热风—压差膨化生产非油炸方便面的工艺优化
2018-07-14石怡雪戴阳军
胡 舰 周 莹 左 波 石怡雪 戴阳军
(1. 扬州大学旅游烹饪学院,江苏 扬州 225127;2. 江苏中谱检测有限公司,江苏 南京 210061;3. 常熟理工学院生物与食品工程学院,江苏 常熟 215500)
方便面按制作工艺可分油炸和非油炸两大类。油炸方便面以其独特的感官品质长期占据着大部分市场[1],但随着消费者逐渐意识到油炸方便面“高油脂、高热量、营养破坏”等不足,且两者制作工艺、生产原理及口感等方面趋于同质化[2-3],导致消费者更青睐于非油炸方便面。
目前非油炸方便面的生产工艺几乎都是蒸煮熟制过后进行烘干,且烘干方法局限于热风或微波干燥2种[4-5],其他工艺流程和设备与油炸方便面大致相同。传统非油炸方便面未经油炸,无法形成微小的孔状网络,产品复水性远差于油炸方便面,开水冲泡6~7 min后才能勉强食用;另外,由于非油炸方便面面条含水量较低(湿粉面团一般在36%以下),在糊化过程中淀粉分子不能吸收足够的水分而膨胀,导致其不能充分糊化,故面条的熟度较低,而熟化度直接影响面条的浸泡韧性和口感[6-7]。这2个原因使得非油炸方便面的复水性和口感质量远远达不到冲泡式油炸方便面的基本要求,难以被广大消费者接受,也是制约非油炸方便面发展的最大因素。
变温压差膨化干燥,简称压差膨化,属于一种新型、环保、节能的非油炸膨化干燥技术[8],目前较多地应用于苹果、番木瓜、菠萝等果蔬制品[9],尚未见有关方便面压差膨化的技术研究。本研究拟采用热风预干燥—压差膨化联用的技术生产非油炸膨化方便面,运用Plackett-Burman(PB)试验设计、最陡爬坡试验结合响应面试验设计,以非油炸方便面复水性、质构和感官评价为指标,优化非油炸膨化方便面的工艺参数,旨在为非油炸方便面的进一步研究和发展提供理论依据。
1 材料与方法
1.1 材料与试剂
小麦粉、玉米粉、玉米淀粉、食盐、食用碱:市售;
复合磷酸盐:食品级,天津市科顿生物科技有限公司。
1.2 仪器与设备
变温压差膨化干燥设备:ZGF100型,山东登月红景天有限公司;
万能蒸烤箱:Palux 1011QL型,德国帕露西烹饪设备有限公司;
压面机:SM-307Y型,新麦机械(无锡)有限公司;
食品物性测定仪:TA.XTC型,上海保圣科技有限公司;
上豪多功能厨师机:KA-1000型,广东上豪厨具有限公司;
台式面条机:DK-160型,任县道宽机械厂;
电磁炉:AE-1106B型,北京微讯超技仪器技术有限公司;
红外快速水分测定仪:PM202型,英国艾德姆实验设备有限公司。
1.3 试验方法
1.3.1 配方 参考李刚凤等[10]、杨铭铎等[11]的研究,确定非油炸方便面的基本配方为:以小麦粉500 g为一次试验的基准用量,玉米粉10.0%,玉米淀粉6.0%,食盐1.2%,食用碱0.2%,复合磷酸盐[12](改善面条弹性)1.0%,水43.0%。
1.3.2 工艺流程
面粉+辅料混匀→和面→熟化→压面→分切制面→蒸煮→过凉水→拌油→沥干→热风预干燥→压差膨化→成品
1.3.3 操作要点
