预应力螺旋肋钢丝用盘条的开发生产实践
2018-07-13刘鸿旭
刘鸿旭
(河钢集团宣钢公司 技术中心,河北 张家口075100)
1 前 言
高粘结预应力螺旋肋钢丝是预应力混凝土用钢丝的高效新品种,其强度高、塑性好、锚固能力强,主要用于民用建筑构件中超长、超薄预制构件,如铁路轨枕、电杆、水泥管、大型屋面板等水泥制品的配筋。钢丝表面凸起的螺旋肋,沿钢丝的轴心均匀布置,同钢丝成为一体,具有抗拉强度高,韧性指标良好,镦头、锚固性能良好,施工方便等优点。高粘结预应力螺旋钢丝不仅具备光面预应力钢丝抗拉强度高和刻痕预应力钢丝与混凝土包裹力大的优点,而且可以大量节约材料,降低成本,同时操作方便。为了实现客户个性化需求,在满足成品钢丝各项性能指标的前提下,实现高速拉拔不断丝,河钢宣钢对成分和生产工艺进行了分析,成功开发出盘条70-1和70-2用于制造预应力混凝土用螺旋肋钢丝。
2 化学成分要求和工艺路线
依据终端用户加工方法,结合河钢宣钢设备及实际控制情况,制定了Ф8.0 mm螺旋肋钢丝用盘条70-1和70-2的化学成分内控标准,见表1。
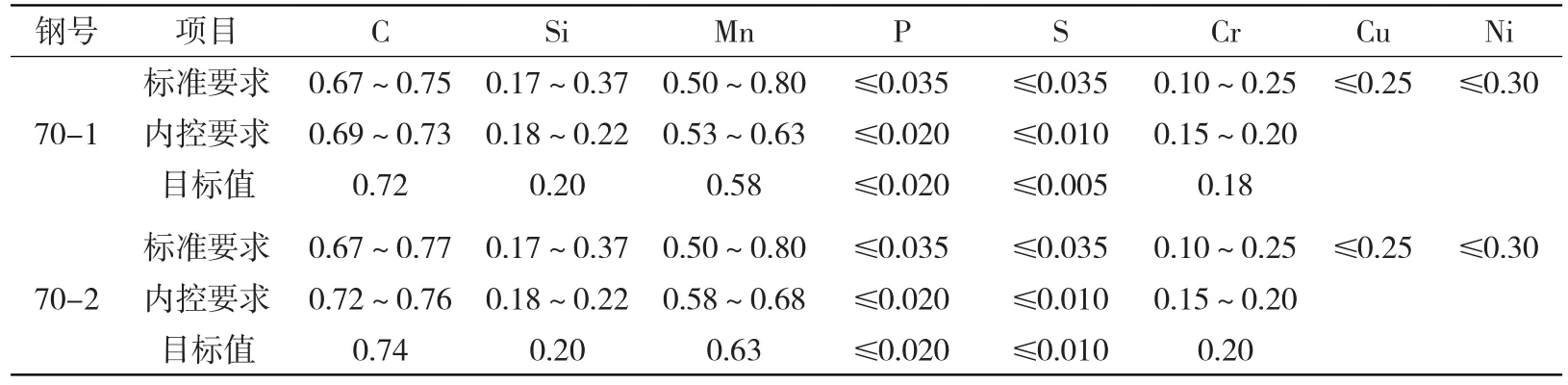
表1 钢丝用盘条70-1和70-2化学成分 %
螺旋肋钢丝用盘条70-1和70-2的质量和性能主要取决于钢的纯净度、连铸坯的质量[1]。结合装备水平和实际控制情况,确定如下工艺路线:铁水KR脱硫预处理→150 t顶底复吹转炉→180 tLF精炼炉→150 mm×150 mm连铸机浇铸(结晶器电磁搅拌+凝固末端电磁搅拌)→双蓄热步进式加热炉加热→粗、中轧→预精轧→预水冷→高速精轧→水冷→夹送、吐丝→斯太尔摩控温散卷冷却→集卷→打包入库。
3 技术控制要点及产品质量
3.1 炼钢工艺
河钢宣钢二钢轧厂150 t炉区进行转炉“造双渣、高拉碳”冶炼技术的试验,转炉放钢碳含量达到0.30%以上。
精炼工序。1)提高精炼钢水成分内控达标率。在精炼过程中,保证钢水成分达到内控要求,减少精炼大量补料,影响成分均匀,缩短上电时间,减少钢水吸气。2)合理控制精炼渣碱度。原来的精炼渣系主要是高碱度渣,具有较高的脱硫效率,但钢中不变形Al2O3较多,易产生拉拔脆断。随着铁水预脱硫与出钢挡渣工艺的优化,钢中w[O]、w[S]降低,所以对精炼渣系重新调整,降低精炼渣碱度,R由4.0~5.5降低到2.5~3.5,改善精炼渣流动性,提高吸附钢种夹杂物能力。3)提高LF软吹效果。为了保证LF软吹效果,提高去除钢中氧化物夹杂物的能力,采取延长软吹时间,由原来15 min增加到20 min;规范氩气流量,使钢液面微微涌动,不得裸露钢水液面,减轻精炼过程中由空气造成的严重二次氧化。
