浅析建筑垃圾预处理技术的发展及影响
2018-07-26郝粼波张波齐艳丽
郝粼波,张波,齐艳丽
(中国城市建设研究院有限公司,北京 100120)
引言
纵观发达国家的发展史,建筑垃圾的规模化产生是国家经济发展阶段跨越的重要标志。以往对建筑垃圾随意堆放、填海填沟的粗放型处理方式,带来的不仅是对土地资源的浪费,还有对环境产生的诸多次生危害。
据国家住建部的统计信息,到2030年前我国将有约300亿平米的老旧建筑拆除量,会产生不低于200亿吨的建筑垃圾。提高建筑垃圾预处理技术的适用性及高效性,进一步拓宽建筑垃圾再生产品的应用领域,将是未来几年资源化再生利用技术新的重要突破口[1]。
1 建筑垃圾资源化处理技术的重要性
建筑垃圾资源化处理技术的发展已受到国家的高度重视。国务院《资源综合利用指导意见》和国发办出台的1号文《绿色建筑行动方案》等,都明确了建筑垃圾集中处理和分级利用的必要性,对于“地级以上城市要因地制宜设立专门的建筑废弃物集中处理基地”的要求,将大力推动建筑垃圾资源化处理技术的更新与精进[2]。
针对建筑垃圾复杂成分的特点,采用最佳的处理方法,在实现垃圾处理无害化、减量化和资源化的基础上,使建筑垃圾处理的环境效益和社会效益达到最佳是对建筑垃圾处理技术研究的根本目标。根据研究成果制定符合城市特点的建筑垃圾处理工艺路线,结合实际工程案例分析我国建筑垃圾处理技术存在的经验与不足,实现建筑垃圾处理的减量化、资源化、无害化,进一步加大社会、环境和经济效益[3]。
2 国内外建筑垃圾处理及利用现状
2.1 国外建筑垃圾处理现状
国外很多发达国家很早就认识到建筑垃圾不规范管理的危害性,并根据自身的情况制定了相应的管理措施及建筑垃圾回收再利用的具体实施方案,本文仅以发展较早、特点鲜明的几个国家为例[4]。
(1)韩国
2003年,韩国政府就制定并颁布了《建设废弃物再生促进法》,该法规不仅明确了建筑垃圾从产生到处置、从排放到监管、从加工到资源化利用整个产业链各参与方的责任,还将建筑垃圾再生产品的使用规定为各建设工程的应尽义务。
