁[8],随后陆续制备了其他茂金属(茂铬、茂钛、茂锆和茂铪)用于乙烯聚合,但发展缓慢,一直未得到足够重视。20世纪90年代中、后期,茂金属催化剂技术发展取得重大突破,催化特性优异,主要有美国Exxon公司的Exxpol催化剂,Dow化学公司的CGC催化剂和Univation公司的XXAT系列催化剂[9]。1985年,中国石化北京化工研究院率先在国内开展茂金属催化剂及茂金属聚烯烃的研究,2007年,大庆石化分公司引进美国univation Technology公司的气相法茂金属PE技术生产PE-LLD[10]。近几年,国内外几家大型聚烯经生产公司和齐鲁石化公司都推出了用茂金属催化剂生产的PE管材树脂,开启了PE在管道应用领域的新局面。其除了具有优异的长期耐高温蠕变性能外,与无规共聚聚丙烯管相比,茂金属PE管具有优良的耐低温、高柔性、耐热、耐磨,制造安装费用低,使用寿命长等特点。与聚丁烯相比,茂金属PE具有良好的耐环境应力开裂性和价格优势;与铝塑管相比,茂金属PE具有可熔融焊接的优点[11]。

图1 聚烯烃制备关键技术发展过程Fig.1 Key technologies for the development of polyolefins
1.2.2 燃气管用PE专用料的发展
PE管习惯上按照密度分为PE-LD及PE-LLD(密度为0.900~0.930 g/cm3),中密度聚乙烯(PE-MD)管(密度为0.930~0.940 g/cm3)和高密度聚乙烯(PE-HD)管(密度为0.940~0.965 g/cm3)。由于材料的不断进步,根据发展阶段和性能的不同,产生了材料的等级分化,密度不能反映PE作为管材的本质性能,因此目前国际上根据PE管的长期静液压强度(MRS)对管材及其原料进行分类和命名。按照国际标准ISO 9080—2012[12]和ISO 12162—2009[13]将PE管材分为PE32、PE40、PE63、PE80、PE100、PE112、PE125等级别。PE管道材料的发展经历了从PE63、PE80到PE100等3代过程,其中第一代PE管道材料(PE63)始于20世纪50年代,以不含支链的PE大分子为主。第二代材料为PE80材料,第三代材料为PE100。在PE100的基础上,通过分子结构设计,进一步提高耐慢速裂纹增长性能,已经研发出第四代燃气管道,即耐开裂PEE100-RC(RC: Resist Crack,耐开裂),代表产品是己烯共聚的双峰相对分子质量分布的PE100-RC材料[14]。目前市场上,燃气管用PE主要以PE100和PE100-RC级管材料为主。
2 燃气管用PE专用料的性能
作为制造燃气用管道,材料的质量在很大程度上决定了管网的安全性。欧盟标准EN 1555.1—2010、国际标准ISO 4437-1: 2014、中国国家标准GB 15558.1—2015均要求燃气用埋地PE管材原料采用专用混配料。燃气管用PE混配料是PE基础树脂与添加剂均匀混合后的挤出物;添加剂包括抗氧化剂、颜料和紫外线稳定剂等。为了更好地指导燃气用PE管道的生产和保证产品质量,我国及时对燃气管材用PE专用料的标准了修订。GB 15558.1—2015已经正式取代GB 15558.1—2003版的旧标准,于2017年1月实施[15]。
