济钢400 m2烧结机系统设备特护实践
2018-07-13林建峰
林建峰
(济钢炼铁焦化技术服务公司,山东 济南250101)
1 前 言
济钢400 m2烧结机自投产以来,由于设计缺陷,频繁发生设备事故。2017年,在济钢集团公司改革转型、产能调整的背景下,不可能再进行技术升级和改造,只能是在确保安全的前提下维持正常生产。因此,重点部位的设备隐患必须受控,一旦发生较大事故,将影响整个公司的铁前系统生产组织安排,给高炉工序的安全停产造成巨大损失。
停产以前,400 m2烧结系统设备主要存在6方面问题:皮带运输机故障频繁;烧结机、环冷机台车轮轴承损坏频繁;烧结机台车跑偏严重;板式给矿机系统设备老化严重;冷筛激振器损坏频繁且筛分效率不能满足正常的生产工艺要求;二次料场堆取料机设备老化严重,故障频繁且备件不足。针对上述6个方面问题,技术人员对不同区域重点设备的运行现场进行实际勘探和技术测量,初步确定了设备特护技术开发的基本方向。
2 设备特护运行方案
2.1 皮带机特护
全面梳理皮带运输机的胶结质量、托辊运行状况、电机运行负荷状态、皮带机跑偏等具体原因。
皮带胶结头开胶、断裂,主要是由胶结质量和皮带质量两方面造成。由于皮带数量多,运输的物料和运行环境等工况不同,皮带运输机附属的托辊运行状况各不相同,因此,主要对重点部位的关键托辊进行技术改造和特护技术应用。有的皮带机一人多岗看管,主要依靠现场监控,需要增加电机的运行电流实时监控,便于及时发现问题和设备保护。皮带机跑偏除了设备自身的原因以外,也与工艺状况变化和岗位操作能力有关,需要进行防跑偏、防撕裂技术改造。
400 m2烧结机成7皮带作为供应3 200 m3高炉烧结矿的“生命线”,总长度超过1 400 m。至2016年底,皮带整体磨损比较严重,由于跑偏造成的撕边问题非常突出,当运输负荷超过450 t/h时,撒漏料严重制约了正常的高炉生产稳定。另外,受环境限制,成7皮带设计比较特殊,属于直行+曲线并存的皮带。在皮带曲线段,由于托辊设计存在夹角,当皮带边出现撕裂以后,烧结矿不能被皮带完全包围,故而出现撒料。技术改造主要是对南北两侧的吊耳托辊进行高度调整,使用外力让皮带向物料少的一侧倾斜,避免撒料。同时,由于皮带已出现严重撕边现象,原设计宽度1 200 mm,实际大部分只有1 000 mm,严重部位宽度仅800 mm。皮带由尾轮下料口处受料,料流大小需要根据高炉实际情况,由成品料仓岗位控制,过小不能满足高炉正常需要,撒料过多会造成事故。如图1所示,对下料口增加导料装置,减少皮带撕边一侧A的给料量,使烧结矿尽量向B侧倾斜。运行结果表明,成7皮带的运输能力由400 t/h提高到500 t/h,完成了给3 200 m3高炉上料的任务。
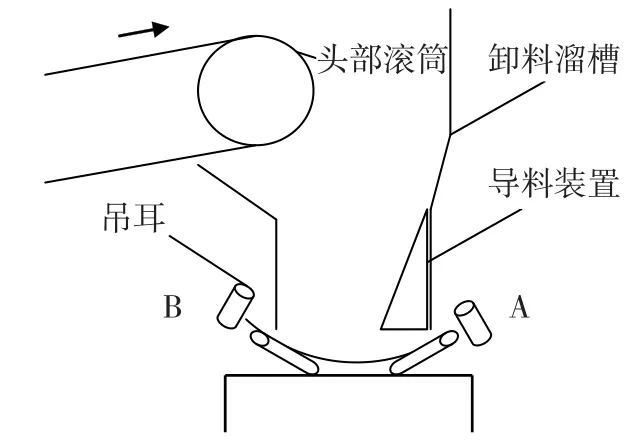
图1 成7皮带尾轮下料口改造
2.2 烧结机、环冷机强制润滑
400 m2烧结机台车轮故障主要由台车跑偏、内部轴承型号偏小、抗压强度达不到要求等因素造成[1]。经过部分台车放大轴承型号试验,有较明显的改善效果。