(1) 和面:取500 g面粉与称量好的辅料置于厨师机混合均匀后,分3次加水和面至絮状,手握可成团。
(2) 熟化:又称“醒面”,和好的面团置于醒发箱30 ℃、水分65%醒发25 min,可消除和面时产生的应力[13]。
(3) 压面、制面:熟化后的面团进压面机反复碾压25次以上,制成表面光滑、厚度约0.2 cm的均匀面片,再上面条机制成面条。
(4) 蒸煮:面条置于微沸的水煮透至中间无白芯(约95 ℃、7 min)后迅速过凉水,可增强面条弹性和韧性。
(5) 拌油:用大豆油水溶液对面条进行水洗,防止粘连。
(6) 热风预干燥:面条平铺于网眼烤盘中,沥干后放入万能蒸烤箱进行干燥,设置不同的热风温度和干燥时间。
(7) 压差膨化:热风干燥后的面条晾凉,利用模具造型制成质量为(110±10) g的面饼半成品,放入压差膨化干燥机进行膨化,设置不同的膨化温度、膨化时间和排水时间,真空度为-0.093 MPa。
(8) 热风干燥预试验:为保证试验的科学性,先以单一热风干燥工艺制作非油炸方便面,即不经压差膨化,直接热风烘干,与热风—压差膨化联合生产的产品做对比。
1.3.4 Plackett-Burman试验设计 根据前期单因素预试验确定联合干燥工艺中,热风预干燥温度、热风时间、膨化温度、膨化时间和排水时间5个因素对非油炸膨化方便面品质影响的合适范围,利用Minitab 16.0软件进行N=12的PB设计,每个因素取高(1)和低(-1)2个水平,考察各因素对非油炸方便面复水性(Y1)、硬度(Y2)、弹性(Y3)、黏聚性(Y4)、咀嚼性(Y5)和感官评价(Y6)6个指标的影响。设置2个空白列,用于估计试验误差。因素及水平见表1。

表1 Plackett-Burman试验因素及水平Table 1 Factors and levels of Plackett-Burman design
1.3.5 最陡爬坡试验 根据PB试验设计结果设计爬坡方向和步长,按一定梯度改变重要因素的取值,使其逼近最佳区域,建立响应面拟合方程。
1.3.6 Box-Behnken响应面设计 在PB试验设计和最陡爬坡试验的基础上,采用Box-Behnken响应面法建立三因素三水平的数学模型,进一步优化热风—压差膨化生产非油炸方便面的工艺参数。
1.3.7 复水性的测定 复水性是衡量方便面品质的重要指标,本研究以复水时间(min)表示产品复水性,参照SB/T 10250—95。
1.3.8 质构指标的测定 取20根复水好的面条于冷水中冷却1 min,用面纸吸去表面水分,用质构仪检测面条质构特性。质构仪参数设置为:TPA全质构模式,探头为P/5N平底圆柱型探头,测前速度4 mm/s,测试速度0.8 mm/s,测后速度6 mm/s,压缩形变量70%,两次压缩时间间隔3 s。测定结果取硬度、弹性、黏聚性和咀嚼性为指标进行分析。每组测6个样品,取平均值。
1.3.9 感官评价 邀请10名食品专业硕士研究生组成品评小组,对非油炸方便面的组织状态、口感、色泽、弹性及硬度5个方面进行评价,计算结果取平均值。感官评价标准见表2。