连铸工序。将过热度控制在20~30℃,拉速在1.7 m/min。通过进行多次试验,确定结晶器电磁搅拌分别采用电流强度240 A和频率4 Hz,末端电磁搅拌采用电流强度300 A和频率8 Hz的组合参数,连铸坯的偏析缺陷得到了明显改善。
3.2 轧制工艺
加热炉钢坯加热要求。加热炉调火温度参数见表2。

表2 70-1和70-2钢坯加热炉加热温度 ℃
控轧控冷要求。
1)合适的轧制速度。轧制速度快,轧件变形速率高,轧件内部恢复、再结晶时间短,轧制过程中产生的畸变势能仍保留在组织中。通过降低轧制速度,使轧制架次间静态恢复时间和风冷前轧件静态恢复时间均有所延长,使过冷奥氏体稳定化程度变高,也是相变开始温度随轧制速度降低而降低的原因。相变温度越低,珠光体片层间距越小。为获得大量的索氏体组织,设定成品架出口速度为65 m/s。
2)较高的吐丝温度。吐丝温度是控制相变开始温度的关键参数。由于高碳碳素钢过冷奥氏体分解温度较低,吐丝温度可设定的低一些,而低碳碳素钢的过冷奥氏体分解温度较高,故吐丝温度要高一些。高碳钢盘条轧后吐丝温度一般控制在850~900℃。考虑到高碳钢抗拉强度随吐丝温度的升高而升高,为了提高盘条的抗拉强度,生产过程中吐丝温度控制在900~920℃。
3)合适的冷却速度。盘条相变前冷却速度主要通过风机的风量和运输机的辊道速度来控制。根据理论计算,为使盘条最终组织为索氏体,将盘条相变前冷却速度控制在15~25℃/s。考虑到宣钢高碳钢连铸坯碳偏析指数最高达到1.11,为防止心部马氏体超标,将盘条相变前冷却速度控制在12~15℃/s。依据经验并考虑到设备能力,将1#~9#风机开100%,其余全关(1#~4#风机风量为20×104 m3/h,5#~14#风机风量为15.47×104 m3/h);将风冷辊道速度设定为 0.80、0.82、0.84、0.86、0.88、0.90、0.92、1.015、1.02、0.90、0.80、0.70m/s。
3.3 产品组织性能
生产的70-1盘条抗拉强度1 035~1 124 MPa,平均1 082 MPa;70-2盘条抗拉强度1 121~1 152 MPa,平均值1 138 MPa。盘条性能满足了客户加工不同规格和不同级别预应力螺旋肋钢丝的要求。Φ8.0 mm规格盘条金相检测结果见图1,索氏体组织比例均达到80%以上,不良组织级别全部低于1级,特别适合冷拔丝加工及螺旋模具成型加工。

图1 盘条金相组织
4 结语
2014—2018年项目实施以来,河钢宣钢预应力螺旋肋钢丝用盘条累计生产4.66万t,产品质量合格率达到100%,满足了客户端个性化需求。