根据现场实际情况,对所有台车轮进行在线强制润滑,缓解了损坏程度,达到了特护要求。
对车轮内部润滑结构进行两点改进:1)将车轴上的出油口由1个增加到2个,进一步提高加油效率;2)将进油口直径扩大,方便加油机枪头插入内部,在提高效率的同时减轻劳动强度。随后编制《环冷机台车轮润滑标准和制度》,抽调专人每24 h对所有台车的内外轮加油1次,严密监控近两个月,消除了台车轮故障造成的停机。
2.3 烧结机跑偏调整
烧结机运行整体向南跑偏,南侧台车前轮出现起拱现象,存在较严重隐患。经过现场分析讨论,建议对跑偏进行试验性调整,以期在短期内保证设备运行的稳定可控。经过测量,发现机头星轮弯轨南北侧的标高存在差别,因此需要通过增加南侧弯轨高度来消除高差ΔS(见图2),以此保证南北两侧台车轮与对应齿根的距离相同(L变小),车轮与齿板的初始接触点在同一部位,即南北车轮在受到来自齿板的推动力时作用点、受力时机保持同步。
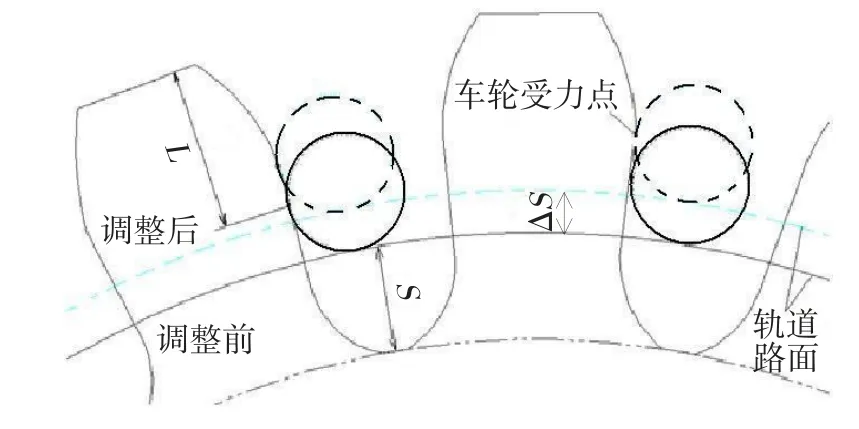
图2 烧结机南北两侧弯轨高度差ΔS
首先对高度差ΔS进行调整,通过增加南侧弯轨的高度实现;其次对车轮与齿板接触点至齿顶的距离L进行了测量,进一步验证两侧车轮受力点在相同位置,继续对弯轨进行调整以消除偏差。
2.4 板式给矿机在线治理撒漏料和扬尘
板式给矿机是环冷机卸料后的缓冲平台,工作环境十分恶劣。其顶部溜槽被烧结矿长期冲刷漏点很多,且底部封闭式皮带通廊的除尘效果较差,扬尘严重。导致设备本体工况条件差,链板损坏、尾轮移位、托辊缺少等问题突出。
通过计划性短时停机(1 h以内)和日常检修(10 h左右)结合的方式,更换损坏的链板和托辊,并对尾轮移位改造3次,最终加以强制润滑,确保隐患受控,实现了在线治理撒漏料和扬尘问题。
优化调整板式给矿机尾轮位置,根据实际的链板磨损程度,追求受力平衡,减少链板磨损和托辊无效带来的影响。尾轮位置的优化调整包括:1)横向位置和纵向位置上的调整。横向是整体链板张紧程度的调整,两次调整向后移动了40 mm;2)纵向位置是链板整体在尾轮上跑偏程度的调整,两次调整向西移动了30 mm。链板东西两侧的长度由于磨损发生变化,尾轮两侧的支座位置发生不同心位移调整,第3次将东侧向前移动了10 mm,如图3所示。
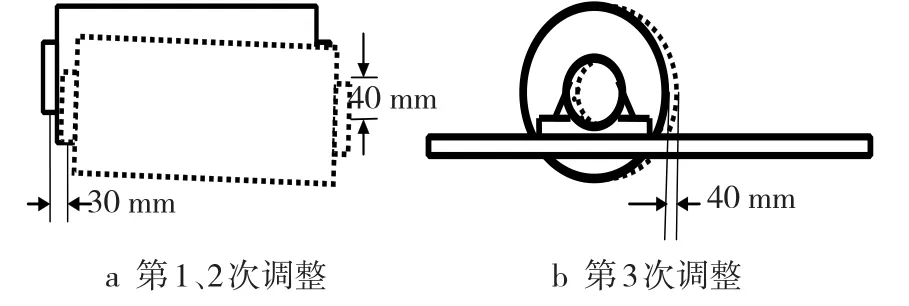
图3 板式给矿机后尾轮调整
2.5 激振器内部装配结构改造
400 m2烧结机振动筛激振器设备采用了自动集中润滑控制系统,但受限于甩油盘设计缺陷,旧油排出不畅,新油注入不良。通过分析讨论,对激振器内部装配结构进行改造,去掉甩油盘装置,并在激振器壳体上钻4个排油孔,当激振器中部空腔内积累一定量的油脂后可顺利通过油孔排出,实现新旧油脂交换,保证激振器散热,从而进一步降低轴承故障率。
3 特护效果
400 m2烧结机特护措施实施后,设备运行平稳,诸多隐患得以受控,直到2017年7月份安全停产,没有发生较大设备故障,给整个产线的稳定顺行提供了强力保障。据统计,在没有新的资金投入条件下,烧结机能够延长5个月安全平稳运行,共节约设备材料和维护费用600万元。