表2 非油炸方便面感官评定标准Table 2 Sensory quality indexTable of Non-fried instant noodle
1.4 数据处理
使用软件IBM SPSS Statistics 21.0进行统计分析,采用软件Minitab 16.0、Origin 7.5及Design-Expert 8.0进行制图和数据分析。质构测定重复6次,其他试验均重复3次。
2 结果与分析
2.1 热风干燥预试验
制得的面条沥干后直接热风干燥,参照文献[12]设置干燥条件为85 ℃、50 min,检测其复水性、质构参数及感官评价,结果见表3。
2.2 Plackett-Burman试验
PB试验的结果与方差分析见表4、5。由表5可以看出,除Y5(咀嚼性)的试验模型外,其他响应值模型P值均小于0.05,说明模型拟合性良好。以Y1(复水性)、Y6(感官评价)为主,质构指标为辅,得出影响非油炸膨化方便面品质的主要因素为:X2(热风时间)、X4(膨化温度)和X5(膨化时间)。热风时间实际上是影响面饼压差膨化的预留水分含量,根据原料的不同,压差膨化的效果也有所差异,因此合适的水分预留量对产品品质影响较大[14];膨化温度和膨化时间对产品各指标均有显著影响(P<0.05)。所以在接下来的响应面试验中,重点考察X2、X4、X53个因素的最优水平,其他对结果无显著影响的因素,根据单因素试验结合因素的正负效应确定为:热风预干燥温度70 ℃、排水时间5 min。

表3 热风干燥预试验结果Table 3 The results of heated-air drying pre-experimental
2.3 最陡爬坡试验
根据Plackett-Burman试验结果,结合3个重要因素的变量关系确定爬坡方向和步长[15],结果见表6。随着热风时间、膨化温度和膨化时间的变化,产品复水性、硬度、咀嚼性呈逐渐减小的趋势,弹性、内聚性和感官评价呈先升高后降低的趋势,综合可得,试验4是最优工艺条件,此时复水性和感官评价较好,比较接近最佳响应区域。故以试验4的条件,即热风时间35 min、膨化温度75 ℃、膨化时间85 min为下一步响应面优化的中心点。
2.4 响应面试验
2.4.1 Box-Behnken试验设计 本试验中复水时间越短越好,故复水性属于“低优值”;感官评价越大越好,属于“高优值”[16];质构指标当中,硬度既不属于“高优值”也不属于“低优值”,咀嚼性是硬度、弹性和黏聚性的乘积值,不宜作为响应值[17],而弹性、内聚性和感官评价的变化趋势相近,也不以其为响应值。所以,在最陡爬坡试验的基础上,以热风时间、膨化温度和膨化时间为自变量,Y1复水性和Y6感官评价为响应值进行响应面试验设计,因素水平见表7,试验结果见表8。

表4 Plackett-Burman试验设计及响应值Table 4 Plackett-Burman design and results

表5 Plackett-Burman试验方差分析表†Table 5 ANOVA of Plackett-Burman design
† *表示差异显著(P<0.05);**表示差异极显著(P<0.01)。
