乳聚丁苯橡胶/白炭黑/偶联剂体系挤出流变特性的研究
2018-07-23时金凤丁兴伟
时金凤,李 建,孙 翀,丁兴伟,张 萍
(青岛科技大学 橡塑材料与工程教育部重点实验室,山东 青岛 266042)
近年来,随着白炭黑在轮胎中的应用增多,对白炭黑/偶联剂体系的研究也逐渐增加。S.Schaal等[1]研究表明,配方组成及混炼工艺、剪切速率等影响白炭黑填充丁苯橡胶的流变特性。王元霞等[2]研究了白炭黑改性对白炭黑补强溶聚丁苯橡胶(SSBR)和乳聚丁苯橡胶(ESBR)界面结合有明显改善。赵青松等[3]研究了白炭黑的用量对体系填料网络化程度的影响,结果表明白炭黑用量小于30份时,网络结构尚未形成。颜和祥等[4]的研究表明含有硫原子的偶联剂在白炭黑填充橡胶混合物中起助分散和助硫化作用。但是,对于白炭黑/偶联剂体系在轮胎工业生产的重要工艺环节——挤出工艺中流变特性的影响却研究甚少[5]。本工作以不同白炭黑/偶联剂体系的流变特性为重点,系统研究白炭黑用量和偶联剂品种所导致的不同改性效果以及对填充胶料挤出流变特性的影响。
1 实验
1.1 原材料
ESBR,牌号1712,中国石化齐鲁股份有限公司产品;白炭黑1165MP,罗地亚白炭黑(青岛)有限公司产品;硅烷偶联剂Si69,南京曙光化工集团有限公司产品;硅烷偶联剂Si75和硅烷偶联剂Si747,上海麒祥化工有限公司产品。
图1所示为试验所用3种硅烷偶联剂分子结构。

图1 3种硅烷偶联剂分子结构式
1.2 主要设备和仪器
X(K)-160型两辊开炼机,上海橡胶机械一厂产品;HAKKE转矩流变仪,Thermo Scientific公司产品;RH-2000型恒速型双筒毛细管流变仪,英国马尔文仪器有限公司产品;ARES-G2型先进流变扩展系统,美国TA公司产品;SMA1500型体视显微镜,日本尼康公司产品;TG209型热失重分析仪(TGA),德国耐驰公司产品。
1.3 胶料制备
基本配方:ESBR 100,防老剂RD 1,白炭黑1165MP 变量(0,20,40和60),硅烷偶联剂白炭黑用量的10%。
将胶料在转矩流变仪中密炼一段时间(温度为80 ℃,转速为80 r·min-1),至转矩平坦(1 min左右),加入防老剂RD,转矩平稳后加入白炭黑和硅烷偶联剂,温度达到145 ℃时排胶。所得混炼胶在开炼机上下片,冷却待用。
1.4 测试分析
(1)毛细管流变仪测试:毛细管直径为2 mm,长径比为16∶2,零口模长径比为0.4∶2,挤出温度为100 ℃,挤出速率为7.82,15,26,45,77,132,227和391 s-1。
(2)ARES分析:频率为1 Hz,温度为100 ℃,应变扫描范围为0.01%~40%。
(3)挤出物外观观测:用体视显微镜对挤出物表面进行观测,放大倍数为10。
(4)TGA分析:将白炭黑和硅烷偶联剂按质量比10∶1放入研砵研磨均匀,置入烘箱中模拟在密炼机中的温度变化。温度达到145 ℃后,用酒精清洗掉未反应的硅烷偶联剂。TGA测试条件为:氮气气氛,升温速率为20 ℃·min-1,温度范围为室温~700 ℃。
(5)结合胶含量测定:将胶料(m1)放入烘干的200目铁丝网(m2)中,在100 mL甲苯中浸泡48 h后换一次甲苯,再浸泡24 h,在真空干燥箱中烘干至质量恒定(m3)。利用以下公式计算结合胶含量:

2 结果与讨论
2.1 白炭黑用量对挤出流变特性的影响
采用偶联剂Si69,研究白炭黑用量对胶料流变特性的影响。图2所示为100 ℃下不同白炭黑用量胶料的剪切应力(σ)-剪切速率(γ)曲线。针对各曲线的增长趋势,以γc为界对其进行分段线性拟合。γ<γc时,白炭黑用量分别为0,20,40和60份时,曲线线性拟合方程分别为y=1.64+0.31x,y=2.3+0.24x,y=1.97+0.23x,y=2.06+0.23x。

