冲压模具智能检测系统的开发
2018-07-21何述平陈立军付磊磊
何述平,陈立军,唐 倩,陈 锐,付磊磊
(1.重庆长安汽车股份有限公司,重庆 401120;2.重庆大学,重庆 400044)
0 引言
随着国内外汽车行业白热化阶段的到来,现代汽车行业对汽车的外观、强度等要求越来越高,因而对冲压模具及加工精度的要求也愈发更高,在汽车制造过程中模具工装的质量及寿命就显得相当重要。目前冲压模具工装在生产维护中主要存在模具线下维修次数多、时间长、模具维修费用高、寿命短、模具工装当前的运行状态的监控缺失等难点问题[1,2]。
这些问题的普遍存在最终会大幅降低汽车零部件产品的质量和生产效率,尤其是模具运行状态监控的缺失,拉开了我国汽车行业与世界顶级汽车公司的差距。国外J Jin等[3]在基于信号分段原则的条件下,采用压力压吨位传感器对压力或连杆的立柱进行压力监测;N Mahayotsanun等[4]综合运用位移传感器去监测模具间的裂纹和运用压力传感器去监测模具和工件间的压力。国内对模具检测系统的开发也做了一定量的研究,包括对大型冲压机的力-位移信息、故障信息和模具数据库信息的远程监控[5]、对自动化冲压加工中的模内废料的检测[6]、对压力和温度的检测[7]以及基于MEMS采用加速度传感器来获得X、Y、Z轴方向上的机身与下模座之间的相对加速度信号,可以清楚地分辨冲压过程的各个阶段[8]。以上对冲压模具的监测大多都存在监测效率低下、检测项目单一、自动化程度低等缺陷,无法对整套模具进行系统监控,在整套冲压模具工序中,温度、压力、异物废料的检测都与产品质量息息相关,他们之间存在着非线性、实变性和强耦合的复杂关系,因此单一的检测项目并不能全面地对整套模具的工艺进行研究。
针对以上各种问题,通过设计一套冲压模具智能监测系统,该系统可对冲压模具工装生产中的多项工况进行实时监测和判定,为模具工装的使用状态及使用过程中的质量监控提供了一个可量化的监控参考,在逐步使用和完善本系统的过程中对产品质量及产能的提高起到积极的不可替代的作用,最终对提高冲压生产线的工作效率和产品质量具有重要的意义。
1 模具检测系统的功能
模具检测系统的主要功能是由数据采集系统采集各种传感器的数据信息传送至监控中心。
具体检测项目流程如图1所示。

图1 系统流程图
通过安装在平衡块和顶杆上的压力传感器监测测试点上各顶杆的受力数据,当其受力超过规定的阀值时提供报警信息并提醒操作人员进行顶杆的维护或者更换,从而及时发现变形情况,以保证生产产品质量的稳定。模具在每次冲压之后,其表面温度之高甚至能影响到工件的变形质量,因此需对其型面温度进行监测,通过红外热像仪对模具型面进行摄像采集,测量视场范围内的模具温度,确定温度最高点及最低点区域,根据长期监测的数据完善几者之间的相关性模型,从而得到报警信息,提醒操作人员进行相关的操作以保证产品的质量。坯料异物检测、模具中的废料滑槽监测和斜楔复位检测都是具有类似的功能,当检测量超过其所设置的标准时,该系统就会报警提醒工作人员进行检查和维护。
软件系统功能主要是对采集到的传感器数据信息进行保存并实时显示出来,主要有如下功能模块:1)数据显示:压力、温度、状态等数据信息的图形显示和视频显示功能;2)数据处理:数据存储功能、报警数值设定功能;3)数据输出:报警信号输出(声音及图形闪烁报警)、历史数据的输出;4)辅助功能:通过控制软件系统的人机界面选择要查看的数据信息、通讯口设置、计算功能及系统参数设置功能。
