深沟球轴承装配机的工作方式研究
2018-07-27赵春辉
赵春辉
(无锡技师学院(立信中专),无锡 214153)
轴承作为机械零件中的基础类零件,其主要有两大种类:滑动轴承和滚动轴承。其中最为常见的轴承是深沟球,如图1所示。本品为标准件,由专门工厂批量生产[1]。装配为本品生产的重要组成方面之一。人们将生产合格的深沟球轴承的内圈、外圈、滚动体、保持架进行准确的装配,使得轴承达到相应的性能[2]。
深沟球轴承的装配工艺过程为滚动轴承零件如内圈、外圈、滚动体和保持架等,经检验合格后,进入装配车间进行装配,其过程如下:轴承内、外圈进料→内、外滚沟道尺寸分组选别(检查游隙)→内外圈合套→滚珠入料→铆合保持架→终检→退磁、清洗→防锈、包装→入成品库。
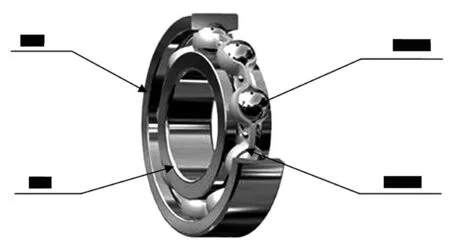
图1 深沟球轴承
在轴承装配中,手工装配轴承时,工人的劳动强度大,装配效率低,无法保证轴承的装配质量。本文以某公司的深沟球轴承619/9型的自动装配线的工作方式为对象,研究有效提升轴承装配的方法[3]。
1 自动装配机的基本组成结构
深沟球轴承自动装配机的机构模块组成主要有:内、外圈入料装置模块,自动检测装置模块,自动中转装置模块,机械手传动装置模块和滚珠进料装置模块。
2 设备的主要参数
轴承自动装配机的主要参数是其工作性能的主要指标,也是设计的依据。其主要的参数有:可装配轴承的直径、合套机的工作空间和各个机构的工作速度。本文依据现实状况设计本设备合套系统的主要参数,如表1所示。
轴承自动装配机各机构和部件的运动时间分配如下:外圈(内圈)进料机构动作为2s;外圈推料机构(内圈推料机构)动作为2s;外圈检测机构检测(内圈检测机构检测)动作为1s;外圈中转机构接收外圈(内圈中转机构接收内圈)动作为2s;直线机械手机构动作为4s;中转机构选择合适的内外圈并旋转至出料工位动作为2s;翻转机械手机构动作为4s;内外圈的气缸动作为1.5s;内圈推动气缸动作为2s;外圈推动气缸动作为4s;滚珠进料机构装入滚珠动作为4s。
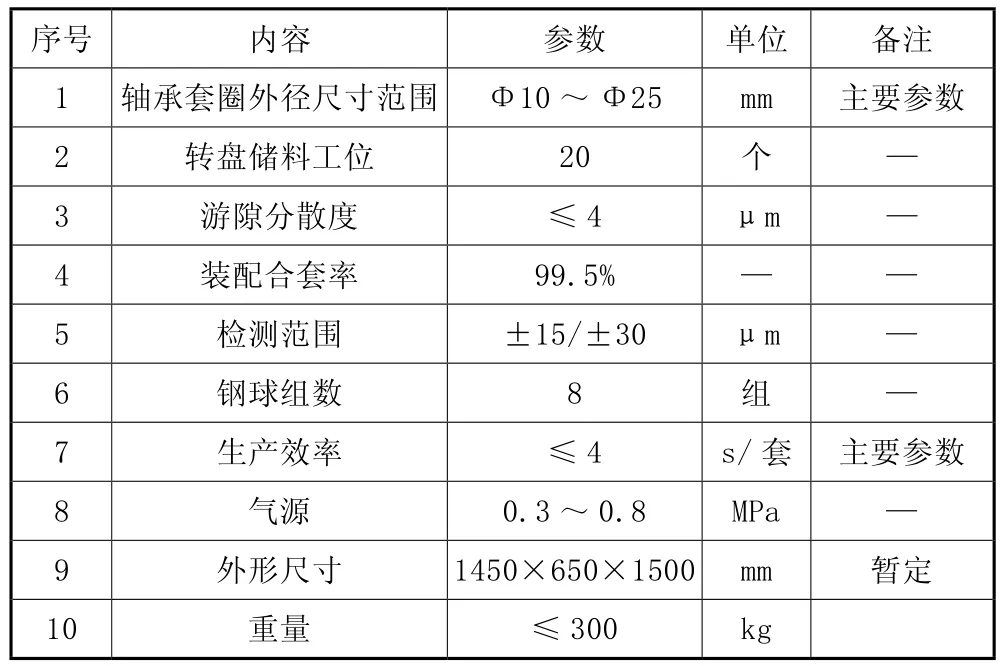
表1 轴承自动装配机合套系统的主要设计参数
4 设备的工作方式
在自动装配机工作的过程中,每个机构完成各自的功能,利用机械手传递轴承内外圈,完成每一步工序之间的操作。机械手实现抓料、放料,其载荷可以达到40N。在实际运用中,可以使用不同的夹紧气缸来实现不同轴承零件的装配。该系统的各个运动如图2所示[4-5]。
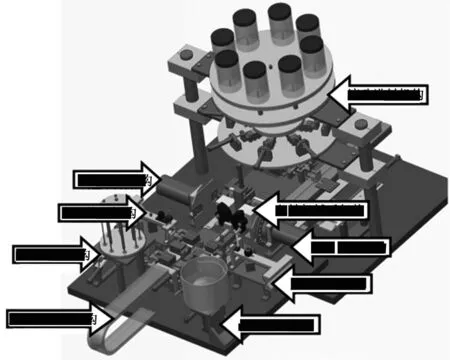
图2 轴承自动装配机合套系统各运动机构
该合套系统的机构具体工作的步骤:外圈进料机构进料(内圈进料机构进料)→直线机械手机构将外圈(内圈)送至下一工序→外圈检测机构检测外圈沟道尺寸(内圈检测机构检测内圈沟道尺寸)→直线机械手机构将外圈(内圈)送至下一工序→外圈中转机构接收外圈(内圈中转机构接收内圈)→中转机构选择合适的内外圈并旋转至出料工位→翻转机械手机构将内外圈送至下一工序→滚珠进料机构进行内外圈的合套操作→滚珠进料机构在合套的内外圈中装入滚珠。上述内容中,内外圈进料、检测、中转操作是同时进行的。
(1)开始工作时,操作人员将轴承的外圈放入外圈进料机构,如图3所示,并将轴承的内圈套在内圈安置杆上,放置于内圈进料机构,如图4所示。