2.1 中国标准对燃气管PE专用料的要求变化
燃气管材用PE混配料以MRS进行分级,如表2所示,其分级标准是20 ℃、50年置信下限(σLPL),并以此来对PE80和PE100进行命名,新标准中对PE 80和PE100的σLPL范围进行了调整,符合ISO 12162的要求,使得PE混配料在分级和命名上形成了闭环[16]。

表2 国内燃气管材用PE专用料命名分级的发展变化Tab.2 Classification development of PE special materials for domestic gas pipes
如表3所示,新版标准GB 15558.1—2015在密度测定对象、熔体质量流动速率的脚注标示要求、水分含量的脚注、炭黑分散或颜料分散、非黑色混配料耐候性要求、耐快速裂纹扩展性能试验、耐慢速裂纹试验管材的规格等多个方面均作了修订,更加科学、严谨、规范。
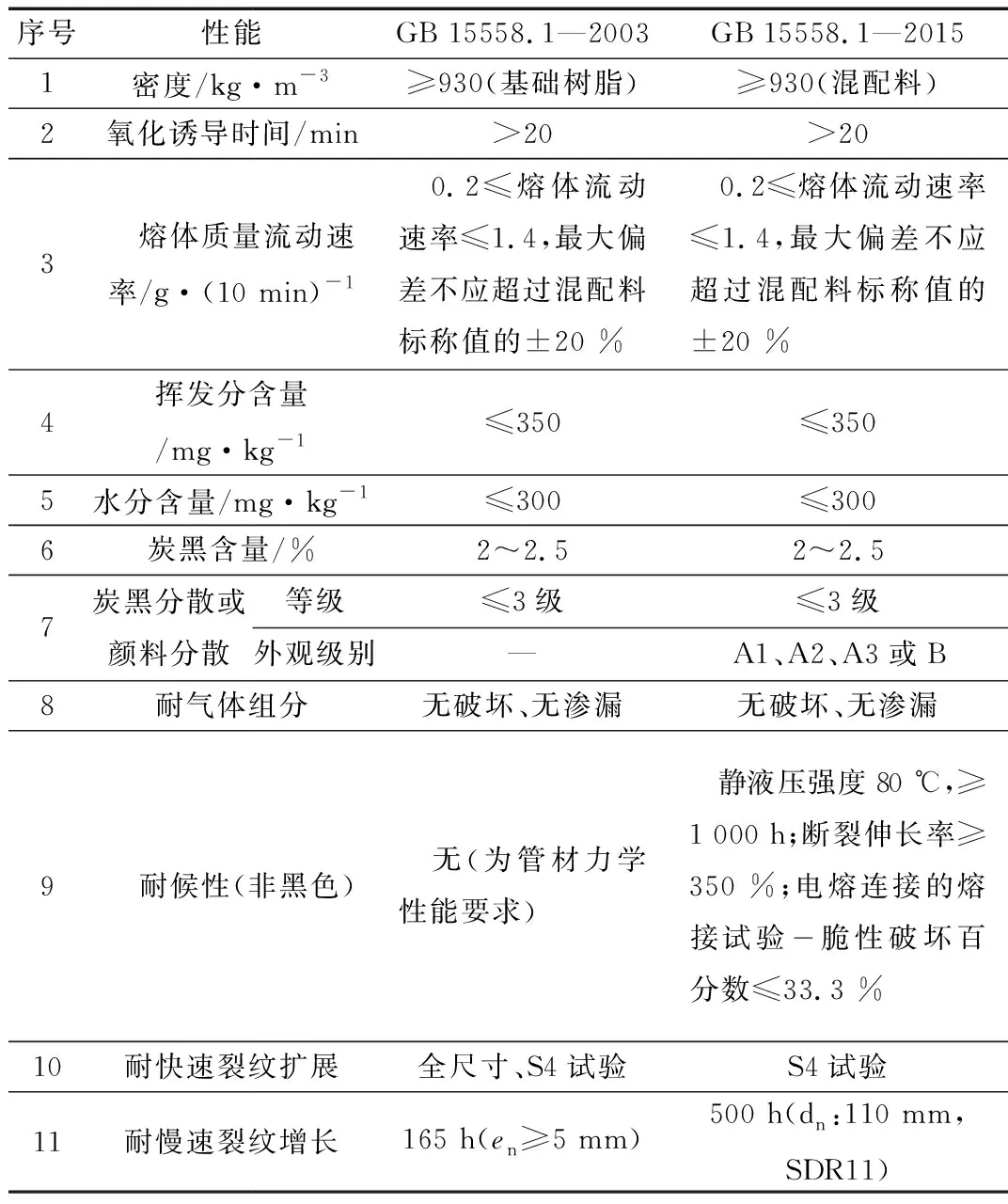
表3 国内GB 15558.1新旧标准的性能对比Tab.3 Performance comparison of new and old version of GB 15558.1
2.2 国外标准对燃气管PE专用料性能的要求变化
燃气管材专用料的性能,国际标准化组织采用ISO 4437.1《Plastics piping systems for the supply of gaseous fuels-Polyethylene (PE)—Part 1: General》,欧洲采用EN 1555.1《Plastics piping systems for the supply of gaseous fuels-Polyethylene (PE)—Part 1: General》。随着塑料管道原料生产技术发展和规模不断扩大,欧洲标准和ISO在总结实践和研究成果的基础上,对燃气管材专用料的性能提出了更高的要求,最新标准分别在2010年和2014年进行了标准更新。表4列出了ISO 4437.1-2007、ISO 4437.1-2014、EN 1555.1-2010这3个标准对PE混配料性能要求的对比分析。ISO 4437.1在新版标准中明确了熔体流动速率值应在0.2~1.4 g/10 min之间。同时,在耐慢速裂纹增长和兼容性(对接熔接拉伸强度)要求中,减少了dn:125 mm,SDR11样品的验证要求。ISO 4437.1—2014和EN 1555.1—2010对燃气管PE专用料的要求是完全一致的。
2.3 燃气管材PE的高性能化发展