2 模具检测系统总体方案
本系统设计出了合理的冲压模具的结构以安装压力传感器、红外热像仪器,异物废料及斜楔复位等检测装置,同时设计出高效的多线程数据采集系统高速同步采集压力、温度、图像和报警信号。
2.1 平衡块和顶杆的压力检测
本系统采用压电式压力传感器对于平衡块和顶杆进行压力检测,压电式压力传感器是利用压电材料的压电效应将被测压力转换为电信号的,由压电材料制成的压电元件受到压力作用时产生的电荷量与作用力之间呈线性关系:q=ksp,式中q为电荷量;k为压电常数;s为作用面积;p为压力。通过测量电荷量可知被测压力大小,电荷量用电压放大器放大,转换为电压输出,每10mV电压代表输出1000N的压力,输出信号与被测压力值亦呈线性关系。在配用电压放大器时,采用将多个压电元件串联的方式来提高传感器的灵敏度。压电式压力传感器体积小,结构简单,工作可靠;测量范围宽,可测100MPa以下的压力;测量频率响应高,可达10KHz,是动态压力检测中常用的传感器。由于该冲压模具是采用液压的方式,冲压的瞬间压力很大,对压力传感器的冲击力较大,采用压电式压力传感器可以避免其由于变形而失效,一般的压力传感器当其超过其最大变形量时,其工作寿命就会大大缩短。
由于模具中平衡块和顶杆较多,为此只对其中一部分进行监控,各选取16个点进行压力测试,兼顾对称原则,平衡块和顶杆的压力传感器安装位置如图2、图3所示。

图2 模具中平衡块上的压力传感器安装布局图
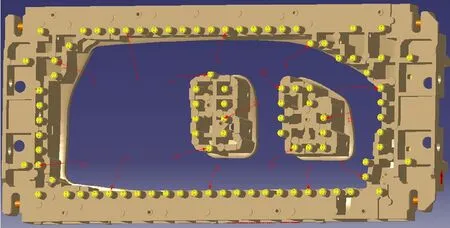
图3 模具中顶杆上的压力传感器安装布局图
2.2 模具型面的温度检测
由于模具工作环境非常恶劣,例如振动、噪声较大,如果选择接触式的温度传感器进行测试不但会缩短传感器本身的寿命,对模具检测表面质量也会造成损伤,而且接触式的温度传感器精度较低,因此选择非接触式的红外热像仪进行温度检测。红外热像仪主要是利用红外探测器和光学成像物镜接受被测目标的红外辐射能量分布图形反映到红外探测器的光敏元件上,从而获得红外热像图,这种热像图与物体表面的热分布场相对应。
该温度检测装置具有不受环境影响的精确测温和高速采集温度数据流、自定义速率回放等精确的在线测温功能;它还具有热像仪集群控制-Thermo Group温度数据多用户的同步分发、协同分析的红外集群控制功能;此外,它能24小时不间断监控,最高可以100M以太网输出50Hz温度数据和H.264可见光视频。一根网线即可完成红外/可见光双流数据传输和远方控制功能,可设定温度阈值,超过温度后自动报警,自动抓图、录像,可保存温度流数据并回放;还可选择不同焦距的镜头进行不同范围的监控;可选配无线路由、GSM/GPRS短信/彩信模块、3G模块无线传输。该检测方式能够将数据结果进行分层显示,即不同的颜色所代表的温度的不同,颜色越深,温度越高,这样便可直接观察其温度的分布。
为了保护红外热像仪的寿命,本检测系统红外热像仪安装在模具旁边的横梁上,既保证了红外热像仪的安全,又可对模具整个型面进行温度监控。
2.3 模具表面的异物检测