图3 外圈放置外圈进料机构实物图

图4 内圈放置内圈进料机构实物图
(2)外圈进料装置中的转盘转动将外圈传递至外圈推料装置处,如图5所示,同时内圈进料装置也运作将内圈传递到与外圈中心平行的位置,如图6所示。
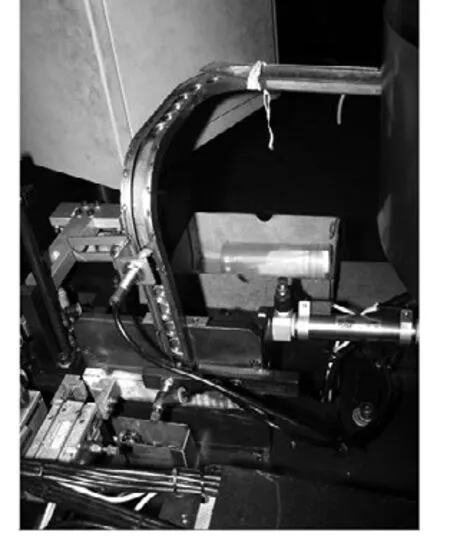
图5 外圈进料机构推料实物图
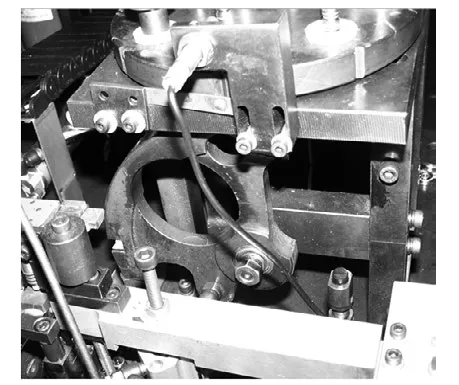
图6 内圈进料机构推料实物图
(3)机械手将内外圈分别送至各自的检测机构进行检测,图7为机械手送至外圈检测机构实物图,图8为机械手送至内圈检测机构实物图。

图7 机械手送至外圈检测机构实物图

图8 机械手送至内圈 检测机构实物图
(4)将检测好的轴承内外圈放置到中转机构的相应位置上,并通过机械手传递到装配导轨上。图9为中转机构实物图,图10为机械手实物图。
(5)轴承内外圈在传送导轨上实现装配,如图11所示,并通过滚珠进料机构将滚珠注入配合在一起的轴承内外圈,如图12所示。
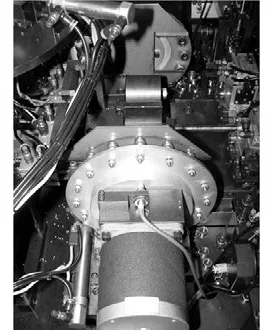
图9 中转机构实物图

图10 机械手实物图
(6)合套系统最终将装配好的内外圈送至下一台设备进行保持架铆接装配操作,其传递过程如图13所示。
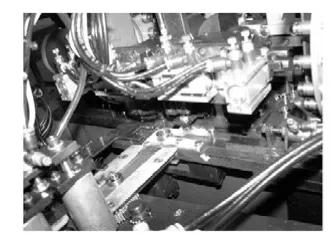
图11 传送导轨实物图

图12 滚珠进料 机构实物图
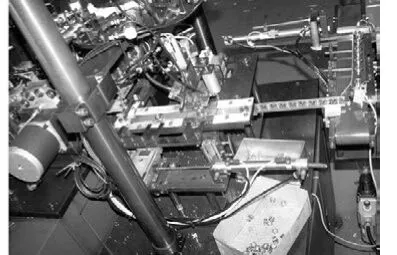
图13 传送至下一台 设备过程实物图
5 结论
本文以深沟球轴承装配机的工作方式为研究对象,通过Creo软件建立内、外圈入料装置模块、自动检测装置模块、自动中转装置模块、机械手传动装置模块、滚珠进料装置模块的三维模型,根据相应的模型,研究其工作方式,这些研究为以后设备的优化提供了原始的模型数据。