韩国目前有约300家再生骨料公司,再生骨料根据品质分为普通骨料和优质骨料,普通骨料主要作为路基料,优质骨料则按比例作为天然料替代进行混凝土产品生产。对于约4500万吨建筑垃圾的年产量,韩国目前再生利用率接近85%,国家通过对建筑垃圾的再生利用的应用,有效保护了环境和国土资源。
(2)美国
美国目前建筑垃圾年产量约3.25亿吨,再生利用率超过70%,剩余部分进行功能性场平填埋。根据利用程度,美国建筑垃圾综合利用分为三个等级:一是“低级利用”,如现场分拣回收、回填等,占建筑垃圾总量的50%~60%;二是“中级利用”,如经资源化处理,加工再生骨料,再制成各种建筑用砖等,约占建筑垃圾总量的40%;三是“高级利用”,如将建筑垃圾还原成水泥、沥青等再生产品。最终使建筑垃圾处理达到减量化、资源化、无害化,使建筑垃圾综合利用“产业化”。
(3)荷兰
荷兰目前建筑垃圾年产量约为1400万吨,大多数是拆迁垃圾。政府制定并颁布了一系列法律,逐步建立并形成了建筑垃圾强制再循环运行的质量控制制度。
目前荷兰建筑垃圾资源化处理的主要再生产品是筛砂,年产量超过100万吨。政府构造了再循环网络,由专业公司负责有效筛砂:依照污染水平分类,储存干净的再生产品,清理被污染的部分。
2.2 国内建筑垃圾处理现状
在我国,以往对建筑垃圾处理的普遍做法是运到城郊农村露天堆放或掩埋,而用于城镇道路回填、场地平整或加工再生产品等资源化利用的很少,资源化率不足5%。随着城市建设的发展,我国建筑垃圾的管理从混乱无序开始走向规范化管理。目前,对建筑垃圾的处置主要有以下方式[5]:1)场平填方;2)填海造地;3)堆山造景;4)少量回收利用;5)大部分进行简易填埋处置,少量混入生活垃圾收运系统进行处置。
3 建筑垃圾预处理技术工艺路线
3.1 湿式预处理工艺生产线
采用“一级破碎+智能拣选+除土+水力浮选+二级破碎+多级磁选+筛分+分级风选”处理工艺路线。湿式预处理系统工艺流程见图1。