图2 不同白炭黑用量混炼胶的σ-γ曲线
γ>γc时,白炭黑用量分别为0,20,40和60份时,曲线线性拟合方程分别为y=2.13+0.08x,y=1.85+0.05x,y=2.17+0.13x,y=2.06+0.20x。
线性拟合方程中,曲线斜率代表非牛顿指数(n)。n值越小,非牛顿性越显著。
由图2可知,随γ增大,胶料σ逐渐增大。在低剪切速率(γ<γc)下,加入白炭黑后胶料曲线的斜率均低于未加入白炭黑胶料,且与白炭黑用量关系不大。但当γ相同时,随着白炭黑用量的增大,σ增大。分析认为,在低剪切速率时,未加入白炭黑胶料体系中主要是大分子链的解缠结与再缠结的效应,因而非牛顿性较弱;而加入白炭黑的胶料中存在填料-橡胶相互作用,非牛顿性较显著,并且当白炭黑用量达到一定值时,体系中形成填料网络,其对橡胶分子链运动性的限制作用更强,因此在相同γ的条件下,所需σ也就更大。
在高剪切速率(γ>γc)下,未添加白炭黑胶料与白炭黑用量为20份的胶料表现出较强的剪切力变稀的假塑性流体特性。这是由于白炭黑用量低于20份时,体系中并没有形成完善的填料网络[3],在高剪切速率下,橡胶分子链的解缠结效应得以展现,再缠结变得困难,因此表现出很明显的剪切变稀现象。而当白炭黑用量达到40份后,随着白炭黑用量的增大,n逐渐增大,这是由于体系中含胶率减小并且存在一定的白炭黑-橡胶相互作用以及较完善的填料网络,在逐渐增大的剪切速率下,表现出较轻的非牛顿性。
图3所示为100 ℃下不同白炭黑用量胶料的毛细管挤出物外观形态。由图3可知,在低剪切速率下,未添加白炭黑胶料挤出物表面十分粗糙,填充白炭黑胶料的表面出现轻微畸变,随着白炭黑用量的增大,畸变程度减小。这是由于ESBR相对分子质量分布宽,分子链柔顺性好,生胶本身弹性效应大,在挤出过程中容易发生整体畸变。随着白炭黑用量的增大,胶料含胶率减小,熔体的弹性效应降低,而且白炭黑粒子与橡胶分子链间的相互作用限制了橡胶分子链的运动,使得挤出物表面畸变减轻,胶料的挤出性能得到改善。在高剪切速率下,挤出物均发生不同程度的整体扭曲,这是由于随着挤出速率增大,胶料在毛细管中受到的剪切应力增大,并且在毛细管中停留时间缩短,因而挤出物表观畸变更加严重。

图3 不同填充量白炭黑胶料的挤出物外观
图4所示为不同白炭黑用量胶料的储能模量(G′)-应变(τ)和损耗因子(tanδ)-τ曲线。
由图4可知,随着白炭黑用量的增大,胶料G′增大,线性粘弹区逐渐减小;当达到临界应变值时,G′随τ增大急剧减小。根据各体系低应变和高应变的变化趋势做两条切线,通常认为切线交点是填料网络破坏的应变值(τc),随着白炭黑用量的增大,τc减小[6]。从图4(a)可以看出,白炭黑用量为40份时,胶料出现明显的Payne效应。从图4(b)可以看出,未填充白炭黑体系tanδ几乎不随τ而变化,表明分子链间的能量损耗随形变量的变化不大。在低应变下,随着白炭黑用量增大,胶料tanδ逐渐减小,这是因为填料网络对橡胶分子链的包覆限制作用,使得分子链内耗减小。在超过临界应变值以后,白炭黑用量越大,tanδ增大越快,这是由于填料网络破坏后,被束缚的橡胶分子链得到释放,其粘弹性的滞后作用得以展现,另一方面也使其与填料间的摩擦更加剧烈,因此tanδ增大。

图4 不同白炭黑用量混炼胶应变依赖性关系曲线
2.2 硅烷偶联剂种类对挤出流变特性的影响
选择白炭黑用量为40份,研究偶联剂种类对胶料挤出流变特性的影响。图5所示为不同偶联剂胶料的流变曲线。
图5中3种体系曲线的变化趋势在剪切速率为102 s-1左右分为两段,对其进行线性拟合,其斜率代表n。

