热稳定剂HS-80在载重轮胎胎肩胶中的应用
2018-07-20蒋化学何晓东韦春利
蒋化学,何晓东,韦春利
(四川海大橡胶集团有限公司,四川 简阳 641402)
热稳定剂HS-80组成为具有特殊结构的有机络合物和活化剂,能够抑制高温下硫化胶多硫键的断裂,促进多硫键向双硫键和单硫键转化,使硫化胶在受热条件下交联密度保持稳定,具有良好的抗硫化返原和耐热老化性能。载重轮胎滚动周向变形较大,生热较大,且散热较慢,胎肩胶很容易老化,老化的胎肩胶容易脱空,即发生轮胎最常见的质量缺陷肩空。
我公司生产的10.00-20 18PR载重轮胎主要出口到天气炎热的印度尼西亚,肩空退赔率较高。本工作研究热稳定剂HS-80对载重轮胎胎肩胶性能的影响,为降低载重轮胎肩空缺陷提供思路。
1 实验
1.1 主要原材料
天然橡胶(NR),SMR20,马来西亚产品;顺丁橡胶(BR),牌号9000,中国石油四川石化有限公司产品;热稳定剂HS-80,大连天宝化学工业有限公司产品。
1.2 配方
生产配方:NR 80,BR 20,炭黑N660 35,炭黑N330 10,氧化锌 8,硬脂酸 2.5,芳烃油 5,防老剂4020 1.5,防老剂RD 1.5,防老剂BLE 1,硫黄 1.5,促进剂NS 0.8,促进剂DTDM 0.8。
试验配方:除添加1.5份热稳定剂HS-80,其他组分和用量同生产配方。
1.3 主要设备和仪器
XK-160型开炼机,广东湛江机械厂产品;GK270型密炼机和0.5 MN平板硫化机,上海橡胶机械一厂有限公司产品;UR-2010型无转子硫化仪和UT2060型电子拉力试验机,优肯科技股份有限公司产品;DL401A型老化试验箱,上海实验仪器厂有限公司产品。
1.4 混炼工艺
1.4.1 小配合试验
小配合试验胶料在开炼机上混炼,加料顺序为:生胶→氧化锌和硬脂酸→防老剂和热稳定剂HS-80→炭黑→芳烃油→硫黄和促进剂。
1.4.2 大配合试验
大配合试验胶料混炼分两段在GK270型密炼机内进行。一段混炼转子转速为40 r·min-1,混炼工艺为:生胶→氧化锌、硬脂酸、防老剂和热稳定剂HS-80→炭黑→芳烃油→排胶→下片。
二段混炼转子转速为20 r·min-1,混炼工艺为:一段混炼胶→硫黄和促进剂→提压砣2—3次→排胶→翻炼4次→下片。
1.5 性能测试
胶料性能按照相应国家标准进行测试。
2 结果与讨论
2.1 理化性能
热稳定剂HS-80的理化性能见表1。从表1可以看出,热稳定剂HS-80的理化性能符合企业标准的要求。

表1 热稳定剂HS-80的理化性能
2.2 小配合试验
2.2.1 硫化特性
小配合试验胶料的硫化特性如表2所示。胶料的硫化返原率越小,抗硫化返原性能越好。从表2可以看出,与生产配方胶料相比,添加热稳定剂HS-80的试验配方胶料抗硫化返原性能明显提高。