生产过程中由于模具表面常有些较大的异物,例如螺丝钉、铁屑等流落到工件表面,易对其下一道工序造成不可估量的影响,轻者会对工件质量造成损坏,重者对模具造成损伤,因此对坯料异物检测也是监控系统重要的一环。针对于坯料异物检测,工作过程为通过高清摄像头对模具表面进行实时监控,然后把拍摄的画面传输到图像比较器,经图像比较器处理后由显示器显示,其检测流程如图4所示。
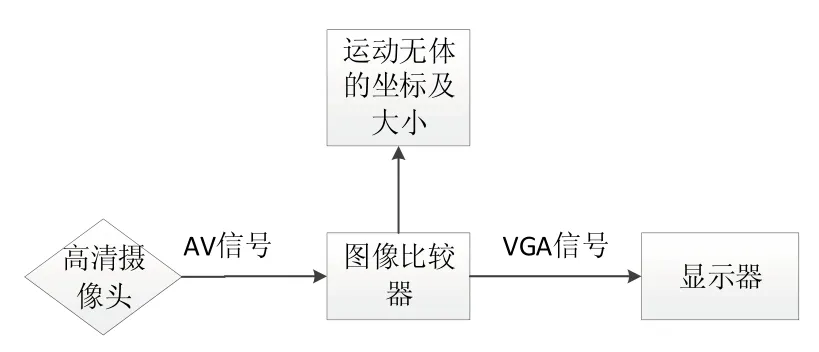
图4 模具表面异物检测
该检测装置采用的是VA2001图像比较器,当自动检测时,该装置通过设像头扫描模具表面,采集图像并与之前拍摄的标准图形比较,若检查出模具有异物并通过显示器显示出来异物呈现红色,维修工作人员进行维修。该异物检测装置采用的是全嵌入式结构,具有动态和静态两种比较模式,其具有方便的操作设定:除了可实现抓图、半透明显示、灵敏度可调以及多参数存储等功能外,还采用了前后双向视频图像检测、精准插值图像信息,其采取的特殊算法使VGA输出与摄像机的采集分辨率显示为1:1,可以在显示器上清晰的显示。图像比较器与高清摄像头之间采用NTSC自动识别,传送的信号为AV信号,图像比较器输出配置接口为RS232,输出信号为VGA模拟信号,其工作速度可达60次/ms。
2.4 废料滑槽的检测
在切边或者冲孔的工序中,其产生的废料会经常卡在滑槽中不能排出,从而影响生产效率。为了避免此种情况的发生,本系统设计了关于废料滑槽的监控装置,本装置主要由微型摄像头配合光电传感器进行计数监控。其主要工作流程如图5所示。
具体检测工作过程如下:
1)在生产过程中,每冲压一次,废料理论上会从孔中滑落一次,光电开关计数一次;
2)如果出现冲压三次以上,光电开关没有计数,或者是冲压次数大于光电开关计数的次数3次以上,则认为废料卡住了;
3)废料卡住后,进行报警,操作人员通过摄像头观察,进一步确认卡料情况;
4)清除卡料后,系统自动清除报警状态,光电开关计数恢复,并启动正常生产。
2.5 斜楔复位的检测
在冲压生产中斜楔的复位通过弹簧及氮气缸来实现,但是由于复位元件的原因导致斜楔不能正常复位,会影响后面模具的正常工作。以前都是根据冲压的结果来预知斜楔是否复位,这样大大降低了生产效率,为了提高其加工精度和自动化程度,本系统采用接近开关来对其进行监控,如果斜楔不能复位,接近开关采取不到信号,系统启动自动报警装置,这样工人就可根据报警声来对其进行维修。

图5 废料滑槽装置的流程图
结合以上的检测实施方案,同时开发多线程的实时数据采集分析系统,同步高速采集平衡块和顶杆压力、模具型面温度信号、高速摄像机信号和视频信号,最终实现模具信息的全面在线检测。
3 软件系统的分析与设计
本系统基于Windows系统采用Qt软件进行程序设计,因为Qt的良好封装机制使得Qt的模块化程度非常高,可重用性较好,对于用户开发来说非常方便。该系统可用于企业网和互联网,具有很好的通用性和跨平台性,可以实现某一个检测信息的多用户设置和多功能监控,可供远程观看。软件具有重用性、互操作性等特点,用户可根据其特点选择所需要的数据进行察看分析,系统主界面的参数设置可以针对不同的监控对象进行调看,参数设置主要包括:测试点编号、测试点名称,测试点内容和测试点布置等,系统软件主界面如图6所示。