表6 最陡爬坡试验设计及结果Table 6 Design and results of steepest climbing design
用Design Expert 8.0软件对表8数据进行多元回归分析,可得各响应值与因素的二次回归模型:
Y1=5.10-0.24A-0.20B-0.19C-0.23AB-0.22AC+0.06BC+0.27A2+0.80B2+0.04C2,
(1)
Y6=88.35-1.02A-1.13B-0.71C+2.41AB-2.36AC-4.76BC-6.50A2-6.48B2-2.79C2。

(2)表7 响应面设计因素水平表Table 7 Factors and levels in response surface design

表8 Box-Behnken设计方案及结果Table 8 Design and results of Box-Behnken

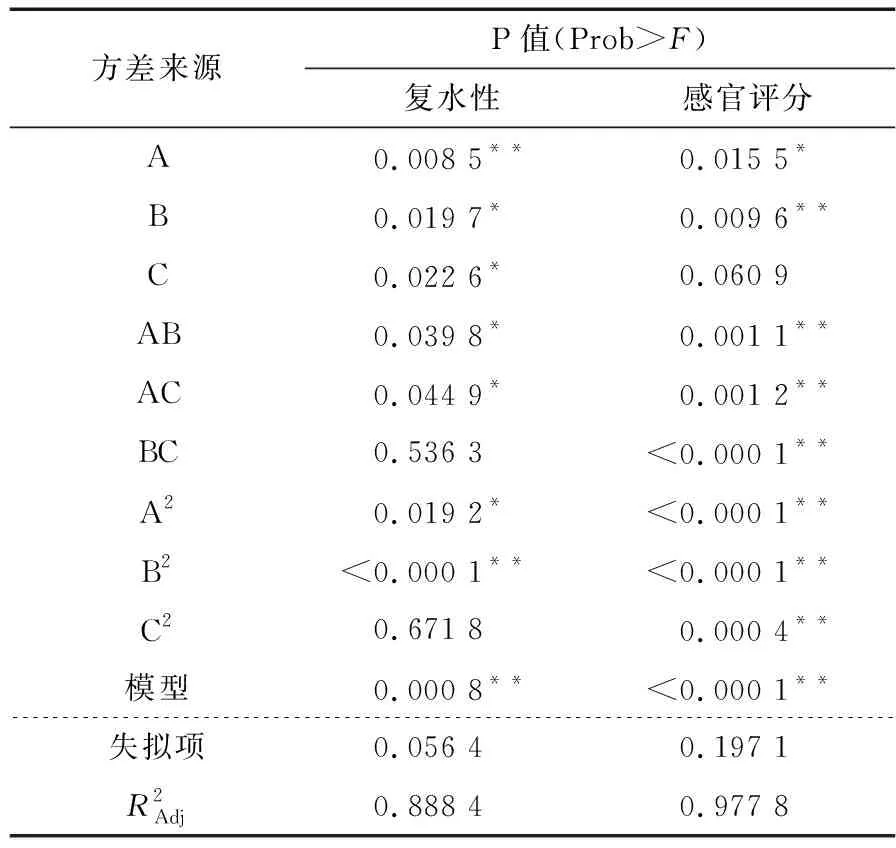
表9 Box-Behnken试验方差分析†Table 9 ANOVA of Box-Behnken experiment
† *表示差异显著(P<0.05);**表示差异极显著(P<0.01)。
2.4.2 响应面交互分析及优化 为确定3个因素及其交互作用对热风—压差膨化生产非油炸方便面品质的影响,对回归模型进行响应面分析。响应面坡度越陡,等高线越密集且呈椭圆形,说明两因素交互作用越显著[19]。结合方差结果,对响应值有显著影响的交互作用进行绘图。
(1) 各因素交互作用对复水性的影响:图1(a)表示热风时间和膨化温度对方便面复水性的交互作用,其响应曲面陡峭、等高线密集,故热风时间对方便面复水性影响最为显著。随着热风时间的延长,面条复水时间呈逐渐下降后渐平缓的趋势,而随着膨化温度的增加,复水时间呈先下降后升高的趋势,是因为热风时间越长,面饼预留水分含量越低,后续压差膨化效果更好,面条易形成更多小气孔;而合适的膨化温度能显著降低复水时间。由图1(b)可知,产品复水性随热风时间和膨化时间的增加都呈逐渐下降后趋于平缓的趋势,且热风时间对复水时间的影响比膨化时间更显著。因为膨化时间越长,面条膨化越彻底,但从生产成本考虑,生产时间不宜过长,综合来看,膨化时间应为85~90 min。
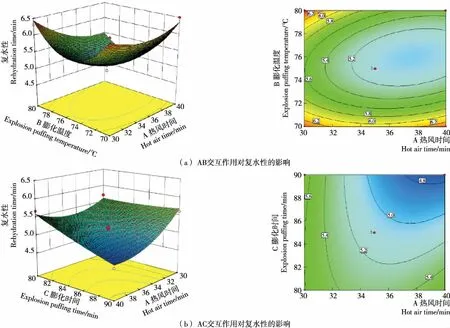
图1 各因素交互作用对复水性影响的响应面图Figure 1 Response surface curve of quality of rehydration time affected by two-factor interaction