表2 小配合试验胶料的硫化特性(160 °C)
2.2.2 物理性能
小配合试验胶料的物理性能如表3所示。从表3可以看出,与生产配方胶料相比,试验配方胶料的定伸应力、拉伸强度、拉断伸长率和弹性总体提高,拉断永久变形减小,耐热老化性能有所改善。特别是硫化时间较长(>50 min)时,这个趋势更明显,这是由于热稳定剂HS-80具有较好的抗硫化返原性能和耐热老化性能。
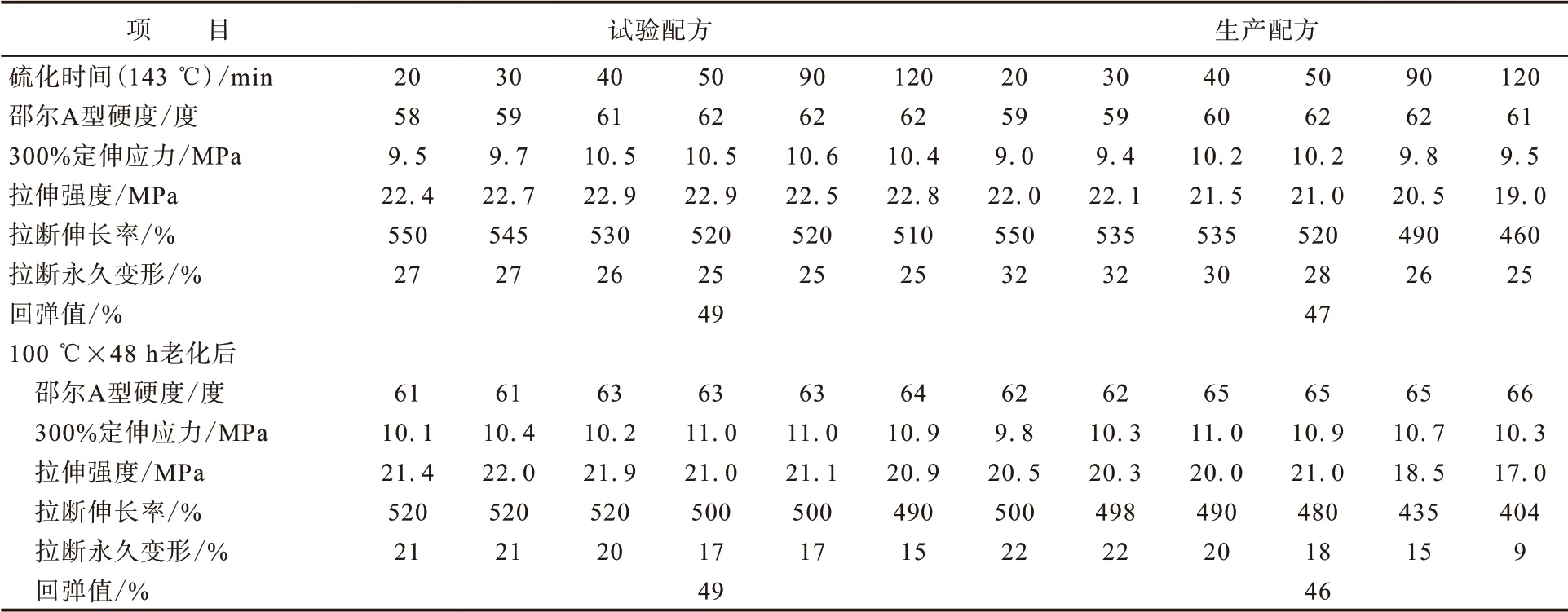
表3 小配合试验胶料的物理性能
2.3 大配合试验
为进一步考察热稳定剂HS-80的性能,进行了大配合试验。
2.3.1 硫化特性
大配合试验胶料的硫化特性如表4所示。从表4可以看出,与生产配方胶料相比,添加热稳定剂HS-80的试验配方胶料抗硫化返原性能明显提高,这与小配合试验相同。

表4 大配合试验胶料的硫化特性(160 °C)
2.3.2 物理性能
大配合试验胶料的物理性能如表5所示。从表5可以看出,与生产配方胶料相比,试验配方胶料的定伸应力、拉伸强度、拉断伸长率、弹性和耐热老化性能总体有所改善,且硫化时间(>50 min)较长时,这个趋势更明显。大配合试验结果与小配合试验结果基本一致。

表5 大配合试验胶料的物理性能
2.4 成品轮胎性能
用试验配方胶料与生产配方胶料分别制备了10.00-20 18PR载重轮胎,并进行了耐久性能和高速性能试验,结果如表6所示。从表6可以看出,与生产轮胎相比,试验轮胎的耐久性能和高速性能均提高,肩空率降低。
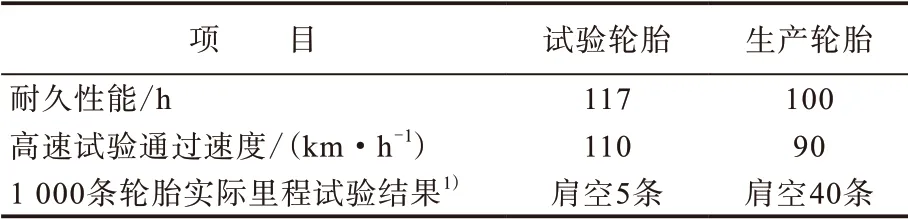
表6 成品轮胎性能
3 结论
(1)添加热稳定剂HS-80的胎肩胶抗硫化返原性能明显提高。
(2)添加热稳定剂HS-80的胎肩胶的拉伸性能、弹性和耐热老化性能提高,特别是硫化时间较长(>50 min)时,这个趋势更明显。
(3)添加热稳定剂HS-80的胎肩胶制备的成品轮胎耐久性能和高速性能提高,肩空率下降。