图6 系统软件主界面
系统可对数据进行各种显示,包括图形显示、表格显示以及数字显示等,数据系统显示的平台是基于Windows系统的界面,显示界面流畅清晰,其中平衡块和顶杆上的压力传感器显示是根据模具图中实际的位置在界面上相似布置,和实物图保持一致。
系统按照标准存储各种采集到的数据,包括历史数据、实时数据、各种警报信息和使用记录,最重要的是该系统能够对中间数据进行存储保存。用户设置、参数设置等系列初始参数存储于原始程序数据库中;实时数据存放在实时数据库中,用来保存最近一段时间的监测信息;以往的数据存放在历史数据库中用于保存所有的检测数据信息,可供工作人员随时查看以前的数据,当历史数据足够大时可根据历史数据进行总结、分析从而得出冲压模具发生事故的规律。
当检测的数据超过监测项目的报警阈值时会出现报警声,不同的监控项目所对应的报警声不同,对于报警信息系统会自动保存记录。报警记录包括检测项目名称、检测时间、检测位置等。当问题出现后,操作人员则会根据报警信息对出现的问题进行确定和维修,为了避免发生误报警的情况,系统允许用户进行有权限限制的监控设备检修和检修后待用的屏蔽报警的操作,提供有权限限制及操作记录的报警参数设置功能。
4 检测装置的加工制造
压力传感器与平衡块、顶杆之间采用的螺纹型号为M12×20,对于没有安装传感器的平衡块和顶杆,为了保持高度一致,在其原有的基础上安装平衡垫块,平衡垫块和压力传感器的型号完全一致,和平衡块及顶杆也是螺纹连接。模具型面的温度检测采用四川富尔曼科技有限公司的FOTRIC626型号的红外热像仪及SDK开发包等热像机电,红外热像仪用螺柱固定在模具旁边一侧的立柱上。模具表面异物检测采用的是杭州炫视科技有限发展公司的VA2001智能分析比较器。废料滑槽的检测采用的是摄像头的实时监控和光电计数器配合计数,摄像头采用的是深圳市赛德爱电子有限公司MCV-IR940型号,在废料滑槽跑旁开设摄像头和光电计数器安装孔。斜楔复位检测采用的是重庆斯拓瑞电气有限发展公司的接近开关,接近开关安装在斜楔附属装置反侧块中间。数据系统的采集采用的是基于Windows系统的界面,采用QT作为开发工具编写程序,对采集到的数据用8路同步输入、最高采样频率为51.2kHz的北京优采测控技术有限公司的UA524-8型网口采集仪器,该采集仪器加带Wifi和以太网接口,可实现对每路程控进行不同程度的放大倍数;此外,其连续采集频率达1MHz,遵循的TCP/IP协议可保证数据的可靠性。
5 结论
综上所述,本套冲压模具智能检测系统可归纳为:
1)本套冲压模具检测采用压电式压力传感器对平衡块和顶杆进行压力信息采集,且他们之间采用螺纹的连接方式;
2)本套检测系统借助于安装在模具旁立柱上的红外热像仪器对冲压模具的型面进行温度信息采集;
3)本套检测系统可利用智能分析比较器配合高速摄像机监控模具表面的异物,利用高速摄像机拍摄的视频传输到智能分析比较器并在显示器上进行显示;
4)本套检测系统使用微型摄像头配合光电传感器对废料滑槽进行检测;
5)本套系统采用接近开关对模具的斜楔是否复位进行检测。
本系统实现了冲压模具的全面在线检测,实现了对现场模具运行状态的质量控制、流程优化、数据保存、丰富数据库的要求,有助于更加及时准确地掌握模具的性能,提高生产工艺从而保证产品质量。