燃气用PE管材的重要性能就是长期使用寿命。在过去的10年多时间里,为寻求新的应用领域,PE管材料的发展之一就锁定在耐慢速裂纹增长或耐应力开裂性能上。在第三代PE100的基础上,进一步通过分子结构设计,开发出第四代PE管材原料即PE100RC,以提高耐慢速裂,代表产品是己烯共聚的双峰相对分子质量分布的PE100-RC。欧洲HESSEL实验室曾试验测试过自20世纪60年代以来不同时期PE材料的耐开裂性能[17]。试验条件为:采用2 %乙氧基壬基酚表面活性剂溶液来加速应力裂纹扩展,温度为80 ℃,单位面积的拉伸载荷为4 N/mm2。 试验结果如图2所示,图中1#~2#样品是PE63,3#~5#样品是PE80,6#~12#样品是标准PE-100, 13#~14#样品是PE100-RC。由图2可知,目前标准PE100 在该试验条件下的破坏时间约300~2 000 h不等(个别超过了10 000 h),不同牌号有所不同;而PE100-RC则均超过了10 000 h。PE100-RC的性能实现了很大飞跃。

表4 国外标准对PE混配料性能要求的主要差异Tab.4 Main differences in performance requirements of PE standards for foreign standards
以道达尔公司生产几种典型牌号PE100-RC XSC 50橙色料、PE 100 XS10黑色料、PE 80 3802 YCF黄色料作为对象,分析比较PE100-RC、PE 100、PE 80混配料的基本性能以及它们的管材制品的物理性能,结果见表5[18]。从密度、熔体流动速率、耐慢速裂纹增长、热老化等多个参数可看出,经历PE 80、PE 100到PE100-RC,燃气管用PE逐步向高性能化发展,极大研究了PE的燃气输送领域的应用范围,同时其安全保障亦显著提升[19]。

t—破坏时间图2 不同时期燃气管用PE材料的耐开裂性能全切口蠕变试验(FNCT) 结果Fig.2 Fracture resistance of PE material for gas pipelines with full incision creep test (FNCT) in different periods

表5 典型不同牌号PE100-RC、PE 100、PE 80性能比较Tab.5 Performance comparison of typical brands of PE100-RC, PE 100 and PE 80
基于PE100管材树脂的细化分级发展,出现了几种不同性能的PE100材料,即PE100 HSCP、PE100 LS、PE100 RT和PE100 RD。PE100 HSCP在抗慢速裂纹增长失效方面拥有更高的安全裕度。缺口试验管道表明5 000 h后才失效,比传统的PE100提升了10倍,在澳大利亚塑料管道协会发布的Pop016指南中得到了充分的规定。制造厚壁管道在完全固化前,由于重力作用引起的熔融PE向下流动后退出挤压模,这种“暴跌”或“下垂”导致壁厚不均匀分布,不能在压力管道应用。 “低熔垂度”树脂PE100 LS来克服上述问题,提供了特殊的熔体强度,可允许制造厚度达135 mm的管道,目前在澳大利亚有广泛应用。