经上料系统进料后,物料首先进入颚式破碎机进行初步破碎,破碎后的物料经磁选机回收金属后进入智能分拣平台(可采用“机械手”或智能机器人),将大块干扰杂物尽可能去除,剩余物料进入除土筛,孔径设置根据经验调节,对渣土进行高效筛除,筛网采用聚氨酯筛网,固定螺栓为下沉式螺栓结构,防止未选净杂物及钢筋挂堵筛网,另外可以降低噪声。筛下物经带式输送机送至生产备料单元,部分可用于无机料生产的掺配料,剩余部分外运作为回填土。
筛除渣土后的物料进入湿式除杂系统,主要设备为水力浮选机,通过水力浮选原理,在清洗骨料的同时,将木块、塑料等轻物体选出,经带式输送机送至杂物储仓,定期外运处置。根据建筑垃圾分批次进料情况,来料品质较高时,可不经过水浮选系统,直接进入二次破碎环节。
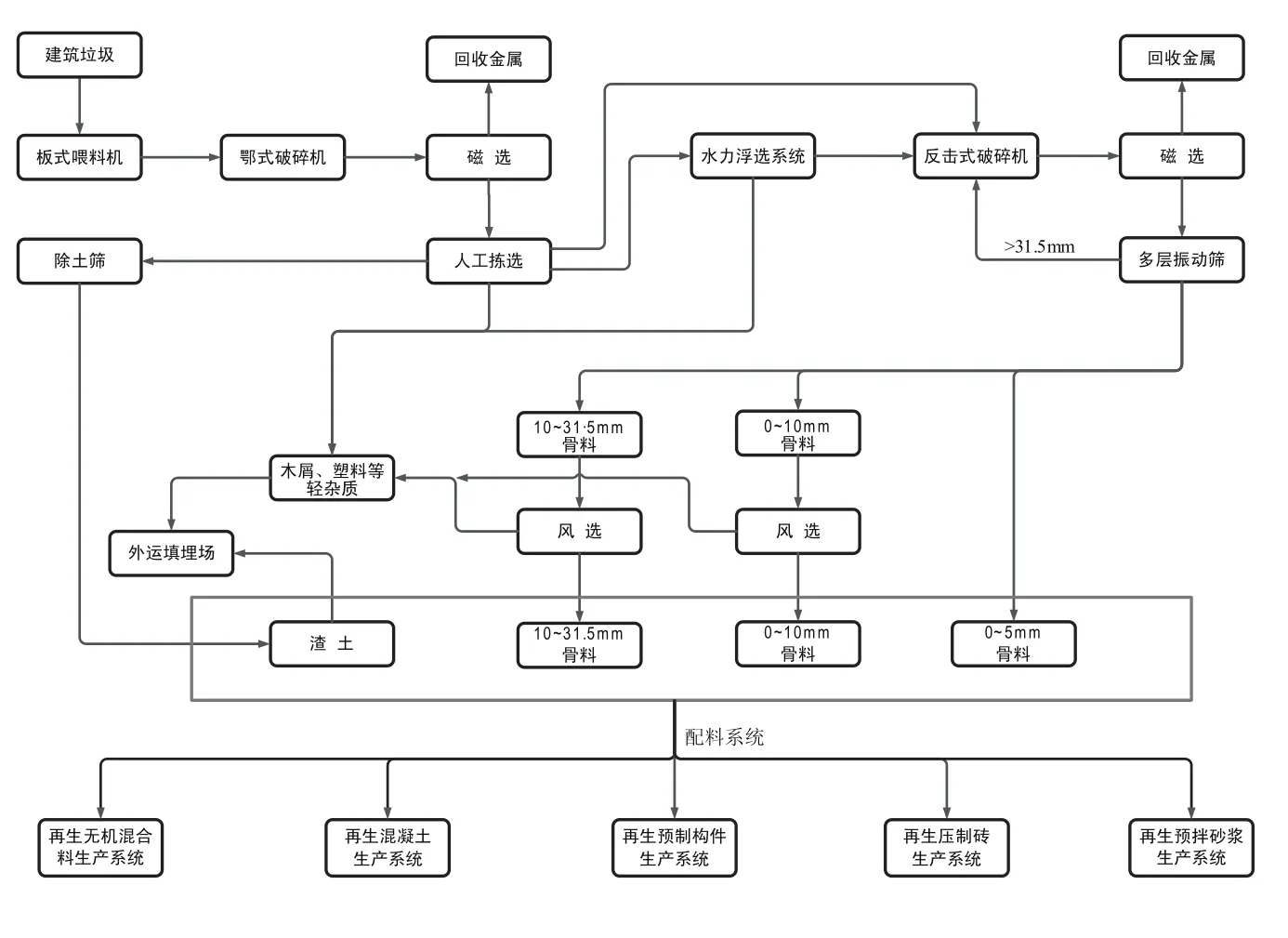
图1 湿式预处理系统工艺流程
该工艺的二次破碎设备选择反击式破碎机,对物料进一步破碎,经磁选机回收金属后,进入多层振动筛。31.5mm以上物料返回破碎环节,5mm以下物料经带式输送机送至生产备料系统,5~10mm和20~31.5mm物料各自经过风选系统,进一步去除轻质杂物后,经带式输送机送至生产备料系统,作为各类再生产品原料。
3.2 干式预处理工艺生产线
采用“一级破碎+智能拣选+除土+初级风选+二级破碎+多级磁选+筛分+分级风选”处理工艺路线。
该工艺路线采用强力风选系统代替湿法处理中的水力浮选系统,旨在解决水资源缺乏区域以及含土量较低拆迁垃圾的节能化处置。
3.3 引入“砖混分离”模块工艺生产线
目前,我国建筑拆除现场很难对建筑垃圾进行系统分类。国内建筑垃圾资源化处置工艺一般包含破碎、磁选、风选、筛分等工序,根据建筑垃圾类型、再生产品需求的不同而有所不同,尚无针对混杂建筑垃圾资源化系统处置的成熟工艺技术,普遍存在缺乏系统除杂手段、处理效率低、产品质量不稳定等问题。
因此,在湿式和干式预处理工艺的基础上引入“砖混分离”精分选环节是对传统建筑垃圾预处理工艺路线的划时代提升。砖混分离宜采用多级组合式工艺,以“形状分离”作为初步工序,借助“水力淘汰”进行次级精选。经过“砖混分离”的再生骨料可最大限度扩展再生建材产品的应用领域,大幅提高处理厂的经济效益。