(2) 各因素交互作用对感官评分的影响:图2(a)显示了热风时间和膨化温度对方便面感官评分的交互影响,膨化时间一定时,感官评分随热风时间、膨化温度的增加均呈先增加后下降的趋势,是因为过长的热风时间会使面条水分过多地流失变得“干瘪”,即使再经压差膨化,也会影响复水后面条的韧性、劲性,而膨化温度太高时,会影响面条色泽,导致感官评分降低。由图2(b)可知,膨化温度一定时,感官评分随热风时间的升高呈先上升后缓慢下降的趋势,是因为随着时间的延长,物料水分逐渐降低,在负压作用下面筋蛋白张力得以延伸,而使产品韧性增加,在膨化时间84~86 min、热风时间34~36 min时,感官分值最高,且在膨化时间80~90 min 时,响应值变化不显著,与方差分析结果一致(Pc>0.05)。由图2(c)可知,当热风时间一定、膨化时间较低时,产品感官评分随膨化温度的上升快速上升;膨化时间较长时,感官评分随膨化温度的升高而缓慢降低,说明膨化温度与膨化时间之间存在极显著的交互作用[P(B,C)<0.01]。
2.4.3 最优工艺的确定及验证实验 以复水性和感官评分作为响应值,质构指标做参考,设定复水性的目标为最小值,感官评分目标值为最大值,对回归方程偏导求解可得预测的最佳工艺条件为:热风时间35.72 min、膨化温度75.11 ℃、膨化时间86.61 min,此时复水时间为4.99 min,感官评分87.4分。为检验优化试验结果的可靠性,采用最佳工艺参数进行验证实验,考虑实际操作的可行性,将参数修正为热风时间36 min、膨化温度75 ℃、膨化时间87 min。经3次平行实验,所得产品复水时间为4.93 min,感官评分88.9,平均相对误差为1.47%,产品质量为(60±5) g,水分含量为6.75%,此时质构参数为硬度27.79 N、弹性0.93、黏聚性1.20、咀嚼性30.99 N,即富弹性、韧性,咀嚼性也较好,对照预试验组产品品质有显著提高(P<0.05)。
3 结论
本研究采用热风—压差膨化联用技术生产非油炸方便面,运用Plackett-Burman试验设计筛选出了热风—压差膨化生产非油炸方便面工艺的3个重要参数,即:热风时间、膨化温度和膨化时间。在此基础上,用最陡爬坡试验逼近最大响应区域,再以产品复水性和感官评价为响应值进行Box-Behnken响应面试验设计,所构建的回归方程模型效果极显著(P<0.01),最终确定热风—压差膨化生产非油炸方便面的最佳工艺参数为:热风预干燥温度75 ℃、热风时间36 min、膨化温度75 ℃、膨化时间87 min、排水时间5 min。此条件下生产的非油炸方便面在复水性、感官评分和质构指标上显著优于对照组(P<0.05),也优于马浩然等[20]、张海芳等[21]研制的同类产品,是方便面行业理想的升级产品,对非油炸方便市场的产品研发具有一定的指导意义。研究的不足之处在于生产时间过长,仅热风、压差膨化联用工艺耗时就超2 h,如何提升生产效率,关键点在于如何缩短压差膨化的时间,这将是后续研究的重点。另外,由于非油炸方便面产品品质的复杂性,对其安全质量和营养指标的检测也是日后的研究方向之一。
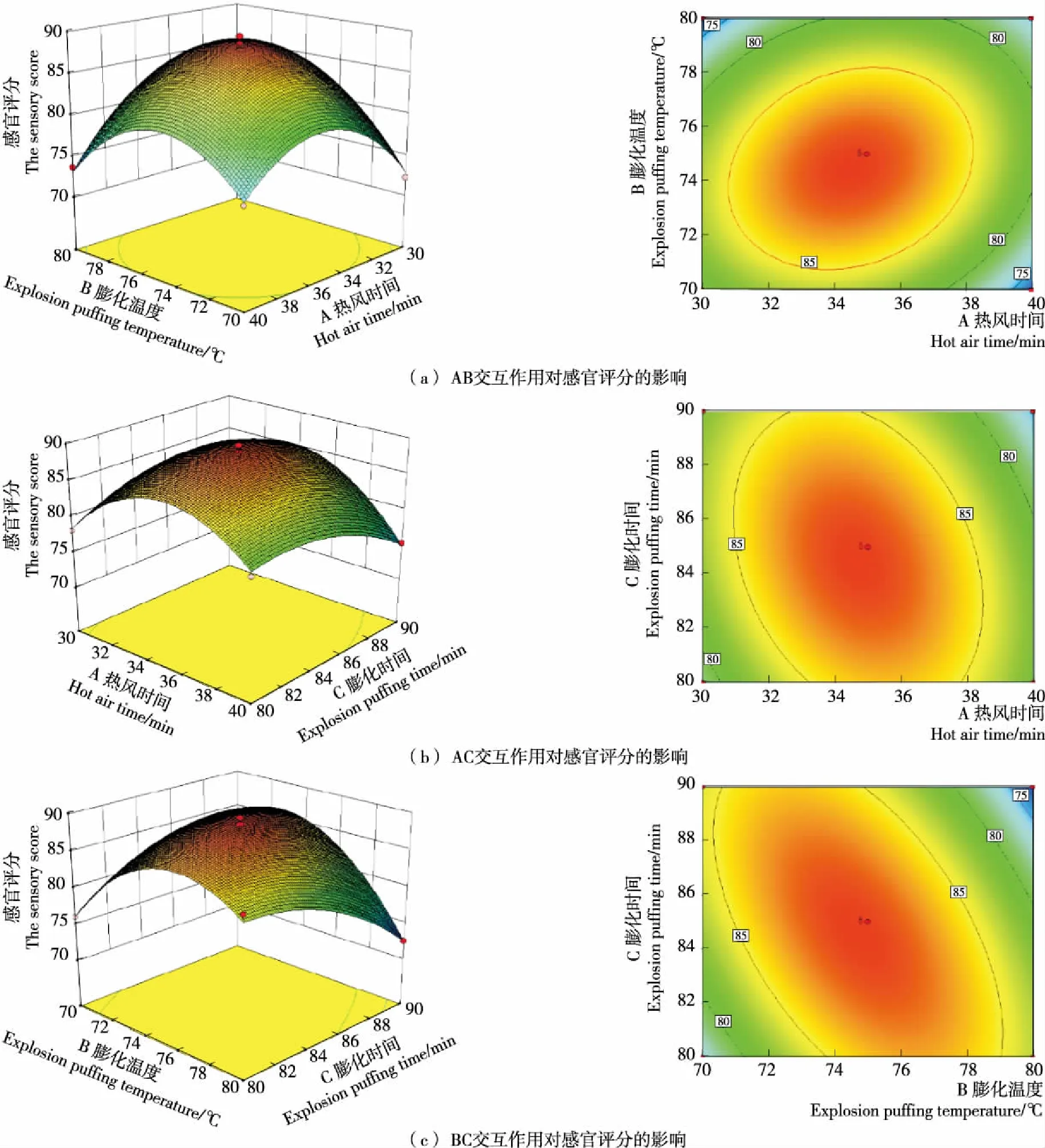
图2 各因素交互作用对感官评分影响的响应面图Figure 2 Response surface curve of quality of sensory score affected by two-factor interaction