PE100 RT主要适合煤层气行业的高温应用、高压电缆管道和自流孔水的开采,在60 ℃下的外推寿命超过60年。PE100 RD主要是应用于饮用水管道,用于耐含氯消毒剂,以确保饮用水水质和安全标准。为了降低管壁厚度达到SDR全尺寸要求,下一代PE压力管道树脂需要MRS至少12.5 MPa,即PE125,如图3列出了PE 80、PE 100和PE 125在20 ℃下的静液压强度曲线。PE125可以将SDR为7.42的PE燃气管的最大工作压力提高到1.95 MPa,计算时安全系数采用2.0。

t—测试时间 τ—应力/MPa图3 PE 80、PE 100和PE 125在20 ℃下的静液压强度曲线(σLPL)Fig.3 Hydrostatic strength curves (σLPL) at 20 ℃ for PE80, PE100, and PE125
3 结语
PE管道在燃气配送领域应用量越来越大,并逐步代替传统金属管道。随着催化剂、聚合工艺等技术发展,燃气用PE专用料制备技术得到快速发展,高耐慢速裂纹增长性能的PE100-RC拓展了PE在些特殊敷设环境(如沙床回填)或非开挖施工等领域的应用。
国内新版标准GB 15558.1—2015在混配料的性能要求上有了较大的,将旧版GB 15558.1—2003中PE混配料在应用过程中容易引起歧义的部分进行了删减、注解或深化,使得标准更加清晰、明确,严谨且可操作性更强。GB 15558.1—2015在内容上已经大致与国际标准保持一致,反映出我国PE行业近些年的发展水平已达到或接近国际标准水平。新版国际ISO 4437.1删除了dn125,SDR11规格的试样验证要求,优化了管材几何尺寸的规定,与EN 1555.1保持了一致。
燃气用PE管道是塑料管道的重要领域,根据国家《天然气发展“十三五”规划》,国内PE燃气管材领域具有广阔的发展前景。生产企业应加快高性能专用料的开发,在PE100、PE100-RC的基础上加速推进PE125的研究。但是,在推出市场应用之前,需要制定对PE125有意义的性能要求,并将其纳入产品标准,这将极大地促进PE125在实际工况中的使用。由PE125制成的管道的较高压力等级和较低壁厚将影响到安装方法。目前焊接技术的扩展需要对PE125进行验证。管接头,阀门和其他管道网络的注射成型部件可能也需要全部由PE125生产。在这些情况下,树脂需要表现出合适的材料流动性和成型收缩特性。 当PE100首次引入时,注塑配件的生产变得更加复杂,只有少数公司能够生产这些配件,因此需要开发新的PE125的焊接技术,例如开发一种适用于大直径压力管道的抗拉推合联轴器的方法。 进一步减小壁厚时,环刚度和拉伸强度也需要考虑,特别是对于小直径管。虽然目前还没有PE125树脂可以买到,但世界各地的一些企业和学术研发实验室正在开发这类新材料。 事实上,PE125树脂预计将在10年内商业化。 为了充分利用下一代管材树脂带来的性能优势,重要的是开始讨论PE125材料的性能规格。 由于管道系统标准的新框架的开发是一个漫长的过程,因此所有利益相关者的早期参与尤其重要。