4 预处理技术的发展对再生产品方案多样性的推动
传统的建筑垃圾处理过程中,缺乏风力、水力、砖混分离等“精分选”环节,再生产品也仅局限于低端再生骨料及再生压制砖等低附加值产品。随着预处理技术不断发展,在大幅提高再生骨料质量的同时,随着骨料种类的适当分离,建筑垃圾再生产品的选择范围也将得到进一步拓宽。
针对不同成分建筑垃圾的资源化处置,进行不同工艺组合的生产线研究,根据选别程度可对后续建筑垃圾再生产品线的选择起到指导作用。预处理后的物料流向分析见图2。
以华北某市实际设计工程为例,在精细化预处理的前提下,再生骨料优质、分类多样,以此为基础,园区内共设置再生无机混合料、再生压制砖、再生预拌砂浆、再生混凝土搅拌站和再生预制构件五条再生骨料产品生产线,最大限度地提高了建筑垃圾再生产品的市场附加值。
再生产品生产线工艺流程如图3、图4、图5、图6、图7。

图2 预处理后物料流向分析

图3 再生无机混合料生产工艺流程
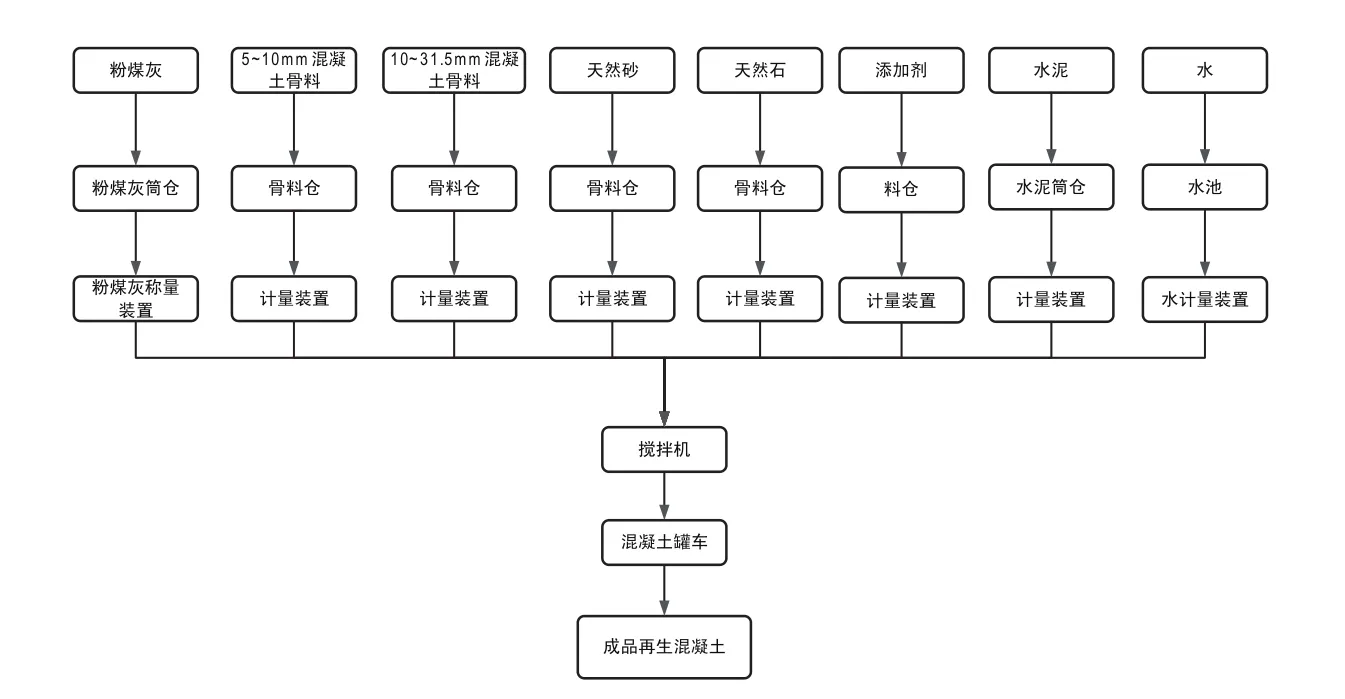
图4 再生混凝土生产工艺流程
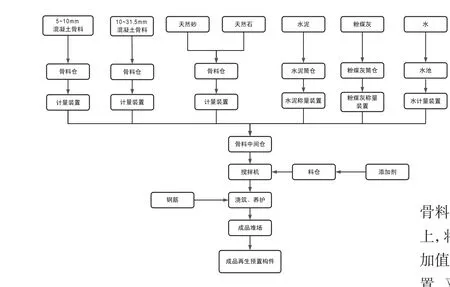
图5 再生预制构件生产工艺流程

图6 再生预拌砂浆生产工艺流程

图7 再生压制砖生产工艺流程
5 结论与展望
鉴于“砖混分离”设备在国内外至今仍无成熟稳定的规模化生产线案例,建筑垃圾预处理环节可不强制要求将混凝土和砖瓦类垃圾分离,而是通过来料拆迁垃圾特性,分批次处理,分品质生产高低端产品。
随着建筑垃圾预处理技术的不断发展,再生骨料的质量和精细化分类程度也将进一步提高。在此基础上,将建筑垃圾处置与混凝土搅拌站、沥青搅拌站等高附加值产品生产线相结合,既可将已有和新增污染源集中处置,又可拓宽建筑垃圾处理行业的生存空间,丰富完善多领域、跨行业的循环经济体系,实现共赢。
根据实践工程经验,将建筑垃圾与生活垃圾等其他原料垃圾协同处置,以共建静脉产业园的形式,充分实现“废渣变原料,余热供生产”的循环经济理念,将单一的建筑垃圾处理上升到城市固体废弃物综合处理层面。