图5 不同硅烷偶联剂胶料的流变曲线
γ<γc时,硅烷偶联剂分别为Si69,Si747和Si75的曲线线性拟合方程分别为:y=1.94+0.25x,
y=1.90+0.28x,y=1.92+0.26x。
γ>γc时,硅烷偶联剂分别为Si69,Si747和Si75的曲线线性拟合方程分别为:y=2.21+0.12x,
y=2.11+0.17x,y=2.19+0.12x。
Si747胶料的曲线斜率大于Si69和Si75胶料,分析认为Si69与Si75分子结构相近,因此对于白炭黑改性效果也相近。拟合结果还表明,同一个体系在高剪切速率下的n减小。这是由于γ升高,打破了体系内大分子链的缠结与解缠结的平衡,使材料切力变稀的非牛顿性变得显著,即3种体系在达到γc后曲线斜率变小。另外,在高剪切速率下,Si747胶料n明显大于另外两个体系,说明Si747胶料的切敏性较差。
图6所示为不同品种硅烷偶联剂胶料在2种剪切速率下的挤出物外观。由图6可知,对于低剪切速率,Si747胶料畸变程度小于Si69和Si75胶料,高剪切速率下3种胶料的畸变程度相当。
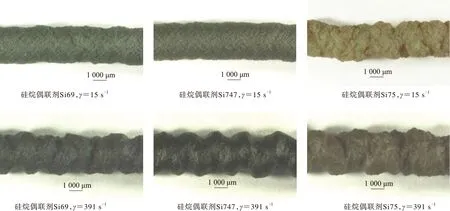
图6 使用不同硅烷偶联剂的胶料挤出物外观
图7所示为不同品种硅烷偶联剂胶料的G′-τ和tanδ-τ曲线。
由图7(a)可知,在低应变下3种硅烷偶联剂胶料的G′由大到小为Si747胶料、Si75胶料和Si69胶料。
由图7(b)可知,在临界应变范围内,Si747胶料的tanδ明显低于另外2种胶料,Si69和Si75胶料tanδ差别不大,但是在达到临界应变以后,Si747胶料的tanδ最大。综合来看,Si747胶料的粘度(η)大,Payne效应强,挤出物外观相对粗糙,流变性能差。

图7 不同偶联剂胶料的应变依赖性曲线
2.3 硅烷偶联剂的作用分析
以上研究结果表明,Si747与Si69和Si75的作用结果有明显差异,这应该与硅烷偶联剂的结构有关。Si69和Si75结构相似,只相差两个硫原子;Si747结构与它们相差很大,只有一个能与白炭黑反应的基团。为了解3种硅烷偶联剂胶料的相互作用程度,对胶料结合胶进行测定,Si69胶料、Si75胶料和Si747胶料的结合胶质量分数分别为0.268 5,0.232 6和0.194 4。
可以看出,当白炭黑用量为40份时,3种硅烷偶联剂胶料的结合胶质量分数由大到小依次为Si69胶料,Si75胶料,Si747胶料。为了具体分析这一现象,通过TGA分析了3种偶联剂与白炭黑的接枝效率,结果如图8所示。TGA分析数据见表1。

图8 不同硅烷偶联剂胶料的TGA曲线

表1 不同硅烷偶联剂胶料的TGA分析数据
从图8可以看出,在160~600 ℃温度范围内的质量损失为与白炭黑反应的硅烷偶联剂,其中Si75胶料和Si69胶料基本一样,而Si747胶料最大。但因为加入的偶联剂总质量一样,考虑到相对分子质量的不同,实际参与白炭黑反应的硅烷偶联剂的摩尔数由大到小依次为Si75,Si69,Si747(按每个偶联剂分子反应了一个基团粗略计算)。由于Si747相对分子质量大,参与反应的分子少,因此对于Si747胶料,粘度大,白炭黑的分散性较差,结合胶含量小,与橡胶的相互作用差,Payne效应强,挤出物外观相对粗糙。
2.4 挤出温度对不同偶联剂胶料挤出流变特性的影响
由于偶联剂在加工过程中存在着进一步的硅烷化反应和交联作用,因此挤出温度会严重影响到胶料的流变性。
图9所示为挤出温度对不同硅烷偶联剂胶料粘度的影响。
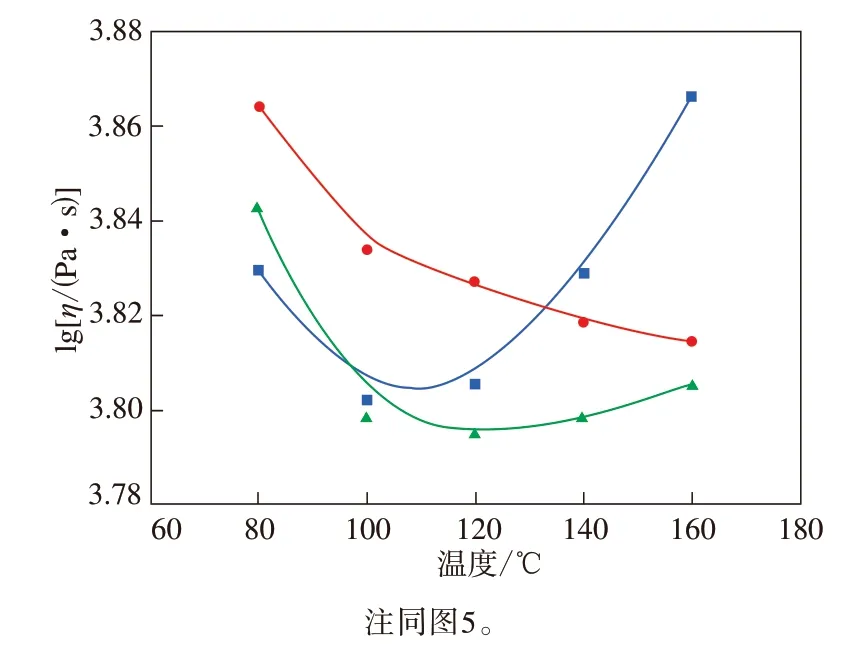
图9 挤出温度对不同硅烷偶联剂胶料粘度的影响
由图9可知,在120 ℃之前,各体系胶料在整个升温过程中,粘度都是不断减小的,这是由于随温度的升高,橡胶分子链段无规热运动加剧,分子链间距加大,内部空穴增多,分子链段运动更加容易,胶料粘度减小。其中Si747胶料粘度高于另外2种胶料。含有Si747胶料的白炭黑分散性差,Payne效应高,因此粘度高。当挤出温度高于120 ℃时,随挤出温度的升高,Si747胶料的粘度继续减小,Si69和Si75胶料的粘度增大,且Si69胶料粘度增大特别明显。
对于Si69和Si75胶料,当挤出温度高于120 ℃时,一方面可能是由于体系中继续发生硅烷化反应,使得白炭黑与橡胶分子链相互作用增强,另一方面可能是由于Si69和Si75分子中的硫原子被释放出来,引起了部分橡胶分子链的交联。Si69与Si75的差异应该与其分子结构有关,Si69分子中含有4个硫原子,化学键断裂能小于268 kJ·mol-1,Si75中有两个硫原子,化学键断裂能大于268 kJ·mol-1,Si69的化学键断裂能小,因此在相同温度下,更容易释放硫原子,从而引起胶料的局部交联,因此在温度达到160 ℃时,使用Si69的胶料粘度涨幅远大于使用Si75的胶料。而Si747却不能发生此类交联反应。另外,有文献[7]指出偶联剂Si747能降低填料在硫化过程中的聚集程度,减轻填料网络化程度。因此Si747胶料的粘度随剪切速率增大逐渐减小。由此可知,Si69胶料和Si75胶料挤出温度不宜太高,而Si747胶料却可以较高温度挤出。
3 结论
(1)在低剪切速率下,白炭黑填充ESBR体系的非牛顿指数与其用量关系不大;在高剪切速率下,胶料的非牛顿指数随白炭黑用量增大而增大。
(2)当白炭黑用量为40份时,Si747胶料粘度大,Payne效应强,挤出物外观粗糙;Si69与Si75对白炭黑的改性效果差别不大。
(3)当白炭黑用量为40份时,3种偶联剂胶料的结合胶含量从大到小依次为Si69胶料、Si75胶料、Si747胶料;Si747胶料质量损失最大,但参与反应的摩尔数最小。
(4)偶联剂Si747改性的白炭黑胶料有较好的挤出温度稳定性,Si69和Si75胶料的挤出温度不